2022年焊絲最佳品牌排行榜

焊絲用於金屬的可靠連接。在我們的評論中,您將找到流行型號和品牌的描述以及如何選擇合適產品的建議。我們將建議最好的製造商,解釋:“它是什麼 - 焊絲”,最佳選擇的功能和品種,我們將確定它們的成本。
內容
焊絲的種類、分類
各種類型的材料用作焊接混合物。它們是鋁、黃銅、鋼、不銹鋼、金屬合金。產品可鍍銅(鍍銅線)。所有“消耗品”都必須有證書,按照 GOST 2246 製造。MIG 焊接中使用了幾種類型的產品:
- 最常使用固體部分(固態),部分原因是它們的成本較低。一種或另一種類型的選擇標準取決於基底金屬及其厚度。薄的低碳鋼不產生熔渣,帘線冷卻迅速。
- 包芯線的行為類似於傳統電極。它由一個金屬外殼、一個充滿顆粒狀粉末(焊劑)的中空內部空間組成。在維修或施工期間,這種混合物會將合金元素引入焊縫。它們會留下熔渣,因此冷卻速度很慢,這在處理厚材料時是一個優勢。
- 活化模型在成分上與粉末模型相似,但顆粒添加劑較少(佔總質量的 5-7%),用於在 CO2 及其混合物中進行焊接。
產品以不同直徑 0.8 / 1.0 / 1.2 / 1.6 毫米的桶出售。根據焊工的說法,最好購買鍍銅線,它可以防止氧化,促進焊機噴嘴與待焊接表面之間的電接觸,減少摩擦。

每種類型都有很多分類,取決於其成分、使用的保護氣體和應用領域。讓我們仔細看看這些信息。首先,我們將研究國際標準,然後是國內品牌:
1. 實心帘線的成分應與母材相似,混合物中含有不同量的脫氧劑,具體取決於應用和保護氣體。
最常見的添加劑是矽,它含有少量的各種金屬,可提高焊接設備的機械性能、耐腐蝕性。這些電線氧化得更好,通常更適合二氧化碳工作,因為防止了孔隙率。
碳鋼絲在美國協會 (AWS) 中列出,名稱為“ER 70 S - x”(英制單位),其中:“E”——電極; “R”——填充物; 70 是以千磅每平方英寸 (psi) 表示的最小抗拉強度; “S”——硬度; “x”是代表電極化學成分信息的數字(“2”、“3”、“4”、“6”或“7”),它對應於不同數量的碳、錳和矽除了固定質量的磷、硫、鎳、鉻、鉬、銅等元素。按照最後一位數字考慮產品的屬性:
- ER70S-2 即使在氧化鋼上也能在 C-25 氣體(75% 氬氣 + 25% CO2)中提供良好的焊接。在整個系列中,這是唯一一個含有鈦、鋯和鋁的品牌。它的主要缺點是缺乏流動性,不願意移動到一邊,不能很好地粘附重物。
- ER70S-3 是最常見和最廉價的 MIG 型號之一,它的粘性較低。該產品成功應用於汽車、農業和家用電器。
- ER70S-4成本平均,適用於幾乎所有類型的鋼材焊接。 ER70S-4流動性好,電弧性能優於E70S-3,但飛濺較多,適用於結構鋼、船舶、管道和鍋爐。
- ER70S-6、ER70S-7具有最好的功能和最高的成本,它們含有大量的矽、錳作為脫氧劑。使用任何等級的鋼材,從細碳到厚度為 1/2 英寸的板材。所有常用的氣體混合物都適用,流動性好。產品用於生產汽車車身、家具、滅火器、壓力容器和管道。
這些帘線可用於不銹鋼焊接。然而,為了更好的耐腐蝕性,應注意不銹鋼絲,最常見的選擇之一是“304”、“ER308”,在“ER308L”和“ER308LS”類型中矽含量增加。這些電線的應用:化學和食品設備、腐蝕性化學品罐、泵、熱交換器。
有色金屬產品用於處理鋁。有很多這樣的電線,包括:
- ER-1100、ER-4043 與氬氣、氦氣、其他工業氣體混合物一起使用,非常適合處理厚板和鑄件。使用這種類型的主要行業是食品、乳製品和製冷。
- ER-5356 含有 5% 的鎂,這種線材適用於大多數情況。其高抗拉強度使其適用於滾動油箱的製造和維修。
不可能提供普遍的建議:“哪種產品更好買?”模型的受歡迎程度取決於具體的工作情況。
2.藥芯焊條(“FCAW”焊接)是碳鋼、低合金鋼、不銹鋼和鑄鐵。它們根據焊縫金屬的機械性能進行分類。
基於英國測量系統的標記如下所示:“E 7 1 T - 1 C / M”,其中:E 是電極; 7 是焊縫金屬的最小抗拉強度,以千磅/平方英寸表示; 1 - 焊接位置(有時為“0”或“1”)。 "0" - 水平和水平位置; “1”表示所有位置; T - 管狀(1 表示電極在極性和一般性能方面的正確使用,從“1”到“14”或從“G”到“GS”不等。
“G”表示極性和整體性能未指定。 “G”後面的字母“S”表示該繩子只適合一次通過); C / M - 需要保護氣體。 “C” - 100% CO2,“M” - 氬氣和 CO2 的混合物。如果沒有字母,則藥芯焊絲用於無氣焊接。
MIG Cored Cord Cord 的優點是飛濺損失低、易於除渣以及抗衝擊、極端溫度和抗裂性高。這些電線用於重工業、採礦和造船。
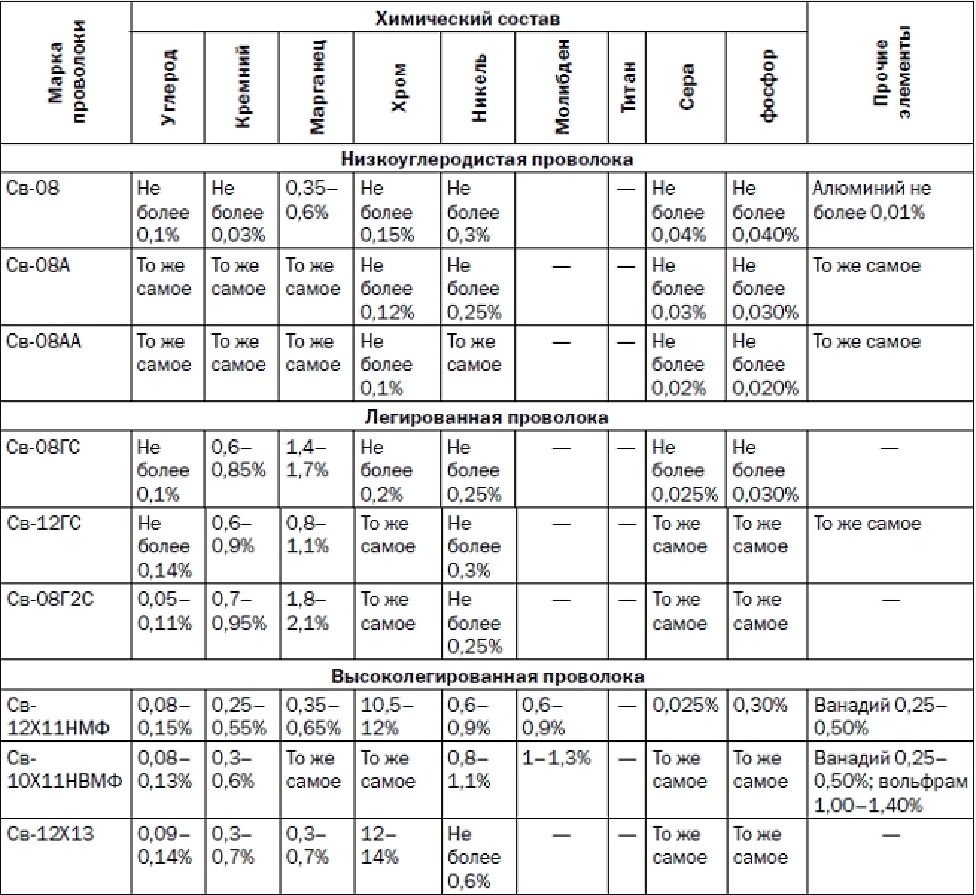
下面我們根據GOST提供一個比較表,國產品牌:
2022年焊絲質量等級評定
我們的列表基於真實評論,它考慮了熟悉產品特性的買家的意見。
實體截面
精銳 0606.010000

第五名是鍍銅型號“Elitech 0606.010000”,用於帶有保護氣體的半自動焊接機 (“MIG-MAG”)。帘線由堅固的優質鋼材製成,具有出色的性能。線徑 - 0.8 毫米,重量 1 公斤。
保護銅層保護產品不被氧化,提高電流的傳導性,減少吸頭的消耗。 “Elitech 0606.010000”纏繞在塑料線軸上,提高了焊機的性能。
技術指標:
| 選項 | 特徵 |
|---|---|
| 直徑 | 0.8mm |
| 材料 | 鋼 |
| 塗層類型 | 鍍銅 |
| 電線類型 | 實體截面 |
| 焊接氣氛 | 二氧化碳、惰性氣體 |
| 包裹 | 閥芯 |
| 重量 | 1 公斤 |
| 出生國家 | 中國 |
| 品牌的故鄉 | 俄羅斯 |
優點:
- 不沸騰;
- 好“放下”;
- 符合人體工程學的包裝。
缺陷:
- 沒有檢測到。
埃爾卡夫 ER5356

第 4 名 - 在鋁繩“ELKRAFT ER5356”處,其直徑為 0.8 毫米,重量 - 2 公斤,產品放置在捲軸(20 厘米)上。該焊絲用於半自動焊接鋁鎂合金、含有 > 3%“Mg”的金屬結構:AlMg3、AlMg4、AlMg5、AlMg6 以及類似的混合物。焊接使用直流電(DC plus),保護氣體 - 氬氣。
技術指標:
| 選項 | 特徵 |
|---|---|
| 直徑 | 0.8mm |
| 材料 | 鋁 |
| 電線類型 | 實體截面 |
| 焊接氣氛 | 惰性氣體 |
| 適用於焊接 | 鋁 |
| 屈服強度 | 120 |
| 相對擴展 | 26 |
| 抗拉強度 | 265 |
| 包裹 | 閥芯 |
| 重量 | 2 公斤 |
優點:
- 均勻接縫;
- 價格質量。
缺陷:
- 沒有檢測到。
單體 20312

青銅 - 用於鍍銅線“MONOLITH 20312”,直徑為 1.2 mm,重 5 kg。該模型用於“MIG-MAG”焊接。
技術指標:
| 選項 | 特徵 |
|---|---|
| 直徑 | 0.8 毫米 |
| 材料 | 鍍銅 |
| 電線類型 | 實體截面 |
| 焊接氣氛 | 二氧化碳、惰性氣體 |
| 適用於焊接 | 碳素鋼 |
| 包裹 | 閥芯 |
| 重量 | 4公斤 |
優點:
- 在操作過程中,等離子真空弧噴嘴對焊接表面提供了極好的清潔效果;
- 在線捲繞顯著增加了昂貴的半自動 MIG 設備的使用壽命;
- “MONOLITH 20312”具有穩定的電弧燃燒,在產品的大多數操作模式下都能保持這種狀態。
缺陷:
- 沒有檢測到。
伊薩SV-08g2s
 第二名是伊薩 SV-08g2s,用於加工屈服量超過 400 MPa 的低碳和低合金鋼,二氧化碳及其混合物用作保護。
第二名是伊薩 SV-08g2s,用於加工屈服量超過 400 MPa 的低碳和低合金鋼,二氧化碳及其混合物用作保護。
製造技術“Esab SV-08g2s”提供了電源線的均勻供應,並且在操作過程中會產生少量飛濺。該產品對化學成分中的雜質含量有嚴格的限制,保證了焊縫金屬(-60°C時的KCU)優異的機械和衝擊參數。即使在長時間操作期間違反“層間”溫度水平的情況下,完成的接縫的特徵在於增加了對碎屑形成的抵抗力。 “伊薩SV-08g2s”用於以下行業:
- 活力;
- 汽車製造;
- 重型工程;
- 造船廠;
- 特殊裝備;
- 橋樑,建築結構。
技術指標:
| 選項 | 特徵 |
|---|---|
| 直徑 | 0.8 毫米 |
| 材料 | 金屬合金 |
| 塗層類型 | 鍍銅 |
| 電線類型 | 實體截面 |
| 焊接氣氛 | 二氧化碳、惰性氣體 |
| 適用於焊接 | 低碳鋼 |
| 屈服強度 | C1 (100% CO2) - 分鐘。 390 兆帕,M21 (80%Ar+ 20%CO2) - 最小。 400兆帕 |
| 相對擴展 | C1 (100% CO2) - 分鐘。 20%,M21 (80%Ar+ 20%CO2) - 最低。 22% |
| 抗拉強度 | C1 (100% CO2) - 分鐘。 490 兆帕,M21 (80%Ar+ 20%CO2) - 最小。 510兆帕 |
| 根據 GOST 標記 | 2246-70:SV-08G2S-O |
| EN ISO 等級 | EN ISO 14341:EN ISO 14341-B-G S18、EN ISO 14341:EN ISO 14341-B-G 49A 2 C1 S18、EN ISO 14341-B-G 49A 2 M21 S18 |
| 包裹 | 閥芯 |
| 重量 | 5公斤 |
| 合金類型 | 錳碳鋼 |
優點:
- 多道焊條件下的高質量焊縫;
- 可接受的價格。
缺陷:
- 沒有檢測到。
ER-70S-6 布里瑪 0011991

獲勝者是“Brima 0011991”,用於半自動和自動焊接“MIG / MAG”,該線成功地與碳、低合金金屬一起使用,使用保護氣體混合物。該模型的優點之一是金屬飛濺小,高質量的直縫,提高工作效率的能力。
機械性能:
- 屈服極限 - 420 Mpa;
- 抗拉強度 - 530 MPa;
- 比較伸長率 - 27%;
- 衝擊硬度 - 90 J/cm2。
技術指標:
| 選項 | 特徵 |
|---|---|
| 重量 | 5公斤 |
| 類似物 | ER-70S-6; CB-08G2S; SG2 |
| 材料 | 金屬合金鍍銅 |
| AWS 品牌 | ER70S-6 |
| IN ISO 品牌 | SG2 |
| 根據 GOST 標記 | SV-08G2S |
| 直徑 | 0.8 毫米 |
| 項目單位 | 事物 |
| 包裝貨物重量,公斤 | 5.03 |
| 包裝貨物尺寸,mm | 50x50x1000 |
| 品牌之家 | 德國 |
| 電線類型 | 實體截面 |
| 焊縫 | 碳鋼、低合金鋼 |
| 氣氛 | 二氧化碳、惰性氣體 |
| 包裹 | 巴賓 |
優點:
- 操作過程中飛濺小;
- 價格質量。
缺陷:
- 沒有檢測到。
粉末
精銳 0606.016000
第 5 名 - 在粉末線“Elitech 0606.016000”上,該型號由半自動焊接機“MIG / MAG”使用,無需使用氣體。該品牌的發源地是俄羅斯聯邦。
技術指標:
| 選項 | 特徵 |
|---|---|
| 直徑 | 0.8 毫米 |
| 材料 | 金屬合金 |
| 電線類型 | 粉末 |
| 焊接氣氛 | 湮 |
| 包裹 | 閥芯 |
| 重量 | 1 公斤 |
優點:
- 無氣使用;
- 價格相對較低。
缺陷:
- 沒有檢測到。
雪松米格 E71T-GS

第四名是 MIG E71T-GS 粉末焊絲,該焊絲能夠通過搭接接頭一次“通過”焊接材料,同時可以全方位工作。該產品成功應用於造船業、各種金屬結構的製造、旋轉部件的加工以及在保護氣體環境中難以使用半自動焊接設備的其他領域。該設備必須在直流電 (DC) 上運行,極性為正,捲軸上的電源線繞組為直列式。
技術指標:
| 選項 | 特徵 |
|---|---|
| 直徑 | 0.8 毫米 |
| 材料 | 金屬合金 |
| 電線類型 | 粉末 |
| 焊接氣氛 | 湮 |
| 屈服強度 | 400兆帕 |
| 相對擴展 | 0.22 |
| 抗拉強度 | 480兆帕 |
| AWS 品牌 | E71T-GS |
| 包裹 | 閥芯 |
| 重量 | 1 公斤 |
優點:
- 價格質量。
缺陷:
- 沒有檢測到。
內盾 NR-232

青銅 - 用於無氣體操作的藥芯焊絲。型號“Innershield NR-232”,與碳金屬一起使用,而噴嘴可以固定在所有空間位置。
“Innershield NR-232”的特點包括:在錯位工作中提高焊接速度和焊接深度;相對快速的零件設置;容易去除污泥。批次質量檢驗符合 AWS D1.8。 “Innershield NR-232”的使用範圍:
- 建築業,包括符合抗震安全要求的金屬結構;
- 一般建築板材
- 造船零件、配件的生產;
- 重型工程,各種容器,掩體,支撐,橋樑元素。
技術指標:
| 選項 | 特徵 |
|---|---|
| 分類和批准 | AWS A5.20/A5.20M EN ISO 17632-A : E71T-8 : T 42 2 Y N 2 H10 |
| 屈服強度 σt, N/mm² | 490 |
| 抗拉強度σv, N/mm² | 590 |
| 伸長率δ,% | 26 |
| 衝擊強度 KCV, J/cm² | 65 在 -20°C 35 在 -29°C |
| 覆蓋層的化學成分。金屬 | C, % 0.18 Mn, % 0.65 Si, % 0.27 Al, % 0.55 P, % 0.006 S, % 0.004 |
| 直徑 | 1.7毫米 |
| 重量 | 4*6.1kg |
優點:
- 強力接縫;
- 簡單的污泥去除。
缺陷:
- 沒有檢測到。
菲拉克 PZ 6113

第二位是通用多位置金紅石粉末線,它在沒有保護氣體的情況下工作,在氬氣混合物“M21”、二氧化碳“C1”中工作,沒有雜質。設備必須配置為直流反極性。
“Filarc PZ 6113”焊接碳、低合金金屬結構、船舶元件。焊絲具有出色的技術參數,形成均勻的沉積焊縫,具有易於分離的渣殼,而幾乎完全沒有飛濺。需要注意的是,通過單面焊接形成背珠時,需要使用帶有梯形凹槽的陶瓷墊。接縫必須向後傾斜,將熔渣擠入熔池的背面。
技術指標:
| 選項 | 特徵 |
|---|---|
| 線徑 | 1.2 毫米 |
| 磁帶上的電線 | 16 公斤 |
| 保護氣體 C1 | 100% 二氧化碳 |
| 分類 | 根據AWS A5.36 E71T1-C1AO-CS2-H4、E71T1-M21A0-CS-H8;根據 ISO 17632-A T 42 2 P C 1 H5, T 46 2 P M 1 H10 |
| 化學成分 | C – 碳 0.06% Mn – 錳 1.20 % Si – 矽 0.45 % S – 硫最大 0.030 % P – 磷最大 0.030 % |
| 屈服強度 σt | ≥420 N/cm² |
| 抗拉強度σv | ≥510 N/cm² |
| 伸長率δ | 22 % |
| 衝擊強度 | KCV -20°C ≥68 |
優點:
- 沒有飛濺;
- 多崗位工作。
缺陷:
- 沒有檢測到。
韋斯特 FW 12300

WESTER FW 12300 粉末(焊劑)產品勝出,線材纏繞在直徑為 20 厘米的線軸上。WESTER FW 用於在各種空間位置工作,焊接低碳和低合金金屬,有屏蔽和無屏蔽氣體。該型號以防潮真空包裝供應市場。該產品符合 AWS HTE71T-1 法規。
技術指標:
| 選項 | 特徵 |
|---|---|
| 直徑 | 1.2 毫米 |
| 材料 | 金屬合金 |
| 電線類型 | 粉末 |
| 釀造 | 低碳、低合金鋼 |
| AWS 品牌 | HTE71T-1 |
| 包裹 | 閥芯 |
| 重量 | 3 公斤 |
| 焊接 | 無保護氣體 |
優點:
-
- 價格質量;
- 均勻接縫;
- 輕型軟管。
缺陷:
- 沒有檢測到。
我們希望我們的文章能幫助您了解各種品牌的焊絲。成功的工作!
新條目
2022 年最佳熱沙拉吧評級
瀏覽量:23
2022 年最佳冷凍溶脂設備評級
瀏覽量:23
2022年俄羅斯最佳洗髮水評級
瀏覽量:37
2022 年莫斯科最佳美容師評級
觀看次數:20
2022年最佳防護鞋套排名
瀏覽量:85
類別

2022 年最高 50cc 的最佳和最便宜的滑板車排名
瀏覽量:131650

2022年公寓最佳隔音材料評級
瀏覽量:127689

2022 年流感和感冒昂貴藥物的廉價類似物評級
瀏覽量:124518

2022 年最佳男士運動鞋
瀏覽量:124031

2022 年最佳複合維生素
瀏覽量:121938

智能手機摩托羅拉 Moto Z4 Force - 優點和缺點
瀏覽量:1639


2022 年最佳膨脹機、火炬和擴管工具的評級
瀏覽量:3633

2022年最好的保暖藥膏
瀏覽量:7447

2022 年最佳在線筆記本電腦商店排名
瀏覽量:5686
有用

2022年最佳真空封口機排名
瀏覽次數:1935

2022 年最佳電爐的評級
瀏覽量:2340

2022 年最可靠的手扶式拖拉機評級
瀏覽量:17596

2022 年最佳抗病毒藥物
瀏覽量:33333

2022 年排名前 15 的懸浮滑板。物超所值
瀏覽量:29338
熱門文章
-
2022 年最高 50cc 的最佳和最便宜的滑板車排名
瀏覽量:131650 -
2022年公寓最佳隔音材料評級
瀏覽量:127689 -
2022 年流感和感冒昂貴藥物的廉價類似物評級
瀏覽量:124518 -
2022 年最佳男士運動鞋
瀏覽量:124031 -
2022 年最佳複合維生素
瀏覽量:121938 -

2022年最佳智能手錶最高排名-性價比
瀏覽量:114979 -

最好的白髮塗料 - 2022 年最高評價
瀏覽量:113394 -

2022年室內工作最佳木器漆排名
瀏覽量:110318 -

2022 年最佳旋轉捲軸的評級
瀏覽量:105328 -

2022 年男性最佳性玩偶排名
瀏覽量:104365 -

2022年中國最佳運動相機排行榜
瀏覽量:102215 -

2022年成人和兒童最有效的鈣製劑
瀏覽次數:102011