การจัดอันดับรถแทรกเตอร์และรถลากเชื่อมที่ดีที่สุดสำหรับปี 2022

รถเชื่อม (หรือรถเชื่อม) เป็นอุปกรณ์ขับเคลื่อนด้วยตัวเองชนิดพิเศษที่ใช้ในการเคลื่อนย้ายหัวเชื่อม (หรือหลายจุด) อย่างต่อเนื่องและแม่นยำไปตามวิถีที่ต้องการในระหว่างกระบวนการเชื่อม ขนาดที่เล็กของกลไกนี้ทำให้สามารถใช้งานได้ในตำแหน่งที่ไม่สามารถเข้าถึงได้มากที่สุด อุปกรณ์ยานยนต์ประเภทนี้สามารถเชื่อมตะเข็บที่มีความยาวเพิ่มขึ้น ในขณะที่ขจัดปัจจัยความผิดพลาดของมนุษย์ และรักษาคุณภาพงานที่ทำในระดับสูง

เนื้อหา
รายละเอียดการออกแบบเบื้องต้น
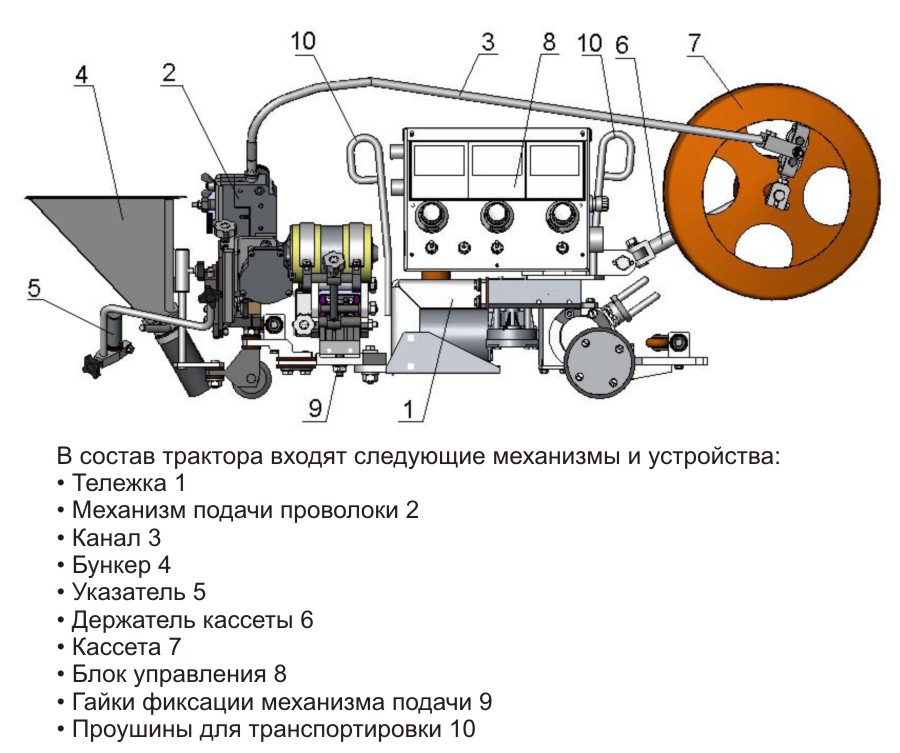
การเชื่อมอาร์กไฟฟ้าจะดำเนินการโดยใช้เครื่องเชื่อม เช่นเดียวกับเครื่องอัตโนมัติใด ๆ ที่ทำงานตามโปรแกรมบางอย่างมีล้อพิเศษที่เคลื่อนที่ได้ คุณสมบัติหลักของอุปกรณ์นี้สามารถเรียกได้ว่าเป็นตัวขับเคลื่อน - การเคลื่อนไหวจะดำเนินการตามราง (วางตามแนวแกนของตะเข็บ) อย่างอิสระหรือบุคคลกำหนดเวกเตอร์การเคลื่อนที่ ตู้โดยสารมีขนาดค่อนข้างกะทัดรัด และง่ายต่อการเคลื่อนย้ายระหว่างห้องที่อยู่ติดกัน เนื่องจากรางสำหรับเคลื่อนย้ายมีน้ำหนักเบา และสามารถพกพาติดตัวไปพร้อมกับอุปกรณ์ได้ องค์ประกอบการทำงานหลักคือหัวเชื่อมซึ่งมีการจ่ายก๊าซเหลว ลวดสิ้นเปลืองและฟลักซ์ป้องกันก็มีบทบาทอย่างมากเช่นกัน โดยทั่วไปแล้วการออกแบบอุปกรณ์จะเหมือนกับรถเข็นที่มีแผงควบคุมซึ่งมีตัวรถแทรกเตอร์และกลไกเพิ่มเติมอยู่ รายละเอียดส่วนใหญ่สามารถสร้างไว้ในกลไกหรือนำออกจากการออกแบบก็ได้ อุปกรณ์ที่อธิบายไว้มักใช้ในองค์กรอุตสาหกรรมและในการประชุมเชิงปฏิบัติการระดับกลาง สามารถใช้ได้ทั้งแบบแยกส่วนและเป็นส่วนหนึ่งของสายพานลำเลียงขนาดใหญ่ปริมาณการทำงานที่เป็นไปได้จะส่งผลโดยตรงต่อราคาของการขนส่ง (เช่น รุ่นที่มีราคาแพงกว่ามีความสามารถในการควบคุมความถูกต้องของรูปทรงของตะเข็บที่ใช้โดยอัตโนมัติหรือสามารถควบคุมปริมาณของฟลักซ์ป้องกันที่ปล่อยออกมาได้อย่างอิสระ)
การจัดประเภทที่มีอยู่
จนถึงปัจจุบันมีการพัฒนาอุปกรณ์หลายประเภทที่อยู่ระหว่างการพิจารณาซึ่งสามารถจัดกลุ่มได้ตามเกณฑ์ที่กำหนด ถ้าเราพูดถึงจำนวนเครื่องยนต์ที่ติดตั้งในรถลาก / แทรคเตอร์แล้วสามารถแบ่งออกเป็น:
- เครื่องยนต์เดียว - การเคลื่อนไหวทั้งหมดดำเนินการโดยใช้เครื่องยนต์เดียว (มีลักษณะทางเทคนิคที่ง่ายกว่า แต่มีน้ำหนักเบา)
- มอเตอร์คู่ - การเคลื่อนที่ของแคร่ตลับหมึกถูกควบคุมโดยมอเตอร์สองตัวตามแกนที่แตกต่างกัน (อุปกรณ์ดังกล่าวมีขนาดใหญ่กว่า แต่มีระดับความน่าเชื่อถือสูงกว่า และพารามิเตอร์สามารถปรับได้ในระดับที่ละเอียดกว่า)
การจำแนกตามวิธีการป้องกันที่ใช้สามารถเกิดขึ้นได้ตามประเภทต่อไปนี้:
- "การเชื่อมอาร์กแบบเปิด" - ด้วยวิธีนี้ไม่มีการป้องกันใด ๆ ดังนั้นตะเข็บอาจได้รับอิทธิพลเชิงลบต่าง ๆ อย่างไรก็ตามกระบวนการผลิตเองก็มีราคาถูกลง
- "ด้วยการป้องกันก๊าซ" - ด้วยวิธีนี้โดยการสร้างสภาพแวดล้อมการป้องกันจากก๊าซที่ใช้งาน / เฉื่อย ออกซิเจนจะไม่ได้รับอนุญาตให้เข้าไปในตะเข็บและไม่ได้อยู่ภายใต้อิทธิพลเชิงลบอื่น ๆ
- "อาร์คที่จมอยู่ใต้น้ำ" - ในวิธีนี้จะใช้ฟลักซ์เพิ่มเติมซึ่งช่วยปรับปรุงคุณภาพของรอยต่อบนโลหะที่เชื่อมและในขณะเดียวกันก็ปกป้องการผลิตจากอิทธิพลเชิงลบ
- “การใช้อิเล็กโทรดที่ไม่สิ้นเปลือง” - วัสดุตัวเติมไม่ได้ใช้ในกระบวนการเชื่อม
การจำแนกตามวิธีการเชื่อมอาร์คที่รองรับพร้อมกัน:
- อาร์คเดี่ยว - นำไปสู่อาร์คเดียว ซึ่งดัดแปลงสำหรับการทำงานแบบดั้งเดิมส่วนใหญ่ เป็นวิธีที่ง่ายที่สุดและใช้ในรถม้าแบบมอเตอร์เดี่ยว
- สองส่วนโค้ง - สามารถทำให้เกิดส่วนโค้งคู่ขนานได้ในขณะที่การเชื่อมเกิดขึ้นพร้อมกันซึ่งจะช่วยเร่งการทำงานที่ซับซ้อนที่สุดได้อย่างมากเช่นในการผลิตจำนวนมาก
- สามส่วนโค้ง - สามารถแนะนำสามส่วนโค้งในครั้งเดียวและมีไว้สำหรับงานเชื่อมระดับมืออาชีพที่มีความซับซ้อนสูง (สามารถใช้ได้ในระบบสองมอเตอร์เท่านั้น)
รถแทรกเตอร์เชื่อม PU สำหรับทุกตำแหน่ง
รถแทรกเตอร์ประเภทนี้ทำงานบนรางเหล็ก/อลูมิเนียมที่มีความยืดหยุ่น ซึ่งยึดกับโครงสร้างที่กลึงด้วยแคลมป์แม่เหล็ก ความยืดหยุ่นของรางทำให้คุณสามารถทำซ้ำรูปทรงของวัตถุที่เชื่อมได้ ในขณะที่ตะเข็บจะถูกนำไปใช้อย่างเคร่งครัดตามรูปแบบที่ระบุ วิธีการอัตโนมัตินี้ให้ประสิทธิผลอย่างมากในการสร้างตะเข็บที่ต่อเนื่องและยาว นอกจากนี้ หนึ่งในคุณสมบัติที่สำคัญที่สุดของรถแทรกเตอร์ประเภทนี้คือฟังก์ชันการควบคุมที่เป็นนวัตกรรมใหม่ ซึ่งต้องขอบคุณการรักษาความเร็วของรถขนส่งโดยไม่คำนึงถึงน้ำหนักที่ได้รับ (ภายใน 45 กิโลกรัม) ข้อเท็จจริงนี้หมายความว่ารถแทรกเตอร์สามารถดึงเครื่องป้อนลวดเชื่อมขึ้นรวมทั้งสายเคเบิลที่จำเป็นสำหรับการทำงานของอุปกรณ์ได้ในระหว่างการใช้งาน
เพื่อเพิ่มความยืดหยุ่นของกระบวนการอัตโนมัติ มีการพัฒนาเทมเพลตโปรแกรมหลายแบบมีรถแทรกเตอร์ที่ทำงานตามโปรแกรมสำหรับการดำเนินการตะเข็บเชื่อมในห่วงโซ่ของการดำเนินงานที่เรียบง่าย ("Instant start", "Stop", "Start of the welding arc", "Welding", "Stop", "Repeat" ). ด้วยเหตุนี้ จุดประสงค์ของการใช้เทมเพลตอัลกอริธึมคือเพื่อเพิ่มความเร็วและความแม่นยำในการเชื่อม ซึ่งทำให้กระบวนการผลิตเร็วขึ้นอย่างมากเมื่อเทียบกับการเชื่อมด้วยมือแบบคลาสสิก ดังนั้น PU (การควบคุมซอฟต์แวร์) จึงเป็นตัวเลือกในอุดมคติสำหรับการดำเนินโครงการขนาดใหญ่ ซึ่งจำเป็นต้องทำให้กระบวนการประเภทเดียวกันเป็นไปโดยอัตโนมัติ
ข้อดีการทำงานโดยละเอียดของการใช้รถแทรกเตอร์เชื่อม
การใช้รถแทรกเตอร์เชื่อมแบบขับเคลื่อนด้วยตัวเองสำหรับการเชื่อมแบบกึ่งอัตโนมัติในการป้องกันก๊าซมีบทบาทสำคัญในระบบอัตโนมัติเต็มรูปแบบของกระบวนการผลิตที่ซับซ้อน พวกเขาเปลี่ยนเงื่อนไขความเร็วและความแม่นยำของงานในเชิงคุณภาพเมื่อเปรียบเทียบกับการเชื่อมด้วยมือทั่วไปและข้อดีในทันทีคือ:
- การใช้อุปกรณ์เชื่อมมาตรฐาน - ในกรณีที่ใช้อย่างถาวรในอุตสาหกรรมรถแทรกเตอร์เชื่อม ไม่จำเป็นต้องซื้อตัวเลือกอื่นสำหรับอุปกรณ์พิเศษอีกต่อไป - รถแทรกเตอร์ส่วนใหญ่เข้ากันได้กับเครื่องเชื่อมกึ่งอัตโนมัติแบบดั้งเดิมและหลากหลาย คบเพลิงเชื่อม
- ไม่จำเป็นต้องมีต้นทุนทางการเงินสำหรับการฝึกอบรมเพิ่มเติมของผู้ปฏิบัติงาน - การทำงานของเครื่องเชื่อมนั้นใช้งานง่าย และช่างเชื่อมที่คุ้นเคยกับการทำงานของอุปกรณ์กึ่งอัตโนมัติสามารถใช้ได้ สิ่งเดียวคือคุณยังต้องผ่านการบรรยายสรุปเบื้องต้น แต่อาจใช้เวลาสูงสุด 2 วันนอกจากนี้ อนุญาตให้ใช้การเชื่อมแบบขนส่งได้แม้กระทั่งกับผู้เชี่ยวชาญที่มีคุณสมบัติต่ำกว่าแม้จะเกี่ยวข้องกับกระบวนการแบบแมนนวล เนื่องจากพารามิเตอร์การเชื่อมหลัก (ความเร็วป้อนลวด แรงดัน และกระแส) ถูกกำหนดไว้ล่วงหน้าโดยผู้เชี่ยวชาญที่มีประสบการณ์มากกว่าโดยตรงบนแผงควบคุม และความเร็วในการควบคุมการเชื่อม (ความเร็วแคร่) และความเอียงของหัวเชื่อม ในส่วนที่เกี่ยวกับพื้นผิวที่จะรับการบำบัดนั้นอยู่นอกเหนือการควบคุมของผู้ปฏิบัติงานปัจจุบันและกำหนดไว้ล่วงหน้า ดังนั้น ผู้ปฏิบัติงานต้องวางแคร่ตลับหมึกในตำแหน่งที่เหมาะสมเหนือวัตถุที่จะเชื่อม เลือกโหมดการเชื่อมที่ต้องการแล้วกดปุ่ม "เริ่ม" หลังจากนั้นจะเหลือเพียงการควบคุมขั้นตอนทั้งหมดด้วยสายตาเท่านั้น
- การปรับปรุงคุณภาพโดยรวม - เมื่อทำการเชื่อมโดยใช้รถแทรกเตอร์ ระยะห่างจากมุมของหัวตัด (ทั้งแนวขวางและตามรอยต่อ) ถึงทางออกของหัวเชื่อมหัวเชื่อมซึ่งกำหนดขนาดอาร์คจะเป็นแบบถาวรและควบคุมโดยการเชื่อม ไฟฉายที่ติดตั้งในที่ยึด ความเร็วจะยังคงไม่เปลี่ยนแปลงตลอดระยะส่วนโค้งตลอดแนวข้อต่อ เส้นทางการเคลื่อนที่ของส่วนโค้งยังอยู่ภายใต้การควบคุม ทั้งหมดนี้มีส่วนช่วยในการควบคุมการเจาะ การสร้างโครงสร้างรอยเชื่อมที่ละเอียดและสม่ำเสมอ การป้องกันอันเดอร์คัท การเพิ่มคุณภาพทางเรขาคณิตของรอยเชื่อมที่ใช้ และการสร้างการไหลที่ราบรื่นไปยังโลหะฐานของลูกปัดที่ฝาก เมื่อใช้บล็อกการสั่นของหัวเผาคุณภาพการเชื่อมของรอยต่อและการเติมลูกปัดของตะเข็บที่มีหลายรอบจะดีขึ้นแม้ว่ารอยเชื่อมจะไม่ได้ประกอบอย่างถูกต้อง แต่คุณภาพงานที่ดีสามารถเกิดขึ้นได้จากการที่รถม้าส่วนใหญ่มีลูกกลิ้งหยุดที่สามารถติดตามแนวรอยต่อในขณะที่แก้ไขเส้นทางของหัวเชื่อม
- การเพิ่มความเข้มข้นของกระบวนการเชื่อม - เป็นเรื่องปกติที่ระบบอัตโนมัติของกระบวนการใดๆ ก็ตาม ทำให้สามารถเพิ่มความเข้มของแรงงานได้ เกี่ยวกับหัวข้อของการเชื่อมแบบรถม้า ตามสถิติ ความเข้มของแรงงานจะเพิ่มขึ้น 40-45% ของเวลาทำงานทั้งหมด ซึ่งเท่ากับช่วยประหยัดเวลาได้ประมาณสามหรือสามชั่วโมงครึ่งต่อกะ เมื่อเทียบกับการเชื่อมด้วยมือ ในกรณีที่ใช้รถแทรกเตอร์เชื่อมที่มีราคาแพงและใช้งานได้หลากหลาย ตัวเลขนี้สามารถช่วยลดเวลาการทำงานได้ห้าหรือหกชั่วโมงต่อกะ ยกตัวอย่างง่ายๆ สถานการณ์ต่อไปนี้สามารถอ้างถึงได้: แม้แต่ช่างเชื่อมที่มีประสบการณ์ที่มีความอุตสาหะพอสมควรก็แทบจะไม่สามารถทำรอยต่อได้นานกว่าหนึ่งเมตรโดยไม่เปลี่ยนตำแหน่ง ไม่ว่าในกรณีใดเขาจะต้องเคลื่อนตัวไปตามรอยต่อที่ทำขึ้นหรือเปลี่ยนตำแหน่งของชิ้นงาน โดยธรรมชาติแล้วในการดำเนินการเหล่านี้ช่างเชื่อมจะถูกบังคับให้ดับส่วนโค้ง เมื่อทำงานต่อและก่อนที่จะทำการเชื่อมทับซ้อนของตะเข็บบังคับ 15-25 มม. เขาต้องทำความสะอาดปลายตะเข็บจากฟิล์มและการกระเด็นก่อน ในทางกลับกัน แทรคเตอร์สำหรับการเชื่อมจะเคลื่อนที่โดยไม่หยุดชะงัก พร้อมเชื่อมตะเข็บตามความยาวเท่าใดก็ได้ ดังนั้นจึงไม่จำเป็นต้องเปลี่ยนตำแหน่ง (เช่น ช่างเชื่อม) ในขณะที่ขัดจังหวะการทำงาน จึงไม่เกิดการหยุดชะงักของงานเชื่อมเป็นระยะนอกจากนี้ ไม่จำเป็นต้องมีส่วนที่เหลือเป็นระยะของช่างเชื่อมก็มีบทบาทสำคัญเช่นกัน เนื่องจากไม่จำเป็นต้องควบคุมความก้าวหน้าของความเร็วในการเชื่อมอย่างถาวร และในขณะเดียวกันก็รักษาระยะเอื้อมของอิเล็กโทรดที่เหมาะสมเพื่อให้ได้ เชื่อมได้ดีขึ้น นี่แสดงให้เห็นว่าผู้ปฏิบัติงานไม่เพียงแต่เฝ้าสังเกตส่วนโค้งเล็กๆ ของเขาเองเท่านั้น แต่ยังสามารถควบคุมสถานการณ์โดยทั่วไปได้ รวมถึงการดูการกระทำของผู้ปฏิบัติงานคนอื่นๆ ที่ประมวลผลวัตถุเดียวกันเพื่อประสานการกระทำของพวกเขากับพวกเขาในเวลาที่เหมาะสม . สามารถพูดได้เช่นเดียวกันเกี่ยวกับการควบคุมพฤติกรรมของโครงสร้างในกระบวนการทำงาน ข้อดีอย่างมากคือการใช้อุปกรณ์ที่มีหัวเชื่อมสองตัว ซึ่งทำให้สามารถทำสองตะเข็บขนานกันหรือผ่านสองรอบในตะเข็บเดียวกันเมื่อแยกขอบ ในเวลาเดียวกัน ผู้ปฏิบัติงานหนึ่งคนสามารถให้บริการตู้โดยสารหลายตู้พร้อมกัน ซึ่งจะช่วยเพิ่มผลผลิตได้อีกหลายครั้ง
- การลดเปอร์เซ็นต์ในด้านการเชื่อมแบบเปลี่ยนรูป - การควบคุมการป้อนความร้อนช่วยให้คุณลดเปอร์เซ็นต์โดยรวมของการเสียรูปของโครงสร้างกลึงหลังจากเสร็จสิ้นการทำงาน สถานการณ์นี้เป็นผลโดยตรงจากความจริงที่ว่าในระหว่างการประมวลผลพารามิเตอร์การเชื่อมที่แม่นยำมากจะถูกรักษาไว้ - แรงดันอาร์คและความเร็วในการเชื่อมซึ่งไม่สามารถทำได้ภายในกรอบการผลิตด้วยมือ นอกจากนี้การดับไฟ / การจุดระเบิดของส่วนโค้งอย่างต่อเนื่องเมื่อช่างเชื่อมเคลื่อนที่ไปตามความยาวของตะเข็บตลอดจนความจำเป็นในการทำตามขั้นตอนในการปิดตะเข็บ - ทั้งหมดนี้ส่งผลต่อความเสี่ยงของการเสียรูปที่ตามมา ควรสังเกตว่าการเย็บด้วยสองตู้พร้อมกันจะช่วยลดความเสี่ยงของผลกระทบด้านลบที่อาจเกิดขึ้นได้ครึ่งหนึ่ง
- การประหยัดวัสดุสิ้นเปลืองในการเชื่อม - เหตุการณ์นี้เกิดขึ้นจากการปรับพารามิเตอร์การเชื่อมที่ละเอียดยิ่งขึ้นและการบำรุงรักษาตลอดงานทั้งหมด จากปัจจัยหลัก เราสามารถระบุถึงการลดลงของการสูญเสียในปริมาตรของลวดเชื่อมในระหว่างการกระเด็น นอกจากนี้ยังส่งผลกระทบต่อการหยุดชะงักระหว่างการทำงานเมื่อเคลื่อนที่ไปตามรอยต่อของช่างเชื่อมและในความเป็นจริงการเริ่มต้นใหม่ในการทำงาน (ไม่จำเป็นต้องทับซ้อนตะเข็บช่วยประหยัดวัสดุเชื่อมได้มาก) จำนวนรอบสามารถลดลงได้เนื่องจากความเป็นไปได้ของการเชื่อมด้วยการสั่นสะเทือนตามขวาง นอกจากนี้ ด้วยความสม่ำเสมอและความสม่ำเสมอของการทำงานทั้งหมด การใช้ก๊าซป้องกันจึงลดลง ซึ่งจะเป็นบทความสำคัญในแง่ของการประหยัดเมื่อใช้ส่วนผสมของก๊าซที่มีอาร์กอนราคาแพงเพื่อการป้องกัน
- กระบวนการเสริมจะใช้ต้นทุนที่น้อยกว่า - ค่าใช้จ่ายในการดำเนินการเพิ่มเติม เช่น การทำความสะอาดบริเวณที่ได้รับผลกระทบจากความร้อนและการลบคมของตะเข็บ รวมถึงการถอดเสริมตะเข็บ จะลดลงอย่างมากเนื่องจากจะได้ตะเข็บที่เรียบและเรียบร้อยแล้ว ในรอบแรก การลดระดับการกระเด็นจะส่งผลต่อต้นทุนที่เกี่ยวข้องกับการอัดฉีดด้วย
- การเพิ่มระดับการผลิตด้านสิ่งแวดล้อม - สภาพการทำงานที่เป็นมิตรกับสิ่งแวดล้อมจะเกิดขึ้นได้เนื่องจากช่างเชื่อมจะอยู่ในตำแหน่งของผู้ปฏิบัติงาน และไม่นั่งใกล้กับควันและความร้อนที่เกิดขึ้นระหว่างการเชื่อมอาร์ก
ด้วยเหตุนี้ ด้วยการใช้การเชื่อมแบบแทรกเตอร์ จึงสามารถดำเนินการอัตโนมัติใดๆ ก็ตาม แม้แต่องค์กรขนาดเล็ก และนำไปสู่ "ข้อดี"โดยเฉพาะอย่างยิ่งสำหรับบริษัทเหล่านั้นที่พนักงานของผู้เชี่ยวชาญมีประสบการณ์เพียงพอในการทำงานกับการเชื่อมกึ่งอัตโนมัติในการป้องกันก๊าซ - จากนั้นผลลัพธ์จะเกิดขึ้นในเวลาที่สั้นที่สุดและจะเด่นชัดยิ่งขึ้น นอกจากนี้ การแนะนำรถม้า / รถแทรกเตอร์จะไม่ต้องใช้เงินลงทุนจำนวนมากและจะได้ผลค่อนข้างเร็ว (เว้นแต่จะมีการวางแผนโครงการขนาดใหญ่พิเศษและซับซ้อน) และมีเวลาสำหรับการติดตั้ง:
- รถลากบางรุ่นมีราคาต่ำกว่ารถไถที่จมอยู่ใต้น้ำ
- แม้ว่าปริมาณการซื้อวัสดุสิ้นเปลือง (ก๊าซป้องกันและลวดสิ้นเปลือง) จะยังคงอยู่ในระดับเดียวกัน แต่ต้นทุนจะลดลงอย่างมาก
- ไม่จำเป็นต้องซื้ออุปกรณ์เพิ่มเติมสำหรับการเผาฟลักซ์รวมทั้งเตรียมห้องพิเศษสำหรับสิ่งนี้อีกครั้ง
- ไม่จำเป็นต้องมีการเปลี่ยนแปลงครั้งใหญ่ในเทคโนโลยีของกระบวนการที่กำลังดำเนินการ (เช่น ไม่จำเป็นต้องแนะนำการตัดขอบแบบใหม่)
- ไม่จำเป็นต้องฝึกอบรมบุคลากรเกี่ยวกับวิธีการเชื่อมแบบใหม่ ตามลำดับ ไม่จำเป็นต้องมีการรับรองและการรับรองพนักงานเพิ่มเติม
ข้อบกพร่องที่มีอยู่
น่าเสียดายที่ด้านบวกที่สำคัญทั้งหมด อุปกรณ์ที่อยู่ระหว่างการพิจารณาก็มีข้อเสียที่สำคัญเช่นกัน:
- ก่อนเริ่มงาน คุณจะต้องทำการตั้งค่าทั้งหมดให้แม่นยำมาก
- อุปกรณ์ที่มีความแม่นยำนั้นอาจมีการเสียที่ซับซ้อน ดังนั้นการซ่อมแซมและเริ่มต้นใหม่อย่างรวดเร็วจึงเป็นที่น่าสงสัยอย่างยิ่ง
- มีข้อจำกัดเฉพาะเกี่ยวกับเส้นผ่านศูนย์กลางสูงสุด/ต่ำสุดของตะเข็บแบบมีห่วง
- เทคนิคนี้มักมีมวลน้อย แต่การโหลดมากเกินไปโดยไม่ได้ตั้งใจสามารถปิดการใช้งานได้อย่างรวดเร็ว
- การดำเนินงานต้องใช้ทักษะบางอย่าง ซึ่งทำให้เทคนิคนี้เข้าถึงได้ไม่ดีสำหรับธุรกิจขนาดเล็ก
- ราคาสูง.
ปัญหาการเลือกที่มีความสามารถ
งานเชื่อมแต่ละงานมีพารามิเตอร์เฉพาะของตัวเอง ซึ่งจำเป็นต้องตรวจสอบอย่างรอบคอบเมื่อซื้อรถขนส่ง/รถแทรกเตอร์ สำหรับงานที่มีปริมาณน้อยที่ไม่เกี่ยวข้องกับความซับซ้อนโดยเฉพาะและต้องการเฉพาะการดำเนินการอย่างต่อเนื่องของการดำเนินการประเภทเดียวกัน เครื่องเครื่องยนต์เดี่ยวที่ไม่มีการควบคุมโปรแกรมจะค่อนข้างเหมาะสม ใช้งานง่าย ไม่ก่อให้เกิดปัญหาใด ๆ ในกรณีของการซ่อมแซม ในกรณีที่จำเป็นต้องมีโครงการขนาดใหญ่ และยิ่งต้องดำเนินการในเวลาอันสั้น การซื้อตัวอย่างแบบหลายส่วนโค้งและแบบหลายมอเตอร์จะดีกว่า เช่นเดียวกับการดำเนินการผลิตจำนวนมาก
สำคัญ! เมื่อซื้อเกณฑ์การเลือกหลักควรเป็นตัวบ่งชี้กระแสสูงสุดและต่ำสุดรวมถึงขนาดของสายไฟสิ้นเปลืองที่ใช้!
การจัดอันดับรถแทรกเตอร์และรถลากเชื่อมที่ดีที่สุดสำหรับปี 2022
ส่วนราคางบประมาณ
อันดับที่ 2: "EvoSAW 1250-II"
เครื่องมือขับเคลื่อนด้วยตัวเองนี้ได้รับการดัดแปลงให้ทำงานเชื่อมได้อย่างอิสระโดยใช้ฟลักซ์ โครงสร้างแบ่งออกเป็นสองช่วงตึก (อุปกรณ์อัตโนมัติจริงและแหล่งจ่ายไฟของอินเวอร์เตอร์) มีความเร็วในการทำงานเพิ่มขึ้น - ภายในหกสิบวินาทีจะทำให้ตะเข็บที่มีความยาว 10 ถึง 15 ซม. เสร็จสมบูรณ์ อย่างไรก็ตาม ความเร็วของงานจะได้รับผลกระทบจากความหนาของโลหะที่กำลังดำเนินการ เหนือสิ่งอื่นใด อินเวอร์เตอร์สามารถใช้เป็นอุปกรณ์แยกเดี่ยวสำหรับการตัดตามความลึกที่กำหนด (เซาะร่องอากาศ) หรือใช้เป็นเครื่องเชื่อมแบบแมนนวล แพ็คเกจนี้มีระบบป้องกันการลัดวงจรและความร้อนสูงเกินไปประเทศต้นกำเนิดคือรัสเซียราคาขายปลีกที่แนะนำคือ 250,000 รูเบิล

ข้อดี:
- การปรากฏตัวของการป้องกัน;
- ความเป็นไปได้ของการใช้องค์ประกอบแยกกัน
- สร้างคุณภาพ
ข้อบกพร่อง:
- มีข้อจำกัดเกี่ยวกับความหนาของโลหะเชื่อม
อันดับที่ 1: ADF-1000
ตัวอย่างนี้จากผู้ผลิตในรัสเซียสามารถดำเนินการเชื่อมแบบหลายชั้นและแบบชั้นเดียวด้วยพื้นผิวลวดสิ้นเปลืองภายใต้การป้องกันฟลักซ์ อย่างไรก็ตาม มันจะต้องมีการเชื่อมต่อไฟฟ้าสามเฟส ซอฟต์แวร์ที่ให้มาในชุดจะช่วยแก้ปัญหาเรื่องการซิงโครไนซ์ความเร็วของการเคลื่อนที่และการป้อนลวดอิเล็กโทรด เครื่องสามารถเคลื่อนที่ได้ทั้งบนรางที่ติดตั้งไว้ล่วงหน้าและบนพื้นผิวของวัตถุที่กำลังดำเนินการโดยตรง มีรีโมทคอนโทรลซึ่งสามารถปรับแรงดันในการเชื่อมได้ องค์ประกอบการทำงาน - ส่วนหัว - สามารถเคลื่อนย้ายได้ สามารถติดตั้งในมุมหนึ่งกับพื้นผิวการทำงาน เพื่อความสะดวกในการควบคุมด้วยภาพ ตัวออกแบบเลเซอร์มีให้ในการออกแบบ ใช้ตะเข็บได้ทั้งแบบวงแหวนและแบบเส้นตรง อุปกรณ์นี้สามารถเชื่อมได้โดยไม่ต้องมีคมตัดหรือกับมัน (ก้น) เข้าร่วมใน "ราศีพฤษภ" (ในมุมหนึ่ง) และตะเข็บที่ทับซ้อนกัน ราคาที่แนะนำคือ 260,000 รูเบิล

ข้อดี:
- มีการเคลื่อนไหวบนพื้นผิวของวัตถุทำงาน
- การปรากฏตัวของเลเซอร์มาร์กเกอร์;
- มีรีโมทคอนโทรล
ข้อบกพร่อง:
- จำเป็นต้องมีการเชื่อมต่อสายไฟหลักสามเฟส
ส่วนราคากลาง
อันดับที่ 2 โปรโมเทค LIZARD
ตัวอย่างนี้มีความเร็วในการเคลื่อนที่ที่มั่นคง ซึ่งยังคงไม่เปลี่ยนแปลงตลอดเวิร์กโฟลว์ทั้งหมดข้อเท็จจริงนี้ทำให้สามารถบรรลุความแม่นยำสูงสุดในการใช้งานรอยเชื่อม ตลอดจนรับประกันคุณภาพที่ดีขึ้น ในขณะเดียวกัน วัสดุตัวเติมก็จะถูกนำมาใช้อย่างประหยัด เครื่องสามารถตั้งโปรแกรมให้เย็บตะเข็บแบบยาวหรือแบบพิเศษพร้อมตะเข็บได้ เพียงกดปุ่มสองปุ่มเท่านั้นจึงจะสามารถกำหนดประเภทของตะเข็บที่ต้องการได้ ในขณะที่พารามิเตอร์ของความยาว ระยะห่างระหว่างบรรทัด การเติมตะเข็บ เวลาในการเติมหลุมอุกกาบาตสามารถตั้งค่าล่วงหน้าได้ ตัวเลือกที่สำคัญมากคือการมีหน่วยออสซิลเลเตอร์ซึ่งเกณฑ์ที่จำเป็นสำหรับการเชื่อมจะถูกเลือกโดยอัตโนมัติ บล็อกนี้ขยายขีดความสามารถของอุปกรณ์ได้อย่างมาก ซึ่งเป็นสิ่งสำคัญอย่างยิ่งสำหรับตะเข็บแนวตั้งและตะเข็บที่มีการตัดตามขอบ ราคาที่แนะนำคือ 312,000 รูเบิล

ข้อดี:
- ตัวเครื่องชิ้นเดียวที่แข็งแรงและน้ำหนักเบา
- การมีอยู่ของระบบกำหนดตำแหน่งแม่เหล็ก
- สามารถบันทึกเทมเพลตโปรแกรมได้สูงสุด 40 รายการ
ข้อบกพร่อง:
- ตรวจไม่พบ:
อันดับที่ 1: "Riland-Aurora PRO MZ 1250"
ตัวอย่างที่ดีจากผู้ผลิตในจีนซึ่งมีสถาปัตยกรรมแบบแยกส่วนพร้อมอินเวอร์เตอร์แยกต่างหาก เครื่องสามารถดำเนินการเชื่อมอาร์กใต้น้ำในโหมดอัตโนมัติ โหมดนี้จะส่งผลในเชิงบวกต่อการเร่งความเร็วในการผลิตโดยทั่วไป ในขณะที่คุณภาพของตะเข็บที่ใช้จะไม่สูญหายไป สามารถเชื่อมเป็นมุม ทับซ้อนกัน และก้นได้ มันสามารถเคลื่อนที่ไปตามวัตถุที่ประมวลผลและตามเวกเตอร์ที่กำหนดโดยใช้รางที่ติดตั้ง ตำแหน่งของรอยเชื่อมนั้นค่อนข้างปรับได้ - สามารถอยู่ได้ทั้งนอกรางและด้านในตัวอุปกรณ์เองมีโครงสร้างที่เรียบง่ายมาก ซึ่งหมายถึงความน่าเชื่อถือที่เพิ่มขึ้น ป้องกันไฟกระชากและความร้อน - ปัจจุบัน มีการระบายความร้อนแบบบังคับคุณภาพสูงซึ่งส่งผลต่ออายุการใช้งานที่เพิ่มขึ้น ราคาที่แนะนำคือ 338,000 รูเบิล

ข้อดี:
- มีระบบระบายความร้อนบังคับ;
- สามารถเชื่อมด้วยวิธีที่ไม่ได้มาตรฐาน
- สถาปัตยกรรมแบบแยกส่วน
ข้อบกพร่อง:
- ไม่พบ.
ระดับพรีเมียม
อันดับที่ 2: "Svarog MZ1000"
ตัวอย่างภาษารัสเซียอีกชิ้นที่ออกแบบมาเพื่อทำงานกับวัตถุที่เป็นโลหะที่มีความหนา 4 ถึง 30 มม. แสดงผลผลิตสูงเมื่อใช้อุปกรณ์ในการดำเนินการผลิตที่เกือบจะต่อเนื่อง ความสม่ำเสมอของส่วนโค้งทำให้มั่นใจได้ด้วยการปรับพารามิเตอร์กระแสไฟที่ตั้งค่าได้อย่างละเอียด ซึ่งหมายถึงการเย็บที่ดีขึ้น หน่วยนี้มีวงจรป้องกันภาพสั่นไหวภายในที่ควบคุมความผันผวนของแรงดันไฟฟ้าขาเข้า แต่จะต้องใช้เครือข่ายสามเฟสในการเชื่อมต่อ การจัดการและการใช้งานที่สะดวกสบายมีให้โดยการแสดงข้อมูลที่สว่างและความคมชัดและแผงควบคุม สามารถโหลดเทมเพลตอัลกอริธึมได้สูงสุด 100 รายการในหน่วยความจำ ซึ่งจะทำให้คุณไม่สามารถตั้งค่าอุปกรณ์ได้อีกทุกครั้ง ราคาที่แนะนำคือ 350,000 รูเบิล

ข้อดี:
- ตั้งโปรแกรมได้ถึง 100 รูปแบบ;
- มีวงจรรักษาเสถียรภาพภายใน
- ตัดเย็บอย่างมีคุณภาพ
ข้อบกพร่อง:
- จำเป็นต้องมีเครือข่ายสามเฟส
อันดับที่ 1: ESAB A2 Multitrac
รุ่นที่ยอดเยี่ยม แต่มีราคาแพงมากจากผู้ผลิตในยุโรป ในกระบวนการผลิต มันสามารถทำงานกับสองส่วนโค้ง แยกลวดสิ้นเปลืองการเข้าถึงของอากาศไปยังบริเวณที่ใช้ตะเข็บถูกป้องกันโดยการจ่ายก๊าซเฉื่อย การติดตั้งอะแดปเตอร์พิเศษทำให้สามารถผลิตเซาะร่องอากาศด้วยอิเล็กโทรดคาร์บอนได้ อินเวอร์เตอร์ไทริสเตอร์สามารถให้อาร์คที่เสถียรแม้ในแรงดันไฟฟ้าต่ำ ราคาที่แนะนำคือ 1,100,000 รูเบิล

ข้อดี:
- เสถียรภาพอาร์คที่แรงดันต่ำ
- การทำงานแบบขนานด้วยสองส่วนโค้ง
- ไทริสเตอร์อินเวอร์เตอร์
ข้อบกพร่อง:
- ราคาสูง.
แทนที่จะเป็นบทส่งท้าย
แทรคเตอร์/รถลากสำหรับการเชื่อมเป็นวิธีการแก้ปัญหาที่เรียบง่ายแต่ใช้งานได้จริงสำหรับการเชื่อมอาร์กอัตโนมัติ พวกเขาสามารถเคลื่อนที่ไปตามเส้นทางที่เลือกไว้ล่วงหน้าหรือตามรางพิเศษ ซึ่งทำให้บุคคลมีหน้าที่ควบคุมงานที่ทำอยู่ด้วยสายตาเท่านั้น งานหลักของผู้ปฏิบัติงานคือการตั้งค่าที่จำเป็นให้ถูกต้องและเหมาะสมตามงานที่กำลังดำเนินการ เครื่องสามารถทำงานได้ทั้งหมดด้วยตัวเอง ประเภทของงานอาจแตกต่างกันโดยสิ้นเชิง ดังนั้นตัวอุปกรณ์เองจึงมีน้ำหนักเบาและราคาไม่แพงหรือเทอะทะและมีราคาแพง อย่างไรก็ตาม ถูกต้องกว่าที่จะบอกว่ารถแทรกเตอร์เชื่อมหรือรถลากเน้นที่ปริมาณการผลิตภาคอุตสาหกรรมเป็นหลัก
รายการใหม่
หมวดหมู่

รองเท้าผ้าใบผู้ชายที่ดีที่สุดในปี 2022
มุมมอง: 124049

วิตามินคอมเพล็กซ์ที่ดีที่สุดในปี 2022
มุมมอง: 121953

ภาพรวมของระดับที่ดีที่สุดและระดับเลเซอร์ Matrix
มุมมอง: 4470

รีวิวเครื่องทำน้ำอุ่นแอตแลนติกที่ดีที่สุดของปี 2022
มุมมอง: 4617

การจัดอันดับนักพัฒนาที่ดีที่สุดในมอสโกในปี 2022
มุมมอง: 3784

มีประโยชน์


การจัดอันดับเตาไฟฟ้าที่ดีที่สุดสำหรับปี 2022
มุมมอง: 2345

การจัดอันดับรถไถเดินตามที่วางใจได้ดีที่สุดสำหรับปี 2022
มุมมอง: 17605

ยาต้านไวรัสที่ดีที่สุดในปี 2022
มุมมอง: 33342

15 hoverboards ยอดนิยมของปี 2022 คุ้มค่าคุ้มราคา
มุมมอง: 29347
บทความยอดนิยม
-

อันดับสูงสุดของสกู๊ตเตอร์ที่ดีที่สุดและถูกที่สุดถึง 50cc ในปี 2022
มุมมอง: 131667 -

การจัดอันดับวัสดุกันเสียงที่ดีที่สุดสำหรับอพาร์ตเมนต์ในปี 2022
มุมมอง: 127704 -

การจัดอันดับความคล้ายคลึงกันราคาถูกของยาราคาแพงสำหรับไข้หวัดใหญ่และหวัดในปี 2022
มุมมอง: 124530 -
รองเท้าผ้าใบผู้ชายที่ดีที่สุดในปี 2022
มุมมอง: 124049 -
วิตามินคอมเพล็กซ์ที่ดีที่สุดในปี 2022
มุมมอง: 121953 -

อันดับสูงสุดของ smartwatches ที่ดีที่สุด 2022 - อัตราส่วนราคาต่อคุณภาพ
มุมมอง: 114988 -

สีที่ดีที่สุดสำหรับผมหงอก - คะแนนสูงสุด 2022
มุมมอง: 113406 -

อันดับสีทาไม้ที่ดีที่สุดสำหรับงานตกแต่งภายใน ปี 2565
มุมมอง: 110335 -

การจัดอันดับวงล้อหมุนที่ดีที่สุดในปี 2022
มุมมอง: 105340 -

อันดับตุ๊กตายางสำหรับผู้ชายที่ดีที่สุดในปี 2022
มุมมอง: 104380 -

อันดับกล้องแอคชั่นคาเมร่าที่ดีที่สุดจากประเทศจีนในปี 2022
มุมมอง: 102228 -

การเตรียมแคลเซียมที่มีประสิทธิภาพสูงสุดสำหรับผู้ใหญ่และเด็กในปี 2022
มุมมอง: 102022