Rating ng pinakamahusay na welding tractors at karwahe para sa 2022

Ang welding carriage (o welding tractor) ay isang espesyal na uri ng self-propelled na kagamitan na ginagamit upang tuloy-tuloy at tumpak na ilipat ang welding torch (o ilang) kasama ang kinakailangang trajectory sa panahon ng proseso ng welding. Ang maliit na sukat ng mekanismong ito ay nagpapahintulot na magamit ito sa mga pinaka-hindi naa-access na mga posisyon. Ang ganitong uri ng mekanisadong aparato ay magagawang magwelding ng mga tahi ng tumaas na haba, habang inaalis ang kadahilanan ng pagkakamali ng tao at pinapanatili ang isang mataas na antas ng kalidad ng gawaing isinagawa.

Nilalaman
Mga pangunahing detalye ng disenyo
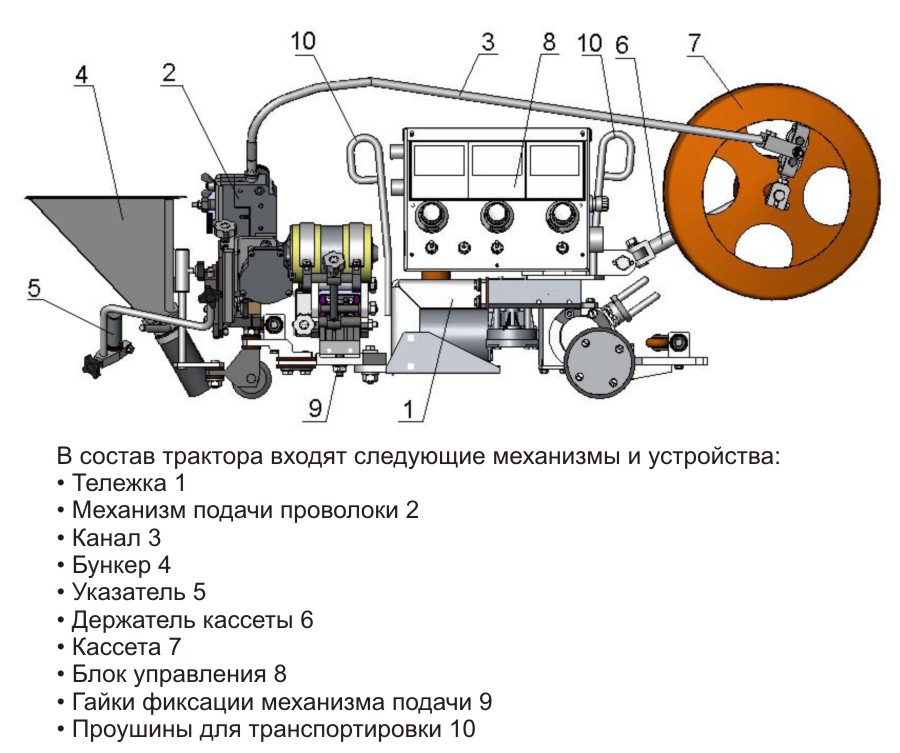
Sa pamamagitan ng welding carriage, isinasagawa ang electric arc welding. Tulad ng anumang awtomatikong makina, gumagana ito ayon sa isang tiyak na programa, may mga espesyal na gulong kung saan ito gumagalaw. Ang pangunahing tampok ng apparatus na ito ay maaaring tawaging self-propelledness nito - ang paggalaw ay isinasagawa kasama ang mga riles (inilatag kasama ang axis ng seam) nang nakapag-iisa o ang motion vector ay tinutukoy ng isang tao. Ang mga karwahe ay medyo compact, at napakadaling dalhin ang mga ito sa pagitan ng mga katabing silid dahil sa ang katunayan na ang mga riles para sa paggalaw ay magaan, at maaari silang dalhin kasama ng aparato. Ang pangunahing elemento ng pagtatrabaho ay ang ulo ng hinang, kung saan ibinibigay ang tunaw na gas. Malaki rin ang papel na ginagampanan ng consumable wire at protective flux. Sa pangkalahatan, ang disenyo ng aparato ay tulad ng isang troli na may control panel, kung saan matatagpuan ang traktor mismo at mga karagdagang mekanismo. Karamihan sa mga detalye ay maaaring itayo sa mekanismo o alisin sa disenyo nito. Sa pamamagitan ng kanilang sarili, ang mga inilarawan na device ay kadalasang ginagamit sa mga pang-industriyang negosyo at sa mga mid-level na workshop. Maaari silang magamit nang hiwalay at bilang bahagi ng isang malaking conveyor.Ang halaga ng posibleng pag-andar ay direktang makakaapekto sa presyo ng karwahe (halimbawa, ang mga mas mahal na modelo ay may kakayahang awtomatikong kontrolin ang kawastuhan ng geometry ng inilapat na tahi o maaaring independiyenteng i-regulate ang dami ng proteksiyon na pagkilos ng bagay na ibinigay).
Umiiral na klasipikasyon
Sa ngayon, maraming mga uri ng kagamitan na isinasaalang-alang ang binuo, na maaaring i-grupo ayon sa ilang pamantayan. Kung pinag-uusapan natin ang bilang ng mga makina na naka-install sa welding carriage / tractor, maaari silang nahahati sa:
- Single-engine - lahat ng paggalaw ay isinasagawa gamit ang isang solong makina (mayroon silang mas simpleng teknikal na mga katangian, gayunpaman, ang mga ito ay magaan ang timbang);
- Dual-motor - ang paggalaw ng karwahe ay kinokontrol ng dalawang motor sa magkaibang mga palakol (ang ganitong aparato ay mas malaki, ngunit may mas mataas na antas ng pagiging maaasahan, at ang mga parameter nito ay maaaring iakma sa isang mas pinong antas).
Ang pag-uuri ayon sa mga pamamaraan ng proteksyon na ginamit ay maaaring mangyari ayon sa mga sumusunod na uri:
- "Open arc welding" - sa pamamaraang ito, walang proteksyon ang ginagamit, samakatuwid, ang tahi ay maaaring sumailalim sa iba't ibang negatibong impluwensya, gayunpaman, ang proseso ng produksyon mismo ay nagiging mas mura;
- "Sa proteksyon ng gas" - sa pamamaraang ito, sa pamamagitan ng paglikha ng isang proteksiyon na kapaligiran mula sa mga aktibo / hindi gumagalaw na gas, hindi pinapayagan ang oxygen na pumasok sa tahi at hindi ito napapailalim sa iba pang negatibong impluwensya;
- "Submerged arc" - sa pamamaraang ito, ginagamit ang isang karagdagang pagkilos ng bagay, na nagpapabuti sa kalidad ng tahi sa metal na hinangin at sa parehong oras ay pinoprotektahan ang produksyon mula sa mga negatibong impluwensya;
- "Paggamit ng isang hindi nauubos na elektrod" - ang materyal na tagapuno ay hindi ginagamit sa proseso ng hinang.
Pag-uuri ayon sa paraan ng sabay-sabay na suportadong mga welding arc:
- Single arc - nangunguna sa isang arc, na inangkop para sa karamihan ng mga tradisyunal na operasyon, ay ang pinakasimpleng paraan at ginagamit sa mga single-motor na karwahe;
- Dalawang-arc - ay magagawang magsagawa ng isang pares ng mga arko nang magkatulad, habang ang hinang ay nangyayari nang sabay-sabay, na makabuluhang nagpapabilis sa pinaka kumplikadong mga operasyon, halimbawa, sa mass production;
- Three-arc - may kakayahang magpakilala ng tatlong arko nang sabay-sabay at inilaan para sa propesyonal na gawaing hinang na may mataas na pagiging kumplikado (maaari lamang gamitin sa dalawang-motor system).
Welding tractor na may PU para sa lahat ng posisyon
Ang ganitong uri ng traktor ay tumatakbo sa nababaluktot na bakal/aluminyo na riles, na nakapirmi sa machined na istraktura na may mga magnetic clamp. Ang flexibility ng rail ay nagbibigay-daan sa iyo upang ulitin ang mga contour ng welded object, habang ang seam ay ilalapat nang mahigpit ayon sa tinukoy na pattern. Ang pamamaraang ito ng automation ay lubos na produktibo sa paglikha ng tuluy-tuloy at mahabang tahi. Gayundin, ang isa sa mga pinakamahalagang tampok ng ganitong uri ng traktor ay ang kanilang makabagong function ng kontrol, salamat sa kung saan ang bilis ng karwahe ay pinananatili anuman ang natanggap na pagkarga (sa loob ng 45 kilo). Ang katotohanang ito ay nangangahulugan na ang traktor ay maaaring, sa panahon ng operasyon, hilahin ang welding wire feeders, pati na rin ang mga cable na kinakailangan para sa pagpapatakbo ng aparato.
Upang mapataas ang flexibility ng automated na proseso, ilang mga template ng programa ang binuo.Mayroong mga traktora na gumagana ayon sa programa para sa pagpapatupad ng mga welding seams sa isang kadena ng mga simpleng operasyon ("Instant start", "Stop", "Start of the welding arc", "Welding", "Stop", "Repeat" ). Bilang resulta, ang layunin ng paggamit ng mga template ng algorithm ay upang mapataas ang bilis at katumpakan ng hinang, na makabuluhang nagpapabilis sa proseso ng produksyon kumpara sa klasikal na manu-manong hinang. Kaya, ang PU (kontrol ng software) ay isang mainam na opsyon para sa pagpapatupad ng mga malalaking proyekto kung saan kinakailangan na i-automate ang parehong uri ng mga proseso.
Detalyadong functional na mga pakinabang ng paggamit ng mga welding tractors
Ang paggamit ng mga self-propelled welding tractors para sa semi-awtomatikong hinang sa mga shielding gas ay may mahalagang papel sa larangan ng buong automation ng mga kumplikadong proseso ng produksyon. Mahusay nilang binabago ang mga kondisyon, bilis at katumpakan ng trabaho kumpara sa maginoo na manu-manong hinang, at kabilang sa kanilang mga agarang pakinabang ay:
- Application ng standard welding equipment - sa kaso ng permanenteng paggamit sa industriya ng welding tractors, hindi na kailangang bumili ng anumang iba pang mga opsyon para sa mga espesyal na device - karamihan sa mga traktor ay madaling tugma sa tradisyonal na semi-awtomatikong welding machine at isang malawak na hanay ng welding torches.
- Walang pangangailangan para sa mga gastos sa pananalapi para sa karagdagang pagsasanay ng mga operator - ang pagpapatakbo ng welding carriage mismo ay madaling maunawaan, at maaari itong magamit ng sinumang welder na pamilyar sa pagpapatakbo ng mga semi-awtomatikong makina. Ang tanging bagay ay kailangan mo pa ring dumaan sa paunang briefing, ngunit maaari itong tumagal ng maximum na 2 araw.Bilang karagdagan, ang hinang ng karwahe ay pinapayagan na ipagkatiwala kahit na sa mga espesyalista na may mas mababang mga kwalipikasyon kahit na may kaugnayan sa manu-manong proseso. Ito ay dahil sa ang katunayan na ang pangunahing mga parameter ng welding (bilis ng feed ng wire, boltahe at kasalukuyang) ay paunang itinakda ng mas maraming karanasan na mga espesyalista nang direkta sa control panel, at ang bilis ng kontrol ng hinang (bilis ng karwahe) at ang pagkahilig ng welding torch may kaugnayan sa ibabaw na tratuhin ay nasa labas din ng kontrol ng kasalukuyang operator at natukoy nang maaga. Kaya, kailangan lamang ng operating operator na ilagay ang karwahe sa tamang posisyon sa ibabaw ng bagay na i-welded, piliin ang kinakailangang welding mode at pindutin ang "Start" na buton. Pagkatapos nito, nananatili lamang ito upang biswal na kontrolin ang buong pamamaraan.
- Pagpapabuti ng pangkalahatang kalidad - kapag hinang gamit ang isang traktor, ang distansya mula sa anggulo ng sulo (kapwa sa kabuuan at sa kahabaan ng mga kasukasuan) hanggang sa labasan ng welding torch nozzle, na nagtatakda ng laki ng arko, ay magiging permanente at kontrolado ng hinang tanglaw na naka-install sa lalagyan. Ang bilis ay mananatiling hindi nagbabago para sa buong distansya ng arko sa kahabaan ng joint. Ang trajectory ng paglipat ng arko ay napapailalim din sa kontrol. Ang lahat ng ito ay nag-aambag sa kinokontrol na pagtagos, ang paglikha ng isang makinis na patumpik-tumpik at pare-parehong istraktura ng weld, ang pag-iwas sa mga undercut, isang pagtaas sa geometric na kalidad ng inilapat na hinang, at ang paglikha ng isang makinis na daloy sa base metal ng idineposito na butil. Kapag ginagamit ang oscillating block ng burner, ang kalidad ng hinang ng nakaharap at pagpuno ng mga kuwintas ng mga seams na may maraming mga pass ay napabuti.Kahit na ang weld joint ay hindi maayos na binuo, ang magandang kalidad ng trabaho ay maaaring makuha sa pamamagitan ng katotohanan na ang karamihan sa mga karwahe ay may mga stop roller na maaaring subaybayan ang magkasanib na linya habang itinatama ang landas ng welding torch.
- Ang pagtaas ng intensity ng proseso ng hinang - natural na ang anumang automation ng anumang proseso ay ginagawang posible upang madagdagan ang intensity ng paggawa. Tungkol sa paksa ng hinang ng karwahe, ayon sa mga istatistika, ang intensity ng paggawa ay tataas ng 40-45% ng kabuuang oras ng pagtatrabaho, na katumbas ng pagtitipid ng mga tatlo o tatlo at kalahating oras bawat shift, kumpara sa manual welding. Sa mga kaso kung saan ginagamit ang mga mahal at multifunctional na welding tractors, ang figure na ito ay maaaring lumapit sa pagtitipid ng lima o anim na oras ng oras ng pagtatrabaho bawat shift. Bilang isang simpleng halimbawa, ang sumusunod na sitwasyon ay maaaring banggitin: kahit na ang isang bihasang welder na may isang tiyak na halaga ng tiyaga ay bihirang makakagawa ng isang tahi na mas mahaba kaysa sa isang metro nang hindi binabago ang kanyang posisyon. Sa anumang kaso, kakailanganin niyang ilipat ang kanyang sarili sa pinagtahian o baguhin ang posisyon ng workpiece. Naturally, sa pagsasagawa ng mga operasyong ito, ang welder ay pinipilit na patayin ang arko. Kapag nagpapatuloy sa trabaho at bago ang ipinag-uutos na welding ng overlap ng seam sa pamamagitan ng 15-25 millimeters, kailangan muna niyang linisin ang dulo ng tahi mula sa mga pelikula at splashes. Ang welding tractor, sa kabilang banda, ay gumagalaw nang walang pagkagambala, sabay-sabay na hinang ang isang tahi sa anumang haba, kaya hindi nito kailangang baguhin ang posisyon nito (tulad ng isang welder), habang nakakaabala sa mga operasyon. Kaya, ang pana-panahong pagkagambala ng gawaing hinang ay hindi nangyayari.Bilang karagdagan, ang kawalan ng pangangailangan para sa panaka-nakang pahinga ng welder ay magkakaroon din ng isang mahalagang papel, dahil hindi kinakailangan na permanenteng kontrolin ang pag-unlad ng bilis ng hinang at sa parehong oras ay mapanatili ang tamang pag-abot ng elektrod upang makakuha ng isang mas mahusay na hinang. Ito ay nagpapakita na ang operator ay maaaring masubaybayan hindi lamang ang kanyang sariling maliit na seksyon ng arko, ngunit siya rin ay may kakayahang kontrolin ang sitwasyon sa pangkalahatan, kabilang ang pagmamasid sa mga aksyon ng iba pang mga operator na nagpoproseso ng parehong bagay upang napapanahong i-coordinate ang kanilang mga aksyon sa kanila. . Ang parehong ay maaaring sinabi tungkol sa kontrol sa pag-uugali ng istraktura mismo sa proseso ng trabaho. Ang isang malaking plus ay maaaring ang paggamit ng isang aparato na may dalawang welding torches, na ginagawang posible na sabay na magsagawa ng dalawang seams nang magkatulad o gumawa ng dalawang pass sa parehong tahi kapag naghihiwalay sa mga gilid. Kasabay nito, ang isang operator ay maaaring maghatid ng ilang mga karwahe nang sabay-sabay, na higit pang magpapataas ng produktibidad ng maraming beses.
- Ang pagbabawas ng porsyento sa larangan ng deformation welding - ang kontrol sa pag-input ng init ay nagpapahintulot sa iyo na bawasan ang kabuuang porsyento ng deformation ng machined na istraktura pagkatapos makumpleto ang trabaho. Ang sitwasyong ito ay isang direktang kinahinatnan ng katotohanan na sa panahon ng pagproseso ng napaka-tumpak na mga parameter ng hinang ay pinananatili - arc boltahe at bilis ng hinang, na hindi maaaring makamit sa loob ng balangkas ng manu-manong produksyon. Bilang karagdagan, ang patuloy na pagpatay / pag-aapoy ng arko kapag ang welder ay gumagalaw kasama ang haba ng tahi, pati na rin ang pangangailangan na isagawa ang pamamaraan para sa pagsasara ng tahi - lahat ng ito ay nakakaapekto sa panganib ng kasunod na mga deformation. Dapat pansinin na ang pagtahi sa dalawang karwahe sa parehong oras ay magbabawas ng panganib ng mga posibleng negatibong kahihinatnan ng kalahati.
- Mga pagtitipid sa mga consumable ng hinang - ang pangyayaring ito ay lumitaw dahil sa pagpapatupad ng mas pinong mga pagsasaayos ng mga parameter ng hinang at ang kanilang pagpapanatili sa buong trabaho. Bilang pangunahing kadahilanan, maaari isa-isa ang pagbaba sa mga pagkalugi sa dami ng welding wire sa panahon ng spatter. Nakakaapekto rin ito sa kawalan ng mga pagkagambala sa panahon ng trabaho, kapag gumagalaw sa kahabaan ng joint ng welder, at, sa katunayan, ang mismong pagpapatuloy ng trabaho (ang kawalan ng pangangailangan na mag-overlap sa mga seams ay makabuluhang nakakatipid ng mga materyales sa hinang). Ang bilang ng mga pass ay maaaring mabawasan dahil sa posibilidad ng hinang na may transverse vibrations. Bilang karagdagan, sa pagkakapareho at homogeneity ng lahat ng mga operasyon, ang pagkonsumo ng proteksiyon na gas ay nabawasan, na magiging isang makabuluhang artikulo sa mga tuntunin ng pagtitipid kapag ang mga mamahaling argon-based na gas mixtures ay ginagamit para sa proteksyon.
- Ang mga auxiliary na proseso ay mangangailangan ng mas kaunting gastos - ang gastos ng mga karagdagang operasyon, tulad ng paglilinis ng apektadong init na zone at seam deburring, pati na rin ang pag-alis ng seam reinforcement, ay makabuluhang mababawasan dahil sa katotohanan na ang makinis at maayos na mga tahi ay makukuha na. sa unang pass. Ang pagbabawas ng antas ng spatter ay makakaapekto rin sa mga gastos na nauugnay sa grouting.
- Ang pagtaas ng antas ng produksyon sa kapaligiran - makakamit ang mga kondisyon sa pagtatrabaho sa kapaligiran dahil sa ang katunayan na ang welder ay nasa lugar ng operator, at hindi uupo sa malapit sa usok at init na nabuo sa panahon ng arc welding.
Bilang isang resulta, sa paggamit ng tractor welding, posible na i-automate ang anuman, kahit isang maliit, negosyo at dalhin ito sa isang "plus".Ito ay totoo lalo na para sa mga kumpanyang iyon kung saan ang mga kawani ng mga espesyalista ay may sapat na karanasan sa pagtatrabaho sa semi-awtomatikong hinang sa mga shielding gas - kung gayon ang resulta ay makakamit sa pinakamaikling posibleng panahon at magiging mas malinaw. Bilang karagdagan, ang pagpapakilala ng mga karwahe / traktora ay hindi mangangailangan ng napakalaking pamumuhunan at magbabayad nang napakabilis (maliban kung ang isang napakalaking at kumplikadong proyekto ay binalak) at may oras para sa pag-install:
- Ang ilang mga modelo ng karwahe ay mas mura kaysa sa kanilang mga nakalubog na traktor na katapat;
- Sa kabila ng katotohanan na ang dami ng pagbili ng mga consumable (mga shielding gas at consumable wire) ay mananatili sa parehong antas, gayunpaman, ang kanilang mga gastos ay bababa nang malaki;
- Hindi na kailangang bumili ng karagdagang kagamitan para sa calcining ng pagkilos ng bagay, pati na rin muling magbigay ng kasangkapan sa isang espesyal na silid para dito;
- Walang pangangailangan para sa isang radikal na pagbabago sa teknolohiya ng mga prosesong isinasagawa (halimbawa, hindi na kailangang magpakilala ng mga bagong uri ng pagputol sa gilid);
- Hindi na kailangang sanayin ang mga tauhan sa mga bagong pamamaraan ng welding, ayon sa pagkakabanggit, hindi na kakailanganin ang karagdagang sertipikasyon at pagpapatunay ng mga manggagawa.
Mga kasalukuyang pagkukulang
Sa kasamaang palad, sa lahat ng makabuluhang positibong aspeto, ang mga device na isinasaalang-alang ay mayroon ding mga makabuluhang disbentaha:
- Bago simulan ang trabaho, kakailanganin mong gawin ang lahat ng mga setting nang napakatumpak;
- Ang mga kagamitan sa katumpakan ay napapailalim sa mga kumplikadong pagkasira, kaya ang mabilis na pag-aayos at pagpapatuloy ng trabaho ay lubhang nagdududa;
- May mga tiyak na paghihigpit sa maximum/minimum na diameter ng mga looped seams;
- Ang pamamaraan mismo ay madalas na may maliit na masa, ngunit ang isang hindi sinasadyang labis na pagkarga dito ay maaaring mabilis na hindi paganahin ito;
- Nangangailangan ang operasyon ng ilang mga kasanayan, na ginagawang hindi madaling ma-access ang diskarteng ito para sa maliliit na negosyo;
- Mataas na presyo.
Mga problema ng karampatang pagpili
Ang bawat gawain ng hinang ay may sariling mga tiyak na parameter na kailangang maingat na suriin kapag bumili ng isang karwahe / traktor. Para sa mga gawain ng maliliit na volume na hindi nagsasangkot ng partikular na kumplikado at nangangailangan lamang ng patuloy na pagpapatupad ng parehong uri ng mga operasyon, ang mga single-engine na makina na walang kontrol sa programa ay lubos na angkop. Madali silang patakbuhin, huwag magpakita ng anumang partikular na kahirapan sa kaganapan ng mga sitwasyon sa pagkumpuni. Kung sakaling kailanganin ang isang malakihang proyekto, at higit pa sa pagpapatupad nito sa maikling panahon, mas mahusay na bumili ng mga sample ng multi-arc at multi-motor. Gayon din ang ilalapat sa pagpapatupad ng mass production.
MAHALAGA! Kapag bumibili, ang pangunahing criterion sa pagpili ay dapat na ang tagapagpahiwatig ng maximum at minimum na kasalukuyang, pati na rin ang laki ng mga consumable wire na ginamit!
Rating ng pinakamahusay na welding tractors at karwahe para sa 2022
Segment ng presyo ng badyet
Pangalawang lugar: "EvoSAW 1250-II"
Ang self-propelled na apparatus na ito ay iniangkop upang malayang magsagawa ng welding work gamit ang flux; structurally nahahati sa dalawang bloke (talagang automated device at inverter power supply). Ito ay nailalarawan sa pamamagitan ng isang pagtaas ng bilis ng trabaho - sa loob ng animnapung segundo ay madaling makumpleto ang isang tahi na may haba na 10 hanggang 15 sentimetro. Gayunpaman, ang bilis ng mga gawain ay maaapektuhan ng kapal ng metal na pinoproseso. Sa iba pang mga bagay, ang inverter ay maaaring gamitin bilang isang stand-alone na kagamitan para sa pagputol sa isang partikular na lalim (air-arc gouging) o bilang isang manu-manong welding machine. Kasama sa package ang isang sistema ng proteksyon laban sa mga short circuit at overheating.Ang bansang pinagmulan ay Russia, ang inirerekumendang retail na presyo ay 250,000 rubles.

Mga kalamangan:
- Ang pagkakaroon ng proteksyon;
- Posibilidad ng hiwalay na paggamit ng mga elemento;
- Kalidad ng build.
Bahid:
- Ito ay may mga limitasyon sa kapal ng welded metal.
Unang lugar: ADF-1000
Ang sample na ito mula sa isang tagagawa ng Russia ay maaaring magsagawa ng multi-layer at single-layer welding na may surfacing ng consumable wire sa ilalim ng flux protection. Gayunpaman, mangangailangan ito ng three-phase electrical connection. Ang software na ibinigay sa kit ay malulutas ang isyu ng pag-synchronize ng bilis ng paggalaw at ang feed ng electrode wire. Nagagawa ng unit na gumalaw pareho sa mga pre-installed na riles at direkta sa ibabaw ng bagay na pinoproseso. Ang isang remote control ay magagamit, kung saan posible ring ayusin ang boltahe ng hinang. Ang gumaganang elemento - ang ulo - ay palipat-lipat, maaaring mai-install sa isang tiyak na anggulo sa gumaganang ibabaw. Para sa kaginhawahan ng visual na kontrol, isang laser designator ang ibinigay sa disenyo. Ang mga tahi ay maaaring ilapat pareho sa annular at sa isang tuwid na pamamaraan ng linya. Ang aparato ay may kakayahang mag-welding nang walang pagputol ng mga gilid o kasama nila (puwit), pagsali sa "taurus" (sa isang anggulo), at magkakapatong na mga tahi. Ang inirekumendang presyo ay 260,000 rubles.

Mga kalamangan:
- Ang paggalaw sa ibabaw ng gumaganang bagay ay magagamit;
- Ang pagkakaroon ng isang laser marker;
- May remote control.
Bahid:
- Kinakailangan ang isang three-phase na koneksyon sa mains.
Gitnang bahagi ng presyo
2nd place: Promotech LIZARD
Ang sample na ito ay may matatag na bilis ng paggalaw, na nananatiling hindi nagbabago sa buong daloy ng trabaho.Ang katotohanang ito ay ginagawang posible upang makamit ang matinding katumpakan sa paggamit ng weld, pati na rin upang matiyak ang pinabuting kalidad nito. Kasabay nito, ang materyal na tagapuno ay gagamitin nang labis na matipid. Maaaring i-program ang makina upang manahi ng mahaba o espesyal na tahi na may mga tahi. Sa pamamagitan lamang ng pagpindot sa dalawang mga pindutan posible upang matukoy ang uri ng nais na tahi, habang ang mga parameter ng haba, line spacing, seam filling, crater filling time ay maaari nang i-preset. Ang isang napakahalagang opsyon ay ang pagkakaroon ng isang oscillatory unit, sa tulong kung saan ang mga kinakailangang pamantayan para sa operasyon ng hinang ay awtomatikong napili. Ang bloke na ito ay makabuluhang nagpapalawak ng mga kakayahan ng aparato, na kung saan ay lalong mahalaga para sa mga vertical seams at seams na may pagputol sa gilid. Ang inirekumendang presyo ay 312,000 rubles.

Mga kalamangan:
- Matibay at magaan na one-piece na katawan;
- Ang pagkakaroon ng isang magnetic positioning system;
- May kakayahang mag-record ng hanggang 40 mga template ng programa.
Bahid:
- Hindi natukoy:
Unang lugar: "Riland-Aurora PRO MZ 1250"
Isang magandang sample mula sa isang Chinese manufacturer, na mayroong modular architecture na may hiwalay na inverter. Ang yunit ay may kakayahang magsagawa ng nakalubog na arc welding operations sa isang automated mode. Ang mode na ito ay magkakaroon ng positibong epekto sa epektibong pagpabilis ng produksyon sa pangkalahatan, habang ang kalidad ng mga inilapat na tahi ay hindi mawawala. Magagawang magwelding sa isang anggulo, pati na rin ang overlap at kahit na puwit. Maaari itong ilipat pareho kasama ang naprosesong bagay at kasama ang isang naibigay na vector sa tulong ng mga naka-install na riles. Ang posisyon ng weld ay medyo madaling iakma - maaari itong matatagpuan sa labas ng track at sa loob nito.Ang aparato mismo ay napaka-simple sa istruktura, na nangangahulugang nadagdagan ang pagiging maaasahan. Proteksyon laban sa mga pagtaas ng kuryente at pag-init - kasalukuyan. Ang mataas na kalidad na sapilitang paglamig ay ibinibigay, na nakakaapekto sa pagtaas ng buhay ng serbisyo. Ang inirekumendang presyo ay 338,000 rubles.

Mga kalamangan:
- Available ang forced cooling system;
- Maaaring magsagawa ng hinang sa mga hindi karaniwang paraan;
- Paghiwalayin ang modular na arkitektura.
Bahid:
- Hindi mahanap.
Premium na klase
2nd place: "Svarog MZ1000"
Ang isa pang sample na Ruso na idinisenyo upang gumana sa mga bagay na metal na may kapal na 4 hanggang 30 milimetro. Nagpapakita ng mataas na produktibidad kapag ginagamit ang device sa halos tuluy-tuloy na pagpapatakbo ng produksyon. Ang pagkapantay-pantay ng arko ay sinisiguro ng maayos na pagsasaayos ng mga nakatakdang kasalukuyang parameter, na nangangahulugang mas mahusay na pagtahi. Ang unit ay may insider stabilization circuit na kumokontrol sa mga pagbabago sa boltahe ng input, ngunit mangangailangan ito ng isang three-phase network para ikonekta ito. Ang komportableng pamamahala at pagpapatakbo ay ibinibigay ng maliwanag at contrast na mga display ng impormasyon at ng control panel. Hanggang sa 100 mga template ng algorithm ang maaaring i-load sa memorya, na magbibigay-daan sa iyo na huwag i-set up muli ang kagamitan sa bawat pagkakataon. Ang inirekumendang presyo ay 350,000 rubles.

Mga kalamangan:
- Hanggang sa 100 programmable pattern;
- Mayroong panloob na circuit ng pagpapapanatag;
- Kalidad ng tahi.
Bahid:
- Kinakailangan ang isang three-phase network.
Unang lugar: ESAB A2 Multitrac
Napakahusay, ngunit napakamahal na modelo mula sa isang tagagawa ng Europa. Sa proseso ng produksyon, nagagawa nitong gumana sa dalawang arko, na naghahati sa consumable wire.Ang pag-access ng hangin sa lugar ng paglalapat ng tahi ay pinipigilan ng supply ng mga inert gas. Sa pamamagitan ng pag-install ng isang espesyal na adaptor, posible na gumawa ng air gouging na may carbon electrode. Ang thyristor inverter ay maaaring magbigay ng isang matatag na arko kahit na sa mababang boltahe. Ang inirekumendang presyo ay 1,100,000 rubles.

Mga kalamangan:
- Katatagan ng arko sa mababang boltahe;
- Parallel na operasyon na may dalawang arko;
- thyristor inverter.
Bahid:
- Mataas na presyo.
Sa halip na isang epilogue
Ang mga welding tractors/carriage ay isang simple ngunit functional na solusyon para sa awtomatikong arc welding. Nagagawa nilang lumipat sa isang paunang napiling landas o kasama ang mga espesyal na riles, na nag-iiwan sa isang tao na may obligasyon lamang na biswal na kontrolin ang gawaing ginagawa. Ang pangunahing gawain ng operator ay ang tama at naaangkop na itakda ang mga kinakailangang setting alinsunod sa gawaing ginagawa. Magagawa ng makina ang lahat ng gawain nang mag-isa. Ang uri ng trabaho ay maaaring ganap na naiiba, kaya ang mga aparato mismo ay maaaring maging magaan at mura o malaki at mahal. Gayunpaman, mas tama na sabihin na ang isang welding tractor o karwahe ay pangunahing nakatuon sa mga volume ng produksyon ng industriya.
mga bagong entry
Mga kategorya




Ang pinakamahusay na men's sneakers noong 2022
Views: 124049

Ang Pinakamahusay na Mga Kumplikadong Bitamina sa 2022
Views: 121953


Rating ng pinakamahusay na spearfishing knives para sa 2022
Mga view: 6619


Kapaki-pakinabang




Pinakamahusay na Antivirals sa 2022
Views: 33342

Mga Popular na Artikulo
-
Nangungunang ranggo ng pinakamahusay at pinakamurang mga scooter hanggang 50cc sa 2022
Views: 131667 -
Rating ng pinakamahusay na soundproofing na materyales para sa isang apartment sa 2022
Views: 127704 -
Rating ng murang analogues ng mga mamahaling gamot para sa trangkaso at sipon para sa 2022
Views: 124530 -
Ang pinakamahusay na men's sneakers noong 2022
Views: 124049 -
Ang Pinakamahusay na Mga Kumplikadong Bitamina sa 2022
Views: 121953 -

Nangungunang ranggo ng pinakamahusay na smartwatches 2022 - ratio ng kalidad ng presyo
Views: 114988 -

Ang pinakamahusay na pintura para sa kulay-abo na buhok - nangungunang rating 2022
Views: 113406 -

Pagraranggo ng pinakamahusay na mga pintura ng kahoy para sa panloob na trabaho sa 2022
Views: 110335 -

Rating ng pinakamahusay na spinning reels sa 2022
Views: 105340 -

Pagraranggo ng pinakamahusay na mga sex doll para sa mga lalaki para sa 2022
Views: 104380 -

Pagraranggo ng pinakamahusay na mga action camera mula sa China noong 2022
Views: 102228 -

Ang pinaka-epektibong paghahanda ng calcium para sa mga matatanda at bata sa 2022
Mga View: 102022