2022 年最佳演習評級

對於喜歡修補和在家裡做男人工作的人以及專業人士來說,工具行業提供了許多有用的設備。鑽孔和凹槽可能是最常見的操作。針對這些需求,已經創建、改進了鑽機並繼續對其進行現代化改造。這種消耗性工具已成為工藝準確性、實施速度和可靠性所依賴的獨特元素。
什麼是鑽機
金屬鑽頭
根據即將進行的工作範圍和材料的類型,選擇一種或另一種類型的鑽頭。
設計
- 螺旋式
該工具的長度範圍為 40 ÷ 400 毫米,直徑為 1 ÷ 50 毫米,被認為是經典之作。
沿整個長度保持一個直徑尺寸,沿圓周有一個帶有螺旋槽的螺釘形式的切削刃,用於去除加工材料,即切屑。切割元件成對複制,嚴格位於 180°。
這種設備適用於深度較大的金屬中的通孔和盲槽。對於特定的孔直徑,應選擇小 1 毫米的鑽桿,因為鑽孔後材料的側面會斷裂。

- 階梯式
鑽孔元件具有錐形設計。邊緣的直徑朝向底部增加並且具有不連續的形狀。在新步驟的開始出現平滑的上升和鋒利的邊緣,鑽孔過程可以從任何步驟開始。每層都有一個以毫米為單位的直徑名稱,層數從 5 到 10 不等。這種設備允許您在一張紙上打出各種尺寸的孔,而無需更換切割元件,從而節省了時間。通過使用特定的鑽孔層開始該過程,可以將現有的孔鑽到更寬的直徑。由於每一層都是單個結構的一部分,因此不允許超過 3 毫米的凹槽深度,這是一個很大的限制。
- 冠型
模具設計內側的鏤空有很多端齒。扭曲的切削刃延續每個齒,可以在 4÷16 的範圍內。設計與表冠的相似性決定了它的名字。借助這種鑽頭,您可以製作金屬深度為 50 毫米的大孔。在某些情況下,定心與固定螺旋元件或銷一起使用,以確保精確工作。
- 曾克斯
圓錐形沒有台階,切削刃與凹槽相連。埋頭孔用於最大 5 毫米的小凹槽。除了圓孔外,還可以通過增加直徑來製作橢圓形鑽頭。您可以閱讀更多關於埋頭孔的信息 這裡.

- 柄
附件的強度會影響不良可能性:
- 中心移位;
- 鑽頭破損;
- 損壞工件材料。
尾部的附件類型必須與彈藥筒相匹配。
- 圓柱型
圓柱體的形狀遵循切削刃的設計,但直徑較小,以簡化插入金屬時的旋轉運動。三個夾片確保鎖定時牢固固定。這種類型用於電鑽和小型機器。
- 六角型
六邊形底座平滑過渡為圓柱形狀和切割波浪。該視圖不需要通過扭轉墨盒進行額外的固定,並安裝在相互面的接收套筒中。創建不同直徑的孔時快速更換可節省時間。所有螺絲刀都與六角柄兼容。工具的咬合或往復運動可能會導致卡盤意外脫落。此視圖不適用於厚金屬中的井。

- 圓錐型
減少末端尾部的直徑可以讓您通過肌肉努力固定元件。運行過程中的負載確保其牢固貼合。提取是用一個楔入墨盒槽的楔子進行的。該視圖廣泛用於鑽孔機。允許使用彈藥筒直徑較大的中間錐體。
製備方法
參數決定強度;壽命;待加工鋼材的種類。
- 一件式視圖
模具是通過鑄造獲得的,這種類型是最常見的。
這些由高速鋼製成,可以是埋頭孔、牙冠、螺旋和錐體。
- 焊接外觀
對於直徑超過 20 毫米的孔,使用焊接工具;碳鋼用於製造刀柄。該零件成本小,使用壽命長。
- 硬質合金提示
BK8 等級適用於在堅韌金屬中更高的鑽孔溫度。特殊技術的單面磨刀保證了保質期的延長。允許在保持元件主體的同時更換尖端。

打標
- 高速鋼
含雜質的高硬度和抗斷裂高速鋼的通用縮寫。
雜質決定了種類、性質和成本:
P是摻雜鎢;
F是釩的存在;
M是鉬的添加量。
- 高速鋼-E
添加 5% 至 8% 鈷的鋼使該工具適用於強度為 1200 N/mm² 的不銹鋼。它通常用於在加熱時具有收斂效果的困難材料的鑽孔過程中。也允許指定 HSS-Co。
- 高速鋼鈦合金
鈦、鋁和氮化物三層沉積的縮寫標誌著耐熱性高達 900° 的工具。允許在強度為 1100 N/mm² 的鋼上工作。
HSS-TiAIN元件使用壽命長,使用壽命超過其他類型5倍。
- 高速鋼 TiN
氮化鈉用作外層的噴霧劑。熱阻特性增加到 600° 的閾值。
帶有此標記的鑽頭適用於鑽削 1100 N / mm² 強度的材料:
- 鑄鐵;
- 鋁;
- 合金鋼;
- 碳素鋼。
- 高速鋼
用立方氮化硼磨削,使切削部分耐磨損,耐徑向跳動。可加工鋼只適用於 900 N/mm² 的強度,也可用於鑽鑄鐵材料。
- 高速鋼
採用常規熱處理和滾軋的元件用於鑄鐵和低碳鋼等級的加工。
硬質合金
該材料用於尖端,適用於高溫負載。該工具具有很高的耐磨性。
可用於鑽孔:
- 在鈦合金中;
- 不銹鋼;
- 耐熱鋼。
中心鑽
為了在鑄鐵和鋼產品中獲得孔,使用金屬、金屬陶瓷合金、組合定心元件。這種設備被認為是專業的,並提供高質量的處理和準確性。一個重要特徵也是排除工作中的錯誤和不准確之處。與使用的消耗性工具有關的表面粗糙度有多種。
在木頭上鑽孔
建築和維修、零件製造以及任何工作中的許多中間操作都需要在木頭上鑽孔。
設計
螺旋視圖在包括木材、金屬和混凝土工作的通用裝置中很常見。
- 福斯特納型
麻花鑽還配備了切削元件,同時該工藝產生了光滑的孔壁和平坦的底部。
此外,工作部分可以是以下形式:
- 定心;
- 平坦的;
- 一側用於深鑽孔。

- 柄
所有尾部部分可分為:
- 錐型;
- 圓柱形;
- 3,4,6 刻面;
- 安全數據表。
在木質材料上鑽孔的特殊之處在於選擇結構比木材更硬的鑽頭就足夠了。一種普通的高強度鋼是合適的,大多數鑽頭都是用這種鋼製成的。
模板元素
在這種消耗性元件的幫助下,在一次操作中鑽出一個穿過板的內外表皮的孔。這是由於長度超過了通常的平均尺寸。
混凝土鑽孔
對於這樣的工作,使用芯鑽、螺絲鑽和麻花鑽。
環形元素
在塑料中鑽孔時需要該類型。您還可以使用螺旋類的元素。
金剛石工具
筆式金剛石元件用於在玻璃和瓷磚上鑽孔。對於更大規模的工作 - 在鋼筋混凝土中鑽孔以進行佈線,有一種特殊的工具和金剛石牙冠。

正確選擇的標準
對於範圍廣泛的提案的初步定位,確定即將開展的工作範圍很重要。對於家庭或鄉村使用,帶有用於木材、金屬和其他材料的元件塊的通用套件更合適。如有必要,您可以為特定工作購買單獨的鑽頭。
接下來,選擇工作部件的類型,這在上面已經詳細描述過。
重要的是要考慮:
- 建造;
- 製造材料;
- 合金;
- 直徑。
根據可用工具,刀柄需要正確的方法。您應該遵循以下原則:
- 在墨盒上;
- 捕獲;
- 鑽頭提取法。
所有設備的成本從 9 盧佈到 18,000 盧布不等。
事情:
- 專業的方法;
- 具體工作;
- 所需的運行時間。

選擇時的錯誤
經常與工具打交道的業餘愛好者或專業人士肯定會面臨一種或另一種設備短缺的問題。購買一套能夠一勞永逸地滿足所有需求的產品是不可能的。額外獲得的片鑽可以稱為模式。一個專門的過程將需要普遍的規定。但是,在軍械庫中擁有幾套和單件設備,您可以應對任何任務。在組建私人工作室時,您不應該爭取購買具有最大單位數量的套裝。此外,為了“有朝一日能派上用場”而購買昂貴的樂器元素被認為是無利可圖的。獲得鑽孔工作經驗、區分工藝特徵的能力以及正確選擇耗材的能力非常重要。
最佳練習評分

金屬最佳工具概述
得偉 DT7926-XJ
這個美國品牌以其創新的實施和高可製造性而聞名。

優點:
- 一套29件不同直徑1÷13毫米;
- 中間值和整體值;
- 全面覆蓋鑽井需求;
- 帶三面體柄;
- 可靠的墨盒安裝;
- Midisafe 的三個部分存儲箱的存在;
- 快速鑽孔;
- 磨刀的長期安全性;
- 適合專業使用;
- 在工作區域上方帶有標記,以便在所需直徑內輕鬆定位。
缺陷:
- 對直徑較細的鑽頭進行強加熱。
電動槍 4932352463
該產品品牌是從一家現已倒閉的德國公司借來的,但對質量和知名度的信任仍然存在。這使得瑞典公司伊萊克斯和一群中國公司 Techtronic Industries 能夠生產流行的設備並在世界各地廣泛銷售。

優點:
- 18 件套;
- 專為使用由混凝土、金屬、木材製成的材料進行操作而設計;
- 預算等級;
- 對連續使用負載的高耐受性;
- 用戶注意到直徑範圍很廣;
- 方便的案例;
- 生產材料——優質鋼材;
- 蘇聯鋼鐵樣品的工作;
- 長期保存銳化;
- 箱子裡有一個額外的隔間。
缺陷:
- 安裝鎖所需的金屬直徑沒有 11/13 毫米;
- 10mm的大鑽角,需要預鑽孔。
代謝 627098000
德國公司 Metabo werk GmbH 的品牌可以追溯到 1924 年,代表著自己生產的高品質電動工具、切割設備、木工設備。

優點:
- 人體工程學;
- 舒適地提取元素;
- 生產中採用磨削,增加了刃口強度;
- 所有所需直徑的可用性;
- 有中間值;
- 鐵殼的可靠性;
- 家庭和鄉村作品的絕佳選擇;
- 運行中沒有邊緣過熱;
- 無跳動的旋轉力。
缺陷:
- 平均鑽孔速度;
- 有一個額外的銳化與可接受的切削刃破損。
Bosch Robust Line2.607.019.925

德國公司 Robert Bosch gmbH、Siemens AG 的品牌裝飾著許多設備,這些設備是按照長期質量的最佳傳統和使用最新技術生產的。
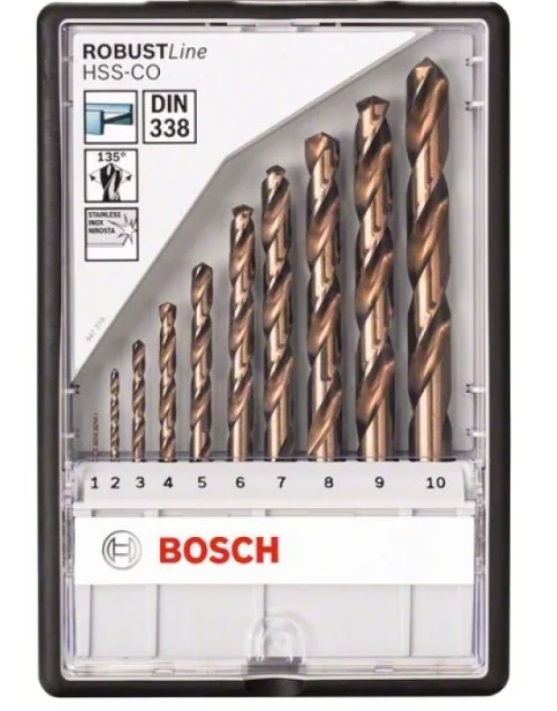
優點:
- 採用鈷合金高速鋼製成;
- 屬於優秀實力類;
- 適用於處理所有類型的金屬;
- 製造商獨家磨刀;
- 使用壽命長;
- 耐磨性好。
缺陷:
- 沒有中間值;
- 僅適用於最大 ø10 mm 的孔;
- 推薦的潤滑劑,不包含在套件中。
歐文鈦 10503991
來自世界著名的美國製造商Irwin Industrial Tools的品牌,專門生產專業工具的工具,其生產是全球公司Newell Rubbermaid的一部分。

優點:
- 塗有氮化鈦;
- 增加耐用性;
- 減少鑽井過程中的摩擦;
- 中間漸變;
- 銳化角度為 135°;
- 方便的 15 件套;
- 可接受的價格;
- 可在線購買;
- 接觸鑽孔。
缺陷:
- 未找到。

木材鑽孔的最佳配件
海勒 TD24646CV
這家德國公司專門生產消耗性工具,在世界範圍內享有盛譽。 160 多年的經驗、能力、廣泛的選擇和無與倫比的質量使該品牌成為鑽井和鑽井領域的領導者。

優點:
- 螺旋式;
- 最小直徑 3 毫米;
- 一套 10 件物品;
- 有一個強有力的案例;
- 特點是快速滲透;
- 非常適合解決家庭問題;
- 方便的排屑。
缺陷:
- 直徑的指定不夠清楚,需要額外強調。
安可 19131
國內電動工具製造商的商標因其價格穩定性和可靠性而受到俄羅斯消費者的認可。

優點:
- 工作中不挨打;
- 工廠磨刀長期保存;
- 良好的價格/質量比;
- 可在網上商店購買;
- 通用的直徑選擇,可滿足各種需求。
缺陷:
- 包裝是一次性的,需要存儲空間。
ZUBR 專家 2948-235-N6

俄羅斯公司 Masternet 的品牌已在市場上廣為人知 20 多年。這些產品被非專業人員和工業生產廣泛使用。
優點:
- 好案例;
- 一套 6 個單元;
- 螺旋式鑽頭;
- 六角柄;
- 為了快速進入,有一個螺旋型定心尖端;
- 由工具鋼製成;
- 預算價格;
- 在主動模式下不跳動;
- 優秀的銳化保留。
缺陷:
- 可能需要額外的直徑。
密爾沃基福斯特納 4932363704
這個美國品牌以其高技術特性、質量保證和實惠的價格而聞名。

優點:
- 帶有圓柱柄;
- 工作部分為50毫米;
- 精準鑽孔,完美加工;
- 有一個中心點。
缺陷:
- 用於專門任務。
D.Bor 840280002D
一個通用品牌,在歐洲和亞洲進行工俱生產。

優點:
- 帶有圓柱形尾巴;
- 在一塊;
- 銳化角度為 118°;
- 可接受的價格;
- 用於可靠排屑的深槽;
- 由特殊鋼製成。
缺陷:
- 沒有檢測到。

最好的金剛石和定心元件
斯塔爾 2986-06 BK6
德國公司 Kraftool GmBH 以生產手持電動工具的 Stayer 品牌享譽全球。
優點:
- 羽毛類型;
- 帶整套;
- 可接受的價格;
- 有在線銷售;
- 提供瓷磚、玻璃的鑽孔工藝;
- 鑽石尖。
缺陷:
- 未找到。
CNIC D 8x20x80x21 P18 8x80 毫米
中國工業部門生產的預算版本以高質量的消耗性工具為代表。 P18 表示製造材料 - 高速鋼和 18% 的鎢。

優點:
- 作為一件呈現;
- 直徑為 8 毫米;
- 雙面型;
- 工作精度高;
- 耐磨性;
- 定心班。
缺陷:
- 失踪。

| 最佳演習概述 | ||||||
|---|---|---|---|---|---|---|
| 1. | 金屬的最佳工具 | |||||
| 模型 | 柄,形狀 | 包裝,件數 | 尺寸,毫米 | 打標 | 附加信息 | |
| 德沃 DT7926-XJ | 圓柱 | 29 | 1÷13 | 高速鋼 | 3 個刀柄邊緣 | |
| 電動槍 4932352463 | −”− | 18 | 3÷10 | 高速鋼 | - | |
| 歐文鈦 | −”− | 15 | 1,5÷10 | HSS-G錫 | 右旋轉 | |
| 代謝 627098000 | −”− | 25 | 1÷13 | 高速鋼 | 右切割 | |
| 博世魯棒生產線 | −”− | 10 | 1x12÷10x87 | 高速鋼公司 | 銳化角度為 135° | |
| 2. | 木材鑽孔的最佳配件 | |||||
| 海勒 TD24646 | 圓柱 | 10 | 3÷12 | - | 帶排屑 | |
| D.Bor 840280002D | −”− | 1 | 28*100*400 | - | 銳化角度為 118° | |
| 密爾沃基福斯特納 4932363704 | −”− | 1 | 12*50*90 | - | 帶 8 圓柄 | |
| 安可 19131 | −”− | 5 | 4÷10 | 高速鋼 | - | |
| ZUBR 專家 | 六邊形 | 6 | 6*160*235÷18*160*235 | 工具鋼 | 快速進入 | |
| 3. | 最好的金剛石和中心鑽 | |||||
| 斯塔爾 2986-06 BK6 | 圓柱 | 1 | 6*65 | 鑽石 | 與冷卻液一起使用 | |
| CNIC D 8x20x80x21 | - | 1 | 8*25*80 | P18 | 支架 ø20 毫米 | |
結論
有廣泛的配件用於在各種材料中鑽孔和鑽孔。切削元件在類型、設計、工作部件、刀柄、價格、製造商和許多其他參數上有所不同。市場提供俄羅斯和外國生產的鑽頭。對於正確的選擇,重要的是擁有處理此類工具的經驗,遵守最佳標準並從手頭的任務開始。
新條目
2022 年最佳熱沙拉吧評級
瀏覽量:22
2022 年最佳冷凍溶脂設備評級
瀏覽量:22
2022年俄羅斯最佳洗髮水評級
觀看次數:36
2022 年莫斯科最佳美容師評級
瀏覽量:19
2022年最佳防護鞋套排名
瀏覽量:84
類別

2022 年最高 50cc 的最佳和最便宜的滑板車排名
瀏覽量:131649

2022年公寓最佳隔音材料評級
瀏覽量:127688

2022 年流感和感冒昂貴藥物的廉價類似物評級
瀏覽量:124517

2022 年最佳男士運動鞋
瀏覽量:124030

2022 年最佳複合維生素
瀏覽量:121937

智能手機 Oppo A9 (2020) - 優點和缺點
瀏覽量:5408

2022 年最佳濾鍋和篩子的評級
瀏覽量:5355

奧林巴斯 OM-D E-M10 Mark III 數碼相機評測
瀏覽量:1086

2022 年挖掘機和裝載機最佳篩分鏟斗評級
瀏覽量:734

如何在 YouTube 上賺錢? 2022年最佳方式排名
瀏覽次數:1883
有用

2022年最佳真空封口機排名
瀏覽次數:1935

2022 年最佳電爐的評級
瀏覽量:2339

2022 年最可靠的手扶式拖拉機評級
瀏覽量:17595

2022 年最佳抗病毒藥物
瀏覽量:33333

2022 年排名前 15 的懸浮滑板。物超所值
瀏覽量:29338
熱門文章
-
2022 年最高 50cc 的最佳和最便宜的滑板車排名
瀏覽量:131649 -
2022年公寓最佳隔音材料評級
瀏覽量:127688 -
2022 年流感和感冒昂貴藥物的廉價類似物評級
瀏覽量:124517 -
2022 年最佳男士運動鞋
瀏覽量:124030 -
2022 年最佳複合維生素
瀏覽量:121937 -

2022年最佳智能手錶最高排名-性價比
瀏覽量:114978 -

最好的白髮塗料 - 2022 年最高評價
瀏覽量:113393 -

2022年室內工作最佳木器漆排名
瀏覽量:110318 -

2022 年最佳旋轉捲軸的評級
瀏覽量:105327 -

2022 年男性最佳性玩偶排名
瀏覽量:104363 -

2022年中國最佳運動相機排行榜
瀏覽量:102214 -

2022年成人和兒童最有效的鈣製劑
瀏覽次數:102010