2022 için en iyi mastar bloklarının değerlendirmesi

Herhangi bir endüstriyel sektör için, doğrusal ölçümlerin temeli, düzlem-paralel uzunluk uç bloklarıdır ("KMD" olarak kısaltılır). Bir uzunluk birimini saklamak ve daha sonra çoğaltmak için kullanılırlar. Ayrıca ölçü aletlerinin kontrol edilmesi, gerekli ayarlar için boyutların aktarılması ve aletler üzerinde sıfır işaretinin işaretlenmesi için kullanılırlar, ayrıca çeşitli nesnelerin boyutları için doğal bir ölçüm aleti olarak hizmet edebilirler. Bir dizi düzlem-paralel uzunluk bloğu, markalama işini daha yüksek doğrulukla gerçekleştirmenize ve makineyi ayarlamanıza olanak tanır. CMD'nin ana işlevi, çeşitli endüstriyel alanlarda önlemlerin kimliğini korumak olarak kabul edilir.
İçerik
- 1 Genel bilgi
- 2 Arka fon
- 3 Üretim malzemesi
- 4 Çalışma prensibi
- 5 Gerekli aksesuarlar
- 6 İsteğe bağlı Aksesuarlar
- 7 KMD'nin kendilerinin doğrulanması ve kalibrasyonu için araçlar
- 8 2022 için en iyi mastar bloklarının değerlendirmesi
- 9 Bir epilog yerine
Genel bilgi
Onarım ve servis kuruluşlarında veya endüstriyel işletmelerde ölçüm yapmak için kullanılan herhangi bir alet, verilen sonuçların doğruluğu için mutlaka ve sürekli olarak kontrol edilmelidir. Tabii ki, doğrulama için test edilen aleti çeşitli ölçüm standartlarının saklandığı kuruma teslim etmek imkansızdır. Bu nedenle, tüm bu işlemlerin kendi lokasyonlarından ayrılmadan gerçekleştirilmesi için, bu uzunluğun sabitlendiği standart veya numune olan düzlem-paralel uzunluk ölçüleri kullanılarak gerçekleştirilir. Kural olarak, cihazın kendisi, ölçüm düzlemleri arasında numaralandırılmış boyutlara sahip bir silindir şeklinde yapılır.
Bu nedenle, CMD'nin ana görevi, yerleşik uzunluk birimini ve sonraki iletimini korumaktır. Düzlem-paralel CMD'ler, çeşitli ölçüm aletlerinde boyutları kontrol etmek, kalibre etmek veya ayarlamak için vazgeçilmez bir araçtır:
- Mikrometre;
- kalibre;
- sinüs cetveli;
- Göstergeler vb.
Ayrıca KMD, kontrol üretim cihazları ve şablonları için kullanılabilir. KMD'nin doğru bir ölçüm aracı olması nedeniyle, üretimleri yasal düzeyde düzenlenir ve 1976 GOST 4119 (değiştirildiği gibi) ile düzenlenir.
ÖNEMLİ! Ölçümleri kalibre etme görevlerinin hacminin oldukça geniş olması nedeniyle, CMD'ler nadiren tek kopya halinde satılmaktadır - çoğu zaman üretimlerinin doğruluğu nedeniyle ucuz olmaktan uzak büyük setler halinde tedarik edilirler.
Arka fon
Ölçü bloklarının ilk sürümü İsviçreli Ioganson şirketi tarafından gerçekleştirildi. Çelikten yapılmışlardı ve dikdörtgen paralel borulardı, ilk sunumları 1900'de Paris'teki Dünya Sergisinde gerçekleşti. Üretici sayesinde, bu alet takımına “Joganson karoları” adı verildi ve (adı) uzun süre KMD'yi belirtmek için kullanıldı, daha sonra sadece “fayanslara” dönüştü.
SSCB'de KMD'nin ilk üretimi Tula ve Sestroretsk fabrikalarında gerçekleştirildi ve seri üretimleri 30'ların ortalarında Kirov fabrikası "Krasny Instrumentalshchik" ve Moskova "Calibre" de başladı. Modern dünyada, temassız lazer interferometrelerin, uzunluk ölçerlerin ve koordinat noktalarının yanı sıra altimetreler kullanarak ölçümler yapan diğer elektrikli ölçüm cihazlarının ortaya çıkmasıyla, CMD'nin kullanımı ve amacı önemli ölçüde değişti.Bununla birlikte, ana kaliteleri - belirli bir boyutta bir malzeme taşıyıcısı olmak - değişmeden kaldı. Aynı zamanda, çok çeşitli elektronik ve optik ölçüm cihazlarının varlığına rağmen, önemi bu güne kadar devam etmektedir.
Düzlem paralel uç uzunluk ölçüleri (veya “Joganson karoları”), ölçüm düzlemleri arasında 0,5 ila 1000 milimetre arasında değişen boyutlarda üretilir. Bu uzunluk ölçüsü ile belirlenmeyen keyfi bir boyut ayarlamak gerekirse, uygun karo parçalarından CMD'yi birbirine öğüterek mümkündür. Bu alıştırma işlemi, karolar sıkıca bağlanana kadar, yani. çürüme olmamalıdır.
Üretim malzemesi
Modern mastar blokları (düzlem paralel), yüksek alaşımlı çelikten ve ayrıca cam, seramik veya sert alaşımlardan yapılmıştır.
çelik modeller
Çelikten yapılmış uzunluk ölçüleri, örneğin krom görünümünden dolayı, ölçüm raflarının ve diğer ölçülerin konu tabanları ile mükemmel bir şekilde alıştırma yeteneğine sahiptir. Operasyonel yüzeyleri aşınmaya dayanıklıdır, bu da hizmet ömürlerinin arttığını gösterir. Çelik ölçü numuneleri mutlaka sertleştirmeye tabi tutulur, ardından yapay olarak yaşlandırılır. Bu prosedür, doğru boyutları uzun süre korumanıza izin verir. Çelik "Joganson karoları" için çalışma tabanının sertliği en az 800 HV'dir. Çelik modellerin dezavantajları, mekanik çiziklere karşı yüksek hassasiyetin yanı sıra yüzeyde korozyon olasılığını içerir. Bu tür karoların çalıştırılmasına başlamadan önce, yağlayıcı şeklindeki koruyucu malzeme onlardan çıkarılır ve işin tamamlanmasından sonra koruma için yağlayıcı tekrar uygulanır.Çelik numunelerin çalışma sıcaklığındaki değişikliklere karşı çok hassas olduğunu ve bu değişikliklerin doğruluğuna zarar verdiğini belirtmekte fayda var (örneğin, metal genleşebilir, yalnızca kullanıcının elinden ısı alabilir).
Karbür Modeller
Bu karolar tungsten karbürden yapılmıştır ve mukavemetleri çelikten birkaç kat daha fazladır. Ek olarak, yüksek bir esnekliğe sahiptirler. Sert alaşımların çalışma yüzeyinin sertliği çelik numunelere göre neredeyse iki kat daha yüksek ve 1400 HV'dir. Ana dezavantaj tanımlanabilir - büyük bir kütle. Bu nedenle, karbür numunelerinden büyük boyutlu bir ölçüm bloğu monte etmek zor olacaktır.
Seramik modeller
Zirkonyum seramikten yapılmış düzlem mastarlar, mekanik çiziklere ve çalışma tabanının aşınmasına en dayanıklı olanlardır. Seramikler, doğası gereği, korozyona karşı tamamen bağışıktır ve temelleri, bu numuneleri çelik veya karbürden ayıran kullanıcının ellerinin sıcaklığından etkilenmez. Seramik karolar en yüksek stabilite ile karakterize edilir ve en uzun hizmet ömrüne sahiptir ve bu da denetimler arasındaki zaman aralığını artırmayı mümkün kılar. Seramik CMD'ler mıknatıslanamaz, özel pas koruması gerektirmez ve toz çekmez. Ayrıca oldukça kararlıdırlar ve uzun süre sabit bir boyutu koruyabilirler. Çalışmalarının bir analizi, hem seramik hem de çelik karoların, değere yakın bir doğrusal termal genleşme katsayısına sahip olduğunu göstermektedir.Bu parametre, bu tür modellerin değiştirilebilirliğini gösteren çelik ve seramik karolardan karmaşık KMD bloklarını katlamanıza izin verecektir.
cam modeller
Adından da anlaşılacağı gibi, bu cihazlar camdan yapılmıştır. Düzlüğü ve alıştırmayı kontrol etmek için fena değil. Masa üstleri gibi hassas, düz çalışma yüzeylerini kontrol etmek için de harika. 50 ila 75 milimetre çapında, en az 0.125 mikrometre düzlükte ve 15 ila 20 milimetre kalınlığında varyasyonlarda üretilebilirler.
Çalışma prensibi
Düzlem-paralel KMD ile boyutsal doğruluğun korunması ve aktarılması aşağıdaki adımlarda gerçekleştirilir. Ölçümlerin gerçekleştirilmesi için özel bir kurulumda boyutlar, örnek nihai ölçümlerin birinci kategorisine göre kontrol edilir. En yüksek doğrulukta karo sertifikasına sahip olan KMD, yalnızca Devlet Standardı laboratuvarlarının özel salonlarında ve üretilen ürünler için uygun doğruluk ölçütlerine duyulan ihtiyaca bağlı olarak endüstriyel işletmelerde, ikinciden KMD'ye kadar depolanır. beşinci kategori kullanılır. Düzeltilmiş boyutu yayınlamak, birinci ve ikinci sıradaki karolar arasında periyodik bir karşılaştırma yapmak anlamına gelir. Ayrıca, ikinci basamak üçüncü ile, üçüncüsü dördüncü ile ve böylece beşinciye kadar karşılaştırılır. Buna göre endüstriyel kuruluşlarda, doğrudan kabaya kadar tüm ölçüm cihazları kontrol edilir. Yapılan doğrulamaların sonucu her cihazın pasaportuna kaydedilir.
Alıştırma "fayansları"
Alıştırma işlemi, birbirine yapışma sürecini ifade eder. KMD'lerin kendileri, birleştirildiklerinde kalan havanın çıkarılacağı ve iki karo üzerinde yalnızca atmosferik basınç etki edecek şekilde parlatılır.Koruyucu yağlama maddesinin yıkanmasından kaynaklanan karolar arasındaki sıvı damlacıklarının yüzey gerilimi ve ayrıca KMD üretimi için malzemeler arasındaki moleküler düzeydeki etkileşim, yalnızca yapışma kuvvetini arttırır. Fayansların düzgün cilalandığı durumlarda mükemmel bir şekilde ovalayabilirler. KMD'nin bu yeteneği zorunludur. Tarif edilen kalitenin kaybı, ölçü yüzeyinin aşınmasını gösterir, buna göre istenen sonuçların elde edilmesi mümkün olmayacaktır.

Gerekli aksesuarlar
KMD karolardan blokları toplamak ve sabitlemek için, montajlı yapıya kullanım kolaylığı sağlamak için bir takım özel aksesuarlar kullanılmaktadır. Örneğin, çeşitli ölçüm araçlarının boyutlarını kurmak ve kontrol etmek için bunlara ihtiyaç duyulacaktır. Bunlar şunları içerir:
- kalibreler;
- Nutrometreler;
- Mikrometreler;
- Çeşitli göstergeler.
Kit, kural olarak, hem iç hem de dış ölçümlerin yapılmasını kolaylaştıran çeşitli boyutlarda yan paneller içerir. Bu durum özellikle sınırlı serilerde yüksek hassasiyetli ürünlerin üretiminde önemlidir. Bu nedenle, tüm üretim, ürünün maksimum boyutuna ve minimuma odaklanmalıdır. Bu da KMD'nin iki kenarlı (geçmeyen ve geçen taraf) mastar olarak kullanılması gerektiğini göstermektedir.
Markalama çalışmaları için, çok hassas ölçümler için tutucuların bulunduğu özel bir markalama seti kullanılır. Ayrıca şunları içerebilir:
- Çeşitli bağlar;
- Radyal ve düzlem paralel yan duvarlar;
- Cetvel üç yüzlüdür;
- Mürekkep ve orta yan duvarlar;
- Temel;
- Sondalar ve krakerler.
Ayrı olarak, zemin yüzeyleri arasındaki boşluğun boyutunu belirlemek için tasarlanmış probları vurgulamaya değer.Minimum boyutu 0,02 mm ile maksimum boyutu bir milimetre olan çelik levhalardır. Onlar için değişim adımı 0,01 mm'den 0,05'e kadar olabilir. Boşluğun boyutunu belirleme işlemi, sondanın yüzeyler arasına yerleştirilmesinden oluşur. Daha sonra, prob biraz çaba ile hareket ettirilmeli, ancak batmamalı veya serbestçe hareket etmemelidir. Sonuç olarak, boşluğa dahil edilen probların kalınlıklarının toplamı, değerini belirleyecektir.
İsteğe bağlı Aksesuarlar
Ek aksesuarlar kullanılarak ölçüm yapma kolaylığı sağlanabilir. Küçük partiler halinde hassas ölçüm cihazlarının üretiminde kullanımları haklı olmaktan daha fazlası olacaktır. Çoğu zaman, GOST 4119 standartlarına uygun olarak tam setler halinde üretilirler. Bunlar şunları içerir:
- Set No. 0 - karoları bloklara bağlamak için bir dizi bağ içerir;
- 1 Numaralı Set (tam) - 320 milimetreye kadar dahili ve harici ölçümler için bir dizi ek cihaz içerir;
- Set No. 2 (küçük) - 160 milimetreye kadar dahili ve harici ölçümler için bir dizi ek cihaz içerir;
- Set No. 3 (genişletilmiş) - küçük ve tam bir set ile birlikte markalama çalışmaları için kullanılır.
Her sette, her bir elemanın saklanması için ayrı oluklar bulunur ve aletlerin kullanım ve çıkarılma rahatlığını sağlamak için soketlerde seçimler vardır. Her set, mevcut doğruluk standardını onaylayan beraberindeki belgelerle birlikte satılmaktadır.
KMD'nin kendilerinin doğrulanması ve kalibrasyonu için araçlar
Ölçü ölçüleri, standart uzunluk boyutunu iletmek için cihazların hiyerarşisinde önemli bir adımdır, çünkü bunlar sabit boyutta stabilize edilmiş bir malzeme taşıyıcıdır.Işığın dalga boyuna dayanan referans boyutunun referans QMD'ye aktarımı, derin girişim ölçümleri aracılığıyla gerçekleştirilir. Buradan çıktıda elde edilen standardın "K" sınıfına ait olduğu görülebilir. Daha sonra doğrulama şemasına göre diğer önlemlere aktarılabilir. CMD'nin temel amacına dayanarak, yani ölçümlerin eşitliğini ve standart uzunluğunun boyutlarının aktarılmasını sağlamak için doğrulama şemaları geliştirilmiştir. Benzer amaçlar için, aynı zamanda, sınıflar ve kategoriler bakımından farklılık gösteren, farklı doğrulukta ölçümler de üretirler. KMD'nin doğrulama süreci, en yüksek doğrulukta özel araçlarla gerçekleştirilir.
Bunlar, yüksek doğruluk özellikleri nedeniyle bir mikrometre içerir. Buluşundan bu yana birçok iyileştirmeden geçmiş ve en yüksek doğruluk sınıfına ulaşmıştır. Ölçülerin doğruluğunu ölçmek için diğer cihazlar, sivil dolaşıma izin verilen endüktif veya artımlı fotoelektrik karşılaştırıcıları (komparatörleri) içerir. Bunları kullanmanın avantajı, onlar için doğrulama şemasının önemli ölçüde basitleştirilmiş olmasıdır. Eksi, bunları kullanan bir uzmanın deneyimi ve eğitimi için artan gereksinimlerin yanı sıra bu araç setinin yüksek maliyeti olarak adlandırılabilir. Bu durum, CMD'nin kontrolü/kalibrasyonu sırasında izin verilen son derece düşük hatadan kaynaklanmaktadır.
- Başlıca doğrulama yöntemleri şunlardır:
- Belirli bir uzunlukta dolaylı ölçümler;
- Doğrudan belirli bir uzunluktaki ölçümler;
- Karşılaştırıcı kullanarak karşılaştırma;
- Standartla doğrudan karşılaştırma.
CMD için hata faktörü o kadar küçüktür ki, diğer enstrümanları kullanarak onu tespit etmek çok, çok zordur.
2022 için en iyi mastar bloklarının değerlendirmesi
ÖNEMLİ! 10.000 rubleye kadar bütçe segmentindeki yüksek hassasiyetli KMD cihazlarının yalnızca ayrı kopyalarda üretildiğini belirtmekte fayda var!
Bütçe segmenti (bireysel kopyalar)
3. sıra: “A3 Mühendisliği CO-3'e göre ölçün. GOST R 55724-2013 ile 8243321568541 doğrulaması ile"
Bu önlem, tek bir kopya halinde sağlanır ve kaynaklı bağlantıların tahribatsız muayenesi için tasarlanmıştır. Hafiftir ve ikinci sınıf doğruluğa sahiptir. Çoğu durumda kaynak işlerinin üretiminde belirli ölçümler için kullanılır. Üretim ülkesi Rusya, perakende zincirleri için belirlenen maliyet 5350 ruble.

Avantajlar:
- İkinci doğruluk sınıfı;
- Onaylanmış bir doğrulamanın varlığı;
- Üretim malzemesi - dayanıklı çelik.
Kusurlar:
- Algılanmadı.
2. sıra: A3 Mühendislik CO-2'yi ölçün. GOST R 55724-2013 ile 4814251653245 doğrulaması ile"
Tahribatsız muayene alanında ölçüm üretimi için önlemlerin bir başka temsilcisi. Ayrıca tek bir kopya halinde sağlanır ve kaynak alanındaki ölçümler için tasarlanmıştır. Yapı yüksek mukavemetli çelikten yapılmıştır. Hatanın ilk doğrulaması için standartlar fabrika laboratuvarında önceden gerçekleştirilir. Menşe ülke - Rusya. Perakende zincirleri için önerilen maliyet 5400 ruble.

Avantajlar:
- İlk doğrulama gerçekleştirildi;
- İkinci doğruluk sınıfı;
- Hafif.
Kusurlar:
- Algılanmadı.
1. sıra: Gösterge bloğu INSIZE PP 90.0 sınıf 1 4101-B90
Birinci sınıf doğruluğun bir temsilcisidir ve yabancı bir üretici tarafından üretilmiştir. Standart karmaşıklığın ölçümleri için, ölçüm cihazlarının doğrulanması için kullanılabilir ve ayrıca birleşik bir ölçümün bir unsuru olarak kullanılması da mümkündür. Alaşımlı çelik gövdesinin imalatı nedeniyle, seramik ürünlerle iyi etkileşime girebilir. Menşe ülke Avusturya, perakende zincirleri için önerilen fiyat 6.400 ruble.

Avantajlar:
- Ölçü alaşımlı çelikten yapılmıştır;
- Seramik KMD ile çalışma imkanı;
- Birinci sınıf doğruluk.
Kusurlar:
- Algılanmadı.
Orta fiyat segmenti (setler ve kitler)
3. sıra: "KMD Tulamash 126551'i Ayarla"
Bu set, standart CMD'nin bir seçimidir ve standartları, iş parçalarının gerekli parametreleriyle karşılaştırmak için tasarlanmıştır. Set çoğu standart boyutu içerir. Küçük atölyelerde ve laboratuvarlarda çalışmak için mükemmeldir. Fayanslar sağlam bir çelik konstrüksiyondan yapılmıştır, bu da onları (iyi yapışma nedeniyle) blok ölçüler halinde birleştirmeyi mümkün kılar. Menşe ülke Rusya'dır, mağazalar için önerilen maliyet 10.700 ruble'dir.

Avantajlar:
- Sağlam yapı;
- Elemanlar arasında iyi prefabrike yapışma;
- İkinci sınıf doğruluk.
Kusurlar:
- Algılanmadı.
2. sıra: "Aralığı Ayarla No. 2 sınıf 1 GOST 9038-80 8-005"
Bu setin çok sayıda elemanı vardır, bu da ek aksesuarlar olmadan kullanılabileceği anlamına gelir.Ölçüm aletlerini kurmak ve ayarlamak için mükemmeldir, çeşitli nesnelerin doğrudan ölçümlerini yapmak için alınan ölçümlerdeki bir hatayı tespit etmeye yardımcı olacaktır. Kitin tüm elemanları dayanıklı çelikten yapılmıştır ve Rus standartlarına uygundur. Menşe ülke Rusya'dır, perakende zincirleri için belirlenen maliyet 17.700 ruble'dir.
Avantajlar:
- Genişletilmiş araç seti;
- Dayanıklı performans malzemesi;
- Taşıma için uygun kılıf.
Kusurlar:
- Algılanmadı.
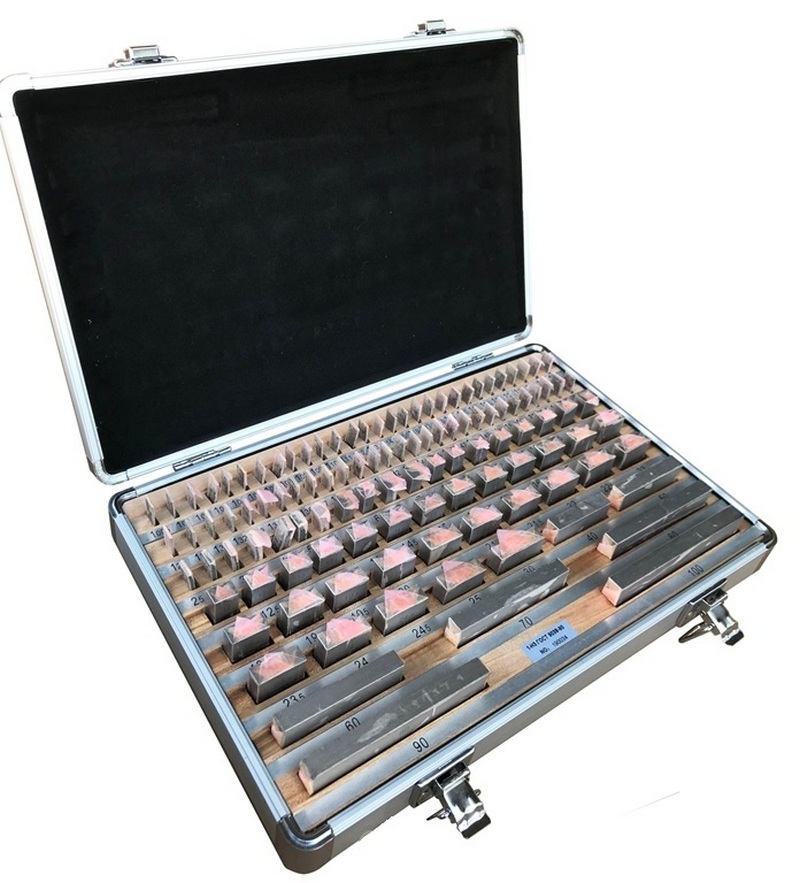
1. sıra: "Düz açılı CHIZ N8-1 122634'ün prizmatik ölçüleri seti"
Prizmatik açı için oldukça nadir ve oldukça uzmanlaşmış bir dizi ölçü. Doğruluk sınıfı, üretici tarafından ikinci olarak tanımlanır. Doğrusal olmayan ölçüm araçlarındaki hataları belirlemek için geleneksel olmayan geometriye sahip nesneleri ölçmenize olanak tanır. Kit içerisinde 10 farklı ölçü bulunmaktadır, kolay taşıma için dayanıklı tahta sandık içinde paketlenmiştir. Menşe ülke Rusya, önerilen perakende satış fiyatı 39.000 ruble.

Avantajlar:
- Standart dışı ölçüm yapabilme;
- Yüksek doğruluk sınıfı;
- Üretim kalitesi.
Kusurlar:
- Kasa ahşaptan yapılmıştır, bu nedenle erken aşınma olasılığı yüksektir;
- Küçük bir konfigürasyonla yüksek maliyet.
Premium sınıf (setler ve kitler)
3. sıra: Mikron MIK 76013
Bu set, mümkün olan en fazla ölçümü yapmak için oldukça hassas bir araçtır. Pasaportta bir girişin olduğu fabrikada ön fabrika doğrulamasını geçti.Kullanışlı bir tahta sandık, daha doğru bir ölçüm süreci üretmek için 12 adet aksesuar ve ölçü içerir. Üretimde SSCB zamanlarının güvenilir teknolojilerinin kullanılması ile karakterizedir. Menşe ülke Rusya'dır, mağazalar için belirlenen maliyet 55.000 ruble'dir.

Avantajlar:
- İyi bir ölçü ve aksesuar seti;
- Yüksek doğruluk sınıfı;
- Güvenilir üretim teknikleri.
Kusurlar:
- Ahşap kasa;
- Kazıklamak.
2. sıra: "KMD CHIZ PK-1 116087"
SSCB'nin kanıtlanmış teknolojilerine göre yapılan Rus üreticinin bir başka temsilcisi. Tüm elemanlar alaşımlı çelikten yapılmıştır ve ek aksesuarların varlığı, ölçüm sürecini daha kolay ve daha rahat hale getirecektir. Tüm set 11 parçadan oluşur ve hafiftir. Üretim ülkesi Rusya, yerleşik mağaza fiyatı 85.000 ruble.

Avantajlar:
- Taşıma çantası ahşaptan yapılmıştır ve koruyucu vernik ile kaplanmıştır;
- Birinci sınıf doğruluk enstrümantasyonu;
- Hafif.
Kusurlar:
- Yüksek fiyat.
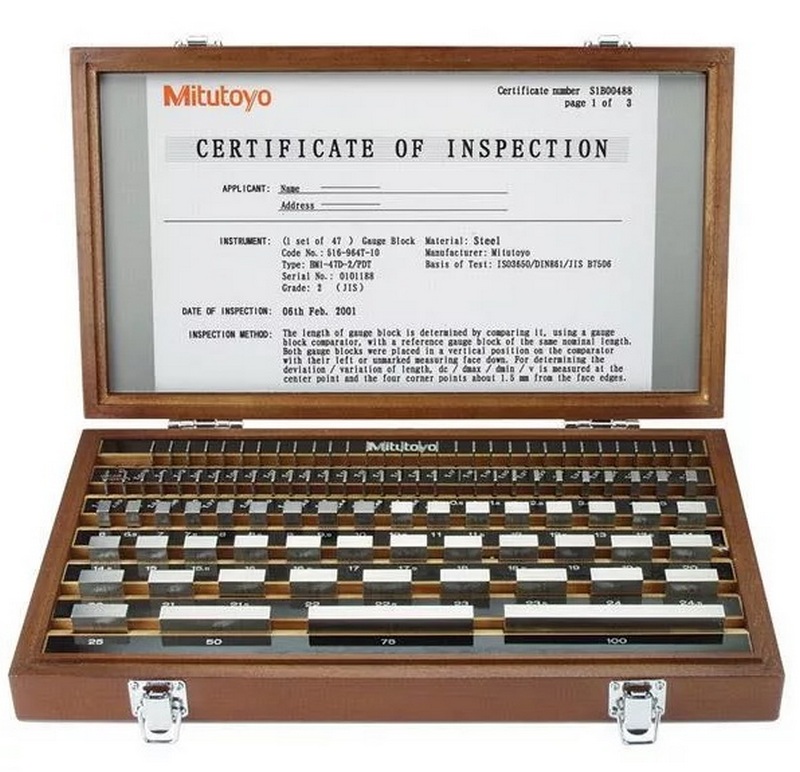
1. sıra: "47 adet düzlem paralel mastar blokları seti, Doğruluk sınıfı 1 MITUTOYO 516-959-10"
Bir Japon üreticiden yüksek hassasiyetli ölçümler için çok pahalı ve çok işlevli bir CMD kiti. Kit, 47 adet farklı karo içerir, bu nedenle herhangi bir ölçüm yapmak mümkündür ve dahası, üçüncü taraf kitlerden elemanların kullanımına başvurmadan standart olmayan tipte herhangi bir ölçüm bloğu oluşturmak mümkündür. Üretim malzemesi - yüksek alaşımlı çelik. Üretim ülkesi Japonya, perakende zincirleri için belirlenen maliyet 185.000 ruble.
Avantajlar:
- Çok yönlülüğü ve doğruluk sınıfı için makul fiyat;
- Depolama ve nakliye için uygun çanta;
- Hem Rus hem de Avrupa standartlarına uygunluk.
Kusurlar:
- Algılanmadı.
Bir epilog yerine
Söz konusu enstrümanların pazarının analizi, hemen hemen tüm segmentlerdeki pozisyonların çoğunun yerli üreticiler tarafından işgal edildiğini ortaya koydu. Bununla birlikte, bu, malların ucuzluğunu (ki bu kötüdür) veya kalitelerini (ki bu iyi) hiçbir şekilde etkilemez. Bunun nedeni, Rus koşullarında ölçüm ekipmanının sertifikasyonunun hızlandırılması sürecinin yanı sıra, tarihi yakında yüz yıla ulaşacak olan bu tür aletlerin üretimi için iyi bir endüstri okulunun varlığı olabilir. Aynı zamanda, yabancı üretici premium sınıfta ve az sayıda emtia kaleminde temsil edilmektedir. Bununla birlikte, yabancı üretici, kitlerini mümkün olduğunca çok yönlü hale getirmeye çalışıyor ve bu da fiyatlarını önemli ölçüde artırıyor. Ayrıca, yabancı malların hem Rus hem de Avrupa olmak üzere çifte denetime tabi tutulması nedeniyle maliyetleri artacaktır. Aynı zamanda hem bizim hem de yabancı modellerimizin doğruluk kalitesinin her zaman üst düzeyde olduğunu vurgulamak isterim. KMD'nin satın alınmasıyla ilgili olarak: bunları yalnızca güvenilir İnternet sitelerinden satın almak gerekir ve pasaportta fabrika doğrulamasında bir işaretin olup olmadığını kontrol etmek zorunludur (“denetim” - Batı örnekleri için).
yeni girişler
2022 için en iyi termal salata barlarının değerlendirmesi
Görüntüleme: 25
2022 için kriyolipoliz için en iyi cihazların değerlendirmesi
Görüntüleme: 24
2022'de saçlar için en iyi Rus şampuanlarının değerlendirmesi
Görüntüleme: 38
2022 için en iyi koruyucu ayakkabı kılıflarının sıralaması
Görüntüleme: 88
Kategoriler

2022'de 50cc'ye kadar en iyi ve en ucuz scooterların en üst sıralaması
Görüntüleme: 131652

2022'de bir daire için en iyi ses yalıtım malzemelerinin değerlendirmesi
Görüntüleme: 127691


2022'nin en iyi erkek spor ayakkabısı
Görüntüleme: 124034

2022'deki En İyi Kompleks Vitaminler
Görüntüleme: 121940


2022 için en iyi masa tenisi raketleri
Görüntüleme: 62478

2022 için en iyi lazer epilatörlerin değerlendirmesi
Görüntüleme: 18341

2022 için en iyi tırnak ve kütikül kerpetenlerinin sıralaması
Görüntüleme: 12373

2022'de Rostov-on-Don'daki en iyi tıbbi analiz laboratuvarları
Görüntüleme: 4794
Kullanışlı

2022 için en iyi vakumlama makinelerinin sıralaması
Görüntüleme: 1937

2022 için en iyi elektrikli ocakların değerlendirmesi
Görüntüleme: 2341

2022 için en güvenilir arkadan çekmeli traktörlerin değerlendirmesi
Görüntüleme: 17597

2022'deki En İyi Antiviraller
Görüntüleme: 33334

2022'nin en iyi 15 uçan kaykayı.Para için iyi değer
Görüntüleme: 29339
Popüler Makaleler
-
2022'de 50cc'ye kadar en iyi ve en ucuz scooterların en üst sıralaması
Görüntüleme: 131652 -
2022'de bir daire için en iyi ses yalıtım malzemelerinin değerlendirmesi
Görüntüleme: 127691 -
2022 için grip ve soğuk algınlığı için pahalı ilaçların ucuz analoglarının değerlendirmesi
Görüntüleme: 124519 -
2022'nin en iyi erkek spor ayakkabısı
Görüntüleme: 124034 -
2022'deki En İyi Kompleks Vitaminler
Görüntüleme: 121940 -

En iyi akıllı saatlerin en üst sıralaması 2022 - fiyat-kalite oranı
Görüntüleme: 114980 -

Gri saçlar için en iyi boya - en yüksek puan 2022
Görüntüleme: 113396 -

2022'de iç mekan çalışmaları için en iyi ahşap boyaların sıralaması
Görüntüleme: 110319 -

2022'deki en iyi eğirme makaralarının değerlendirmesi
Görüntüleme: 105330 -

2022 için erkekler için en iyi seks bebeklerinin sıralaması
Görüntüleme: 104367 -

2022'de Çin'den en iyi aksiyon kameralarının sıralaması
Görüntüleme: 102217 -

2022'de yetişkinler ve çocuklar için en etkili kalsiyum preparatları
Görüntüleme: 102012