2022 için en iyi kaynak traktörleri ve arabalarının değerlendirmesi

Bir kaynak arabası (veya bir kaynak traktörü), kaynak işlemi sırasında kaynak torçunu (veya birkaçını) gerekli yörünge boyunca sürekli ve doğru bir şekilde hareket ettirmek için kullanılan özel bir kendinden tahrikli ekipman türüdür. Bu mekanizmanın küçük boyutu, en erişilemeyen konumlarda kullanılmasına izin verir. Bu tür mekanize cihaz, insan hatası faktörünü ortadan kaldırırken ve yapılan işin yüksek derecede kalitesini korurken, artan uzunlukta dikişleri kaynaklayabilir.

İçerik
Temel tasarım detayları
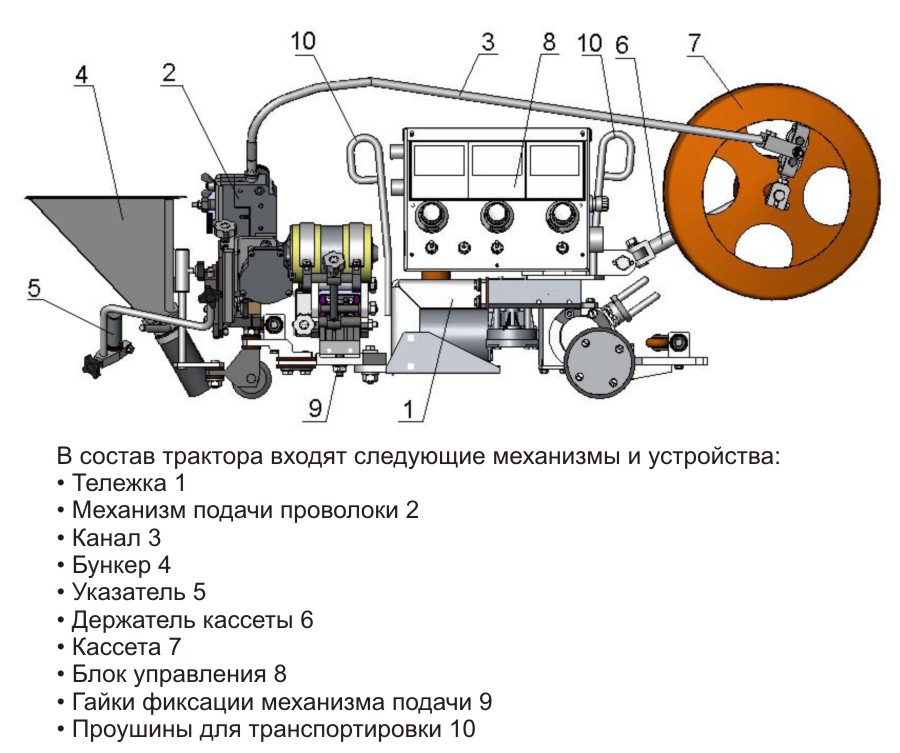
Kaynak arabası sayesinde elektrik ark kaynağı yapılır. Herhangi bir otomatik makine gibi, belirli bir programa göre çalışır, hareket ettiği özel tekerleklere sahiptir. Bu aparatın ana özelliği, kendi kendine hareket kabiliyeti olarak adlandırılabilir - hareket, raylar boyunca (dikiş ekseni boyunca döşenmiş) bağımsız olarak gerçekleştirilir veya hareket vektörü bir kişi tarafından belirlenir. Arabalar oldukça kompakttır ve hareket raylarının hafif olması ve cihazla birlikte taşınabilmesi nedeniyle bitişik odalar arasında taşınması çok kolaydır. Ana çalışma elemanı, içinden sıvılaştırılmış gazın sağlandığı kaynak kafasıdır. Sarf malzemesi teli ve koruyucu akı da büyük bir rol oynar. Genel olarak, cihazın tasarımı, üzerinde traktörün ve ek mekanizmaların bulunduğu kontrol panelli bir araba gibidir. Detayların çoğu ya mekanizmanın içine yerleştirilebilir ya da tasarımından çıkarılabilir. Kendi başlarına, açıklanan cihazlar en çok endüstriyel işletmelerde ve orta seviye atölyelerde kullanılır. Hem ayrı olarak hem de büyük bir konveyörün parçası olarak kullanılabilirler.Olası işlevsellik miktarı, arabanın fiyatını doğrudan etkileyecektir (örneğin, daha pahalı modeller, uygulanan dikişin geometrisinin doğruluğunu otomatik olarak kontrol etme yeteneğine sahiptir veya verilen koruyucu akı miktarını bağımsız olarak düzenleyebilir).
Mevcut sınıflandırma
Bugüne kadar, belirli kriterlere göre gruplandırılabilen çeşitli ekipman türleri geliştirilmiştir. Kaynak arabasına / traktöre takılan motor sayısı hakkında konuşursak, bunlar ayrılabilir:
- Tek motor - tüm hareketler tek bir motor kullanılarak gerçekleştirilir (daha basit teknik özelliklere sahiptirler, ancak hafiftirler);
- Çift motorlu - arabanın hareketi, farklı eksenler boyunca iki motor tarafından kontrol edilir (böyle bir cihaz daha büyüktür, ancak daha yüksek bir güvenilirliğe sahiptir ve parametreleri daha hassas bir seviyede ayarlanabilir).
Kullanılan koruma yöntemlerine göre sınıflandırma aşağıdaki tiplere göre gerçekleşebilir:
- "Açık ark kaynağı" - bu yöntemle hiçbir koruma kullanılmaz, bu nedenle dikiş çeşitli olumsuz etkilere maruz kalabilir, ancak üretim sürecinin kendisi daha ucuz hale gelir;
- "Gaz koruması ile" - bu yöntemle, aktif / inert gazlardan koruyucu bir ortam yaratılarak, dikişe oksijen girmesine izin verilmez ve diğer olumsuz etkilere maruz kalmaz;
- "Sualtı ark" - bu yöntemde, kaynak yapılan metal üzerindeki dikişin kalitesini artıran ve aynı zamanda üretimi olumsuz etkilerden koruyan ek bir akı kullanılır;
- “Tüketilmeyen elektrot kullanımı” - kaynak işleminde dolgu malzemesi kullanılmaz.
Eşzamanlı olarak desteklenen kaynak arkları yöntemine göre sınıflandırma:
- Tek ark - çoğu geleneksel işlem için uyarlanmış bir ark açar, en basit yöntemdir ve tek motorlu arabalarda kullanılır;
- İki ark - paralel olarak bir çift ark yapabilirken, kaynak aynı anda gerçekleşir, bu da örneğin seri üretimde çoğu karmaşık işlemi önemli ölçüde hızlandırır;
- Üç ark - aynı anda üç ark uygulayabilir ve yüksek karmaşıklıktaki profesyonel kaynak işleri için tasarlanmıştır (yalnızca iki motorlu sistemlerde kullanılabilir).
Tüm pozisyonlar için PU'lu kaynak traktörü
Bu traktör tipi, işlenmiş yapıya manyetik kelepçelerle sabitlenmiş esnek çelik/alüminyum raylar üzerinde çalışır. Rayın esnekliği, kaynaklı nesnenin hatlarını tekrarlamanıza izin verirken, dikiş kesinlikle belirtilen desene göre uygulanacaktır. Bu otomasyon yöntemi, sürekli ve uzun dikişler oluşturmada son derece verimlidir. Ayrıca, bu tip traktörün en önemli özelliklerinden biri, alınan yükten bağımsız olarak (45 kilogram içinde) taşıma hızının korunduğu yenilikçi kontrol işlevidir. Bu gerçek, traktörün çalışma sırasında kaynak teli besleyicilerini ve ayrıca cihazın çalışması için gerekli kabloları yukarı çekebileceği anlamına gelir.
Otomatik sürecin esnekliğini artırmak için çeşitli program şablonları geliştirilmiştir.Basit işlemler zincirinde kaynak dikişlerinin yürütülmesi için programa göre çalışan traktörler vardır (“Anında başlat”, “Durdur”, “Kaynak arkının başlangıcı”, “Kaynak”, “Durdur”, “Tekrar” ). Sonuç olarak, algoritma şablonlarını kullanmanın amacı, klasik manuel kaynağa kıyasla üretim sürecini önemli ölçüde hızlandıran kaynağın hızını ve doğruluğunu artırmaktır. Bu nedenle, PU (yazılım kontrolü), aynı tür süreçleri otomatikleştirmenin gerekli olduğu büyük ölçekli projelerin uygulanması için ideal bir seçenektir.
Kaynak traktörleri kullanmanın ayrıntılı fonksiyonel avantajları
Koruyucu gazlarda yarı otomatik kaynak için kendinden tahrikli kaynak traktörlerinin kullanımı, karmaşık üretim süreçlerinin tam otomasyonu alanında önemli bir rol oynamaktadır. Konvansiyonel manuel kaynağa kıyasla işin koşullarını, hızını ve doğruluğunu niteliksel olarak değiştirirler ve hemen avantajları arasında:
- Standart kaynak ekipmanının uygulanması - kaynak traktörleri endüstrisinde sürekli kullanım durumunda, artık özel cihazlar için başka bir seçenek satın almaya gerek yoktur - çoğu traktör geleneksel yarı otomatik kaynak makineleri ve çok çeşitli kaynak makineleri ile kolayca uyumludur. kaynak meşaleleri.
- Operatörlerin ek eğitimi için finansal maliyetlere gerek yoktur - kaynak arabasının çalışması sezgiseldir ve yarı otomatik makinelerin çalışmasına aşina olan herhangi bir kaynakçı tarafından kullanılabilir. Tek şey, hala ilk brifingden geçmeniz gerektiğidir, ancak bu en fazla 2 gün sürebilir.Ek olarak, manuel işlemle ilgili olarak bile daha düşük niteliklere sahip uzmanlara bile taşıma kaynağının emanet edilmesine izin verilir. Bunun nedeni, ana kaynak parametrelerinin (tel besleme hızı, voltaj ve akım) daha deneyimli uzmanlar tarafından doğrudan kontrol panelinde ve kaynak kontrol hızının (taşıma hızı) ve kaynak torçunun eğiminin önceden ayarlanmasıdır. işlenecek yüzeyle ilgili olarak da mevcut operatörün kontrolü dışındadır ve önceden belirlenir. Bu nedenle, operatörün yalnızca kızağı kaynak yapılacak nesne üzerinde uygun konuma getirmesi, gerekli kaynak modunu seçmesi ve "Başlat" düğmesine basması yeterlidir. Bundan sonra, sadece tüm prosedürü görsel olarak kontrol etmek kalır.
- Genel kalitenin iyileştirilmesi - bir traktör kullanarak kaynak yaparken, torcun açısından (hem eklemler boyunca hem de eklemler boyunca) ark boyutunu belirleyen kaynak torcu nozülünün çıkışına kadar olan mesafe kalıcı olacak ve kaynak tarafından kontrol edilecektir. tutucuya takılı torç. Eklem boyunca tüm yay mesafesi için hız değişmeden kalacaktır. Arkın hareket yörüngesi de kontrole tabidir. Bütün bunlar kontrollü penetrasyona, ince bir şekilde pul pul ve düzgün bir kaynak yapısının oluşturulmasına, alttan kesiklerin önlenmesine, uygulanan kaynağın geometrik kalitesinde bir artışa ve biriken boncukun ana metaline düzgün bir akış yaratılmasına katkıda bulunur. Brülörün salınımlı bloğu kullanıldığında, birçok geçişle dikişlerin kaplama ve dolgu boncuklarının kaynak kalitesi iyileştirilir.Kaynak bağlantısı düzgün bir şekilde monte edilmemiş olsa bile, çoğu arabanın kaynak torçunun yolunu düzeltirken bağlantı hattını takip edebilen durdurma silindirlerine sahip olması sayesinde iyi bir çalışma kalitesi elde edilebilir.
- Kaynak işleminin yoğunluğunu artırmak - herhangi bir işlemin herhangi bir otomasyonunun, emeğin yoğunluğunu artırmayı mümkün kılması doğaldır. Taşıma kaynağı konusuna gelince, istatistiklere göre, işçilik yoğunluğu toplam çalışma süresinin %40-45'i kadar artacak, bu da manuel kaynağa kıyasla vardiya başına yaklaşık üç veya üç buçuk saat tasarruf anlamına geliyor. Pahalı ve çok fonksiyonlu kaynak traktörlerinin kullanıldığı durumlarda, bu rakam vardiya başına beş veya altı saatlik çalışma süresi tasarrufuna yaklaşabilmektedir. Basit bir örnek olarak, şu durum verilebilir: belirli bir miktar azim ile deneyimli bir kaynakçı bile, pozisyonunu değiştirmeden nadiren bir metreden daha uzun bir dikiş yapabilir. Her durumda, ya yapılan dikiş boyunca hareket etmesi ya da iş parçasının konumunu değiştirmesi gerekecektir. Doğal olarak, bu işlemleri gerçekleştiren kaynakçı arkı söndürmek zorunda kalır. Çalışmaya devam ederken ve dikişin 15-25 milimetre üst üste binmesinin zorunlu kaynağından önce, önce dikişin ucunu filmlerden ve sıçramalardan temizlemesi gerekir. Öte yandan, kaynak traktörü kesintisiz hareket eder, aynı anda herhangi bir uzunluk boyunca bir dikiş kaynağı yapar, bu nedenle operasyonları keserken konumunu (bir kaynakçı gibi) değiştirmesi gerekmez. Böylece kaynak işinin periyodik olarak kesintiye uğraması söz konusu olmaz.Ek olarak, kaynakçının periyodik dinlenme ihtiyacının olmaması da önemli bir rol oynayacaktır, çünkü kaynak hızının ilerlemesini kalıcı olarak kontrol etmek ve aynı zamanda uygun elektrot erişimini sağlamak için uygun elektrot erişimini korumak gerekli değildir. daha iyi kaynak Bu, operatörün yalnızca yayın kendi küçük bölümünü izleyebileceğini değil, aynı nesneyi işleyen diğer operatörlerin eylemlerini onlarla zamanında koordine etmek için eylemlerini izlemek de dahil olmak üzere genel olarak durumu kontrol edebildiğini gösterir. . Aynısı, çalışma sürecinde yapının kendisinin davranışı üzerindeki kontrol için de söylenebilir. Büyük bir artı, iki kaynak torçlu bir cihazın kullanılması olabilir; bu, aynı anda iki dikişi paralel olarak gerçekleştirmeyi veya kenarları ayırırken aynı dikiş boyunca iki geçiş yapmayı mümkün kılar. Aynı zamanda, bir operatör aynı anda birkaç vagona hizmet verebilir, bu da üretkenliği birkaç kat daha fazla artıracaktır.
- Deformasyon kaynağı alanındaki yüzdeyi azaltmak - ısı girişi üzerindeki kontrol, işin tamamlanmasından sonra işlenmiş yapının genel deformasyon yüzdesini azaltmanıza olanak tanır. Bu durum, işleme sırasında çok hassas kaynak parametrelerinin korunmasının doğrudan bir sonucudur - manuel üretim çerçevesinde elde edilemeyen ark voltajı ve kaynak hızı. Ek olarak, kaynakçı dikişin uzunluğu boyunca hareket ettiğinde arkın sürekli sönmesi / tutuşması ve ayrıca dikişi kapatma prosedürünü gerçekleştirme ihtiyacı - tüm bunlar sonraki deformasyon riskini etkiler. Aynı anda iki vagonla dikiş atmanın olası olumsuz sonuç riskini yarı yarıya azaltacağına dikkat edilmelidir.
- Kaynak sarf malzemelerinde tasarruf - bu durum, tüm çalışma boyunca kaynak parametrelerinin daha ince ayarlarının yapılması ve bunların bakımı nedeniyle ortaya çıkar. Ana faktör olarak, sıçrama sırasında kaynak teli hacmindeki kayıpların azalması sayılabilir. Ayrıca, çalışma sırasında, kaynakçı eklemi boyunca hareket ederken kesintilerin olmamasını ve aslında işin yeniden başlamasını da etkiler (dikişlerin üst üste binme ihtiyacının olmaması, kaynak malzemelerinden önemli ölçüde tasarruf sağlar). Enine titreşimlerle kaynak yapma olasılığı nedeniyle geçiş sayısı azaltılabilir. Ayrıca, tüm işlemlerin tekdüzeliği ve homojenliği ile koruyucu gaz tüketimi azalır, bu da koruma için pahalı argon bazlı gaz karışımları kullanıldığında tasarruf açısından önemli bir madde olacaktır.
- Yardımcı işlemler daha az maliyet gerektirecektir - ısıdan etkilenen bölgenin temizlenmesi ve dikiş çapaklarının alınması ve ayrıca dikiş takviyesinin çıkarılması gibi ek işlemlerin maliyeti, zaten düzgün ve düzgün dikişlerin elde edilmesi nedeniyle önemli ölçüde azalacaktır. ilk geçişte. Sıçrama seviyesinin azaltılması, enjeksiyonla ilişkili maliyetleri de etkileyecektir.
- Çevresel üretim düzeyinin arttırılması - Kaynakçının operatörün yerinde olacağı ve ark kaynağı sırasında oluşan duman ve ısıya yakın oturmaması nedeniyle çevre dostu çalışma koşulları sağlanacaktır.
Sonuç olarak, traktör kaynağının kullanılmasıyla, küçük bir işletmeyi bile otomatikleştirmek ve onu bir “artı” haline getirmek mümkündür.Bu özellikle, uzman personelinin koruyucu gazlarda yarı otomatik kaynakla çalışma konusunda yeterli deneyime sahip olduğu şirketler için geçerlidir - o zaman sonuç mümkün olan en kısa sürede elde edilecek ve daha belirgin olacaktır. Ek olarak, arabaların / traktörlerin piyasaya sürülmesi çok büyük yatırımlar gerektirmeyecek ve oldukça hızlı bir şekilde geri dönecek (süper büyük ve karmaşık bir proje planlanmadıkça) ve kurulum için zaman var:
- Bazı araba modelleri, batık traktör benzerlerinden bile daha ucuza mal olur;
- Sarf malzemelerinin (koruyucu gazlar ve sarf malzeme teli) alım hacimlerinin aynı seviyede kalmasına rağmen, maliyetleri önemli ölçüde düşecek;
- Akıyı kalsine etmek için ek ekipman satın almaya ve bunun için özel bir odayı yeniden donatmaya gerek yoktur;
- Gerçekleştirilen işlemlerin teknolojisinde köklü bir değişikliğe gerek yoktur (örneğin, yeni kenar kesme türlerinin tanıtılmasına gerek yoktur);
- Personeli yeni kaynak yöntemleri konusunda eğitmeye gerek yoktur, ayrıca çalışanların ek sertifika ve tasdikine gerek olmayacaktır.
Mevcut eksiklikler
Ne yazık ki, tüm önemli olumlu yönleriyle birlikte, söz konusu cihazların da önemli dezavantajları vardır:
- Çalışmaya başlamadan önce tüm ayarları çok doğru bir şekilde yapmanız gerekecektir;
- Hassas ekipman karmaşık arızalara maruz kalır, bu nedenle hızlı onarımlar ve işin yeniden başlatılması son derece şüphelidir;
- İlmekli dikişlerin maksimum/minimum çapına ilişkin belirli kısıtlamalar vardır;
- Tekniğin kendisi çoğunlukla küçük bir kütleye sahiptir, ancak üzerinde kazara aşırı yük olması onu hızlı bir şekilde devre dışı bırakabilir;
- Operasyon belirli beceriler gerektirir, bu da bu tekniği küçük işletmeler için çok az erişilebilir hale getirir;
- Yüksek fiyat.
Yetkili seçim sorunları
Her kaynak görevinin, bir araba/traktör satın alırken dikkatlice kontrol edilmesi gereken kendine özgü parametreleri vardır. Belirli bir karmaşıklık içermeyen ve yalnızca aynı tür işlemlerin sürekli olarak yürütülmesini gerektiren küçük hacimli görevler için, program kontrolü olmayan tek motorlu makineler oldukça uygundur. Çalıştırmaları kolaydır, onarım durumlarında özel bir zorluk oluşturmazlar. Büyük ölçekli bir projenin gerekli olması durumunda ve dahası kısa sürede uygulanması durumunda, çok arklı ve çok motorlu numuneler satın almak daha iyidir. Aynı şey seri üretimin uygulanması için de geçerli olacaktır.
ÖNEMLİ! Satın alırken, ana seçim kriteri, maksimum ve minimum akımın yanı sıra kullanılan sarf malzemelerinin boyutunun göstergesi olmalıdır!
2022 için en iyi kaynak traktörleri ve arabalarının değerlendirmesi
Bütçe fiyat segmenti
2. sıra: "EvoSAW 1250-II"
Bu kendinden tahrikli aparat, kaynak işini akı kullanarak bağımsız olarak gerçekleştirmek üzere uyarlanmıştır; yapısal olarak iki bloğa bölünmüştür (aslında otomatikleştirilmiş cihaz ve invertör güç kaynağı). Artan çalışma hızı ile karakterize edilir - altmış saniye içinde 10 ila 15 santimetre uzunluğunda bir dikişi kolayca tamamlar. Ancak, işlerin hızı işlenen metalin kalınlığından etkilenecektir. Diğer şeylerin yanı sıra invertör, belirli bir derinliğe kadar kesme (hava-ark oluk açma) için bağımsız bir ekipman veya manuel kaynak makinesi olarak kullanılabilir. Paket, kısa devrelere ve aşırı ısınmaya karşı bir koruma sistemi içerir.Menşe ülke Rusya, önerilen perakende satış fiyatı 250.000 ruble.

Avantajlar:
- korumanın varlığı;
- Elemanların ayrı kullanım imkanı;
- Kaliteli yapı.
Kusurlar:
- Kaynaklı metalin kalınlığı konusunda sınırlamaları vardır.
1. sıra: ADF-1000
Bir Rus üreticiden alınan bu örnek, akı koruması altında sarf malzemesi telinin kaplanmasıyla çok katmanlı ve tek katmanlı kaynak yapabilir. Ancak, üç fazlı bir elektrik bağlantısı gerektirecektir. Kitte verilen yazılım, elektrot telinin hareket hızı ve beslemesini senkronize etme sorununu çözer. Ünite hem önceden kurulmuş raylar boyunca hem de doğrudan işlenmekte olan nesnenin yüzeyi üzerinde hareket edebilir. Kaynak voltajını ayarlamanın da mümkün olduğu bir uzaktan kumanda mevcuttur. Çalışma elemanı - kafa - hareketlidir, çalışma yüzeyine belirli bir açıyla monte edilebilir. Görsel kontrolün rahatlığı için tasarımda bir lazer işaretleyici sağlanmıştır. Dikişler hem dairesel hem de düz çizgi tekniğinde uygulanabilir. Cihaz, kesici kenarlar olmadan veya onlarla (popo), "boğa" (açılı) birleştirme ve üst üste binen dikişler ile kaynak yapabilir. Önerilen fiyat 260.000 ruble.

Avantajlar:
- Çalışma nesnesinin yüzeyinde hareket mevcuttur;
- Bir lazer işaretleyicinin varlığı;
- Uzaktan kumandası vardır.
Kusurlar:
- Üç fazlı bir şebeke bağlantısı gereklidir.
Orta fiyat segmenti
2. sıra: Promotech LIZARD
Bu örnek, tüm iş akışı boyunca değişmeden kalan sabit bir hareket hızına sahiptir.Bu gerçek, kaynak uygulamasında aşırı hassasiyet elde etmeyi ve ayrıca kalitesinin artmasını sağlamayı mümkün kılar. Aynı zamanda dolgu malzemesi son derece ekonomik olarak kullanılacaktır. Makine, dikişli uzun veya özel bir dikiş dikmek üzere programlanabilir. Uzunluk, satır aralığı, dikiş doldurma, krater doldurma süresi parametreleri önceden ayarlanabilirken, yalnızca iki düğmeye basarak istenen dikiş tipini belirlemek mümkündür. Çok önemli bir seçenek, kaynak işlemi için gerekli kriterlerin otomatik olarak seçildiği bir salınım ünitesinin varlığıdır. Bu blok, özellikle dikey dikişler ve kenar boyunca kesimli dikişler için önemli olan cihazın yeteneklerini önemli ölçüde genişletir. Önerilen fiyat 312.000 ruble.

Avantajlar:
- Sert ve hafif tek parça gövde;
- Manyetik bir konumlandırma sisteminin varlığı;
- 40 program şablonuna kadar kayıt yapabilme.
Kusurlar:
- Algılanmadı:
1. sıra: "Riland-Aurora PRO MZ 1250"
Ayrı bir invertör ile modüler bir mimariye sahip Çinli bir üreticiden güzel bir örnek. Ünite, otomatik modda tozaltı kaynak işlemlerini gerçekleştirebilir. Bu mod, genel olarak üretimin etkin bir şekilde hızlanması üzerinde olumlu bir etkiye sahip olurken, uygulanan dikişlerin kalitesi kaybolmaz. Bir açıyla kaynak yapabilir, üst üste binebilir ve hatta alın. Hem işlenmiş nesne boyunca hem de kurulu rayların yardımıyla belirli bir vektör boyunca hareket edebilir. Kaynağın konumu oldukça ayarlanabilir - hem rayın dışına hem de içine yerleştirilebilir.Cihazın kendisi yapısal olarak çok basittir, bu da artan güvenilirlik anlamına gelir. Güç dalgalanmalarına ve ısınmaya karşı koruma - mevcut. Hizmet ömründeki artışı etkileyen yüksek kaliteli cebri soğutma sağlanır. Önerilen fiyat 338.000 ruble.

Avantajlar:
- Cebri soğutma sistemi mevcut;
- Standart dışı yollarla kaynak yapabilir;
- Ayrı modüler mimari.
Kusurlar:
- Bulunamadı.
Premium sınıf
2. sıra: "Svarog MZ1000"
4 ila 30 milimetre kalınlığında metal nesnelerle çalışmak üzere tasarlanmış başka bir Rus örneği. Cihazı neredeyse kesintisiz üretim operasyonlarında kullanırken yüksek verimlilik gösterir. Arkın düzgünlüğü, daha iyi dikiş anlamına gelen ayarlanabilir akım parametrelerinin ince ayarıyla sağlanır. Ünite, giriş voltajı dalgalanmalarını kontrol eden içeriden bir stabilizasyon devresine sahiptir, ancak bunu bağlamak için üç fazlı bir ağ gerekir. Parlak ve kontrastlı bilgi ekranları ve kontrol paneli ile rahat yönetim ve çalıştırma sağlanır. 100'e kadar algoritma şablonu belleğe yüklenebilir, bu da ekipmanı her seferinde yeniden kurmanıza izin vermez. Önerilen fiyat 350.000 ruble.

Avantajlar:
- 100 programlanabilir desene kadar;
- Dahili bir stabilizasyon devresi vardır;
- Kaliteli dikiş.
Kusurlar:
- Üç fazlı bir ağ gereklidir.
1. sıra: ESAB A2 Multitrac
Avrupalı bir üreticiden mükemmel, ancak çok pahalı bir model. Üretim sürecinde, sarf malzemesi telini ayırarak iki yay ile çalışabilir.Dikişin uygulama alanına havanın erişimi, inert gazların beslenmesi ile engellenir. Özel bir adaptör takarak, bir karbon elektrot ile hava oluk açma yapmak mümkündür. Tristör inverter, düşük voltajda bile kararlı bir ark sağlayabilir. Önerilen fiyat 1.100.000 ruble.

Avantajlar:
- Düşük voltajda ark kararlılığı;
- İki yay ile paralel çalışma;
- tristör invertörü.
Kusurlar:
- Yüksek fiyat.
Bir epilog yerine
Kaynak traktörleri/arabaları, otomatik ark kaynağı için basit ama işlevsel bir çözümdür. Önceden seçilmiş bir yol boyunca veya özel raylar boyunca hareket edebilirler, bu da bir kişiye yalnızca yapılan işi görsel olarak kontrol etme yükümlülüğünü bırakır. Operatörün asıl görevi, gerçekleştirilen göreve göre gerekli ayarları doğru ve uygun şekilde ayarlamaktır. Makine tüm işleri kendi başına yapabilir. İşin türü tamamen farklı olabilir, bu nedenle cihazların kendileri hafif ve ucuz veya hacimli ve pahalı olabilir. Bununla birlikte, bir kaynak traktörünün veya vagonunun öncelikle endüstriyel üretim hacimlerine odaklandığını söylemek daha doğrudur.
yeni girişler
2022 için en iyi termal salata barlarının değerlendirmesi
Görüntüleme: 33
2022 için kriyolipoliz için en iyi cihazların değerlendirmesi
Görüntüleme: 35
2022'de saçlar için en iyi Rus şampuanlarının değerlendirmesi
Görüntüleme: 47
2022 için en iyi koruyucu ayakkabı kılıflarının sıralaması
Görüntüleme: 96
Kategoriler

2022'de 50cc'ye kadar en iyi ve en ucuz scooterların en üst sıralaması
Görüntüleme: 131667

2022'de bir daire için en iyi ses yalıtım malzemelerinin değerlendirmesi
Görüntüleme: 127704


2022'nin en iyi erkek spor ayakkabısı
Görüntüleme: 124049

2022'deki En İyi Kompleks Vitaminler
Görüntüleme: 121953

En iyi seviyelere ve lazer seviyelerine genel bakış Matrix
Görüntüleme: 4470

2022 için en iyi zıpkınla balık avı bıçaklarının değerlendirmesi
Görüntüleme: 6619
2022'nin en iyi Atlantik su ısıtıcılarının gözden geçirilmesi
Görüntüleme: 4617

2022 için Moskova'daki en iyi geliştiricilerin değerlendirmesi
Görüntüleme: 3784

2022 için mastopati tedavisi için en iyi ilaçların değerlendirmesi
Görüntüleme: 8098
Kullanışlı

2022 için en iyi vakumlama makinelerinin sıralaması
Görüntüleme: 1943

2022 için en iyi elektrikli ocakların değerlendirmesi
Görüntüleme: 2345

2022 için en güvenilir arkadan çekmeli traktörlerin değerlendirmesi
Görüntüleme: 17605

2022'deki En İyi Antiviraller
Görüntüleme: 33342

2022'nin en iyi 15 uçan kaykayı. Para için iyi değer
Görüntüleme: 29347
Popüler Makaleler
-
2022'de 50cc'ye kadar en iyi ve en ucuz scooterların en üst sıralaması
Görüntüleme: 131667 -
2022'de bir daire için en iyi ses yalıtım malzemelerinin değerlendirmesi
Görüntüleme: 127704 -
2022 için grip ve soğuk algınlığı için pahalı ilaçların ucuz analoglarının değerlendirmesi
Görüntüleme: 124530 -
2022'nin en iyi erkek spor ayakkabısı
Görüntüleme: 124049 -
2022'deki En İyi Kompleks Vitaminler
Görüntüleme: 121953 -

En iyi akıllı saatlerin en üst sıralaması 2022 - fiyat-kalite oranı
Görüntüleme: 114988 -

Gri saçlar için en iyi boya - en yüksek puan 2022
Görüntüleme: 113406 -

2022'de iç mekan çalışmaları için en iyi ahşap boyaların sıralaması
Görüntüleme: 110335 -

2022'deki en iyi eğirme makaralarının değerlendirmesi
Görüntüleme: 105340 -

2022 için erkekler için en iyi seks bebeklerinin sıralaması
Görüntüleme: 104380 -

2022'de Çin'den en iyi aksiyon kameralarının sıralaması
Görüntüleme: 102228 -

2022'de yetişkinler ve çocuklar için en etkili kalsiyum preparatları
Görüntüleme: 102022