Classement des meilleurs outils de coupe pour 2025

Une quantité importante de travaux de tournage est effectuée au moyen de fraises spéciales. En termes de fréquence d'utilisation, les outils coupants occupent une des premières places parmi ces buses. Il s'agit d'un type d'outil de tournage conçu pour couper des rainures profondes et étroites dans des objets vierges. En règle générale, ces modèles sont utilisés pour retirer une pièce déjà traitée d'une barre qui a été introduite dans un trou de broche. En raison des spécificités particulières de leur arête de coupe, les échantillons de coupe diffèrent considérablement de leurs homologues : fraises filetées, traversantes, ennuyeuses et autres types de fraises.
L'opération de tronçonnage ne prend pas une part aussi importante du temps de travail par rapport au temps total consacré à l'usinage de la pièce, cependant, elle est souvent la dernière dans la liste générale du cycle de travail, ce qui est dû à la fourniture d'un traitement de haute qualité de la face frontale de la pièce. Une sélection incorrecte de l'angle d'affûtage sur la plaque de coupe augmente considérablement le risque de copeaux et de rugosité sur la surface de coupe, ce qui, à son tour, entraînera le rejet du produit ou rendra impossible son traitement ultérieur. L'une des principales caractéristiques d'une fraise à tronçonner est que sa partie frontale, pendant le fonctionnement, plonge dans une rainure rétrécie, dont la taille en diamètre est légèrement supérieure à la largeur de la lame tranchante. Cette circonstance crée certaines difficultés pour l'élimination des déchets de copeaux et pour le processus de refroidissement de la buse, ce qui nécessite l'utilisation de solutions de travail non standard.

Contenu [Hide]
- 1 Caractéristiques de conception de la fraise à tronçonner
- 2 Types et portée des fraises coupantes
- 3 Fraises inversées - spécificités et avantages
- 4 Marquage appliqué
- 5 Avantages de l'utilisation de carbures dans les plaquettes de coupe
- 6 Recommandations pour le choix des outils de coupe
- 7 Principes de base du flux de travail
- 8 Classement des meilleurs outils de coupe pour 2025
- 9 Au lieu d'un épilogue
Caractéristiques de conception de la fraise à tronçonner
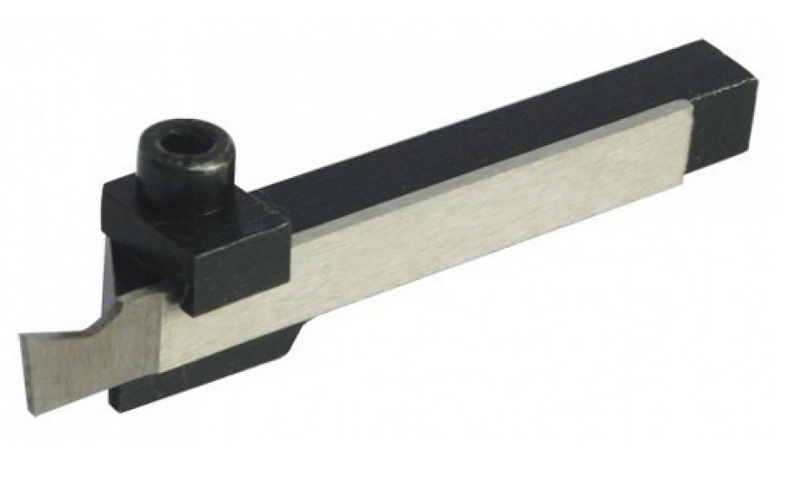
Lui-même est un outil de tournage monolithique tout en métal, composé d'une tête plate et d'un support massif. Il y a une plaque de coupe à l'extrémité de la tête. En comparaison avec d'autres types de buses tournantes, en plus du tranchant principal, la fraise possède également deux buses auxiliaires, situées des deux côtés de la buse principale, destinées à couper des surfaces du côté de la fente en cours de coupe. La lame de la tête de coupe devient plus étroite lorsqu'elle est déplacée vers le support à des angles de 1 à 3 degrés de chaque côté. Cette caractéristique de conception est nécessaire pour pouvoir réduire le frottement de la buse contre les parois de la rainure, ainsi que pour améliorer la circulation du fluide de coupe et l'éjection des copeaux.
La largeur de la tête de lame peut aller de 3 à 10 millimètres et sa longueur doit être choisie de manière à être supérieure de quelques millimètres au rayon de la pièce. Afin d'augmenter la résistance et de réduire le niveau de vibration, il est nécessaire d'utiliser des types spéciaux de fraises à tronçonner, dans lesquelles la partie avant est agrandie. Un tel outil sera doté d'un équilibre qualitatif par des têtes présentant des protubérances arrondies sur le dessus (elles sont également appelées «coqs»), et qui permettront de placer le tranchant sur la même ligne que l'axe du support.
Types et portée des fraises coupantes
Structurellement, les buses considérées sont divisées en préfabriqués et monolithiques (tout en métal).Ces derniers sont fabriqués à partir d'acier à outils robuste et leurs principales caractéristiques techniques sont réglementées par la norme d'État n ° 18874 de 1973. Les dimensions maximales d'un tel couteau sont:
- Pleine longueur - 80 millimètres;
- Longueur de la tête - 15 millimètres;
- La largeur du tranchant est de 12 millimètres.
IMPORTANT! Au fur et à mesure que le bord incisif est meulé, la longueur de la tête de cet outil diminuera, ce qui, par conséquent, abaissera la limite du diamètre de coupe.
Les modèles préfabriqués, à leur tour, peuvent être divisés en deux types. Le premier type ressemble à un échantillon monolithique, dans lequel la tête et le support sont constitués d'une seule barre, mais la plaque de coupe est un élément préfabriqué séparé installé à l'extrémité de la tête. Sa fixation peut se faire de deux manières - soit par soudure à la base, soit par fixation mécanique.
Le deuxième type de modèle préfabriqué est devenu le plus répandu dans le monde moderne des incisives assemblées. Il a une tête longue et plate avec un tranchant, qui est fixée mécaniquement dans un cadre spécial, qui agit comme une sorte de support. Ces fraises sont vendues avec des inserts interchangeables qui varient en épaisseur et en largeur. Entre autres choses, certains des échantillons décrits sont capables d'ajuster la longueur d'éjection de leur tête.
Outre les versions renforcées et standard de la buse de coupe de conception classique, d'autres types d'outils de coupe peuvent être utilisés pour travailler dans des conditions particulières, ce qui peut compenser la faible rigidité ou la faible puissance du tour. Cela inclut les modèles inversés ou à ressort, souvent utilisés dans la production à petite échelle ou dans les ateliers domestiques.Leurs têtes peuvent compenser les chocs dynamiques et absorber (dans la mesure du possible) les vibrations générées, ce qui permet d'obtenir la qualité de surface souhaitée et de protéger le tranchant contre les dommages.
IMPORTANT! La popularité des modèles inversés est apparue il y a environ cinq ou six ans, en raison du développement d'une plaquette de coupe efficace et facile à utiliser.
Fraises inversées - spécificités et avantages
Ce type d'équipement de coupe est appelé ainsi car il fonctionne dans le sens antihoraire, c'est-à-dire sur le mouvement inverse de la broche. Sa conception ressemble un peu à un couteau de bureau: une plaque en forme de longue lame et un support sont fixés sur une extrémité oblique. La lame est en acier rapide, allié au cobalt, et en coupe transversale, elle est représentée visuellement par la lettre «T» renversée, dans laquelle les deux barres transversales sont, pour ainsi dire, raccourcies. L'angle d'affûtage de l'extrémité du tranchant est de sept degrés, le fabricant peut produire des outils de différentes épaisseurs allant de un à trois virgule deux dixièmes de millimètre.
Le principal avantage de la fraise considérée est l'élimination facilitée des copeaux, car lorsque la broche est tournée dans le sens opposé, les copeaux, sous l'influence de leur propre poids, sont projetés. Ce mode réduit considérablement la probabilité de remplir la rainure de travail avec des copeaux usés, ce qui signifie qu'il n'y a presque aucun risque de panne ou de blocage de la machine. Les avantages supplémentaires d'une telle buse comprennent:
- Facilité d'affûtage des lames;
- Possibilité de traitement à une portée accrue ;
- Optimisation du processus de refroidissement (les copeaux descendent et le liquide de refroidissement est fourni par le haut) ;
- Possession d'une longue durée de vie même avec un réaffûtage répété de la plaquette de coupe.
Entre autres choses, le couteau inversé dispose d'un système de réglage de la hauteur du point, ce qui rend tout simplement inutile le besoin d'ajuster la position de la buse en position lors de l'utilisation de joints.
Marquage appliqué
Dans la Fédération de Russie, il existe trois normes d'État (GOST), qui ont été élaborées à l'époque soviétique et sont en vigueur depuis 1973 (elles ont l'index «73» à la fin du nom numérique du document) et qui sont visant à établir des règles pour le marquage des outils de coupe. La codification des buses et leurs dimensions standard en acier rapide sont établies par la norme n° 18874 ; buses à plaques en alliage dur - norme n° 18884 ; ayant des plaques courbes ("coq") en carbure - norme n° 18894. Il est tout simplement impossible d'établir correctement la géométrie et le type par marquage sans utiliser les tableaux techniques de ces normes. Dans les trois documents réglementaires répertoriés, chaque type a son propre code et le nombre de paramètres indiqués dans les tableaux. Le seul élément informatif déchiffrable du marquage est la classification de l'alliage de la partie coupante. Par exemple, une fraise droite en acier rapide a les caractéristiques suivantes :
- Coupe transversale - 16x16 millimètres;
- Longueur - 80 millimètres;
- Tête - 15 millimètres;
- Largeur de la lame - 12 millimètres.
Les paramètres ci-dessus selon la norme n° 18874 auront le marquage général "2120-0519". Une fraise de géométrie similaire, mais avec une plaquette en carbure, sera marquée selon la norme n° 18884 comme « 2130-055 T5K10 ». Le dernier ensemble alphanumérique signifie la présence de carbure de titane avec du cobalt dans la composition de carbure, où 10 est le pourcentage de ce dernier.Pour plus d'informations, certains fabricants mettent spécifiquement en avant le type de matériau utilisé en couleur. Par exemple, le "T5K10" ci-dessus est jaune.
Il existe également un système international universel dans le monde pour désigner les outils de coupe dans la gradation ISO (Organisation internationale de normalisation). Le document correspondant de cette organisation est très volumineux, contient de nombreuses caractéristiques, de sorte que le marquage complet semble être assez long. A titre d'exemple, la transcription "QFGD2525R2252H" dans la catégorie "Rainures et coupes extérieures" peut être donnée, où :
- Q - support de coupe ;
- F - traitement final ;
- G - dimensions de la plaque;
- D - pour les plaques double face;
- 25 – hauteur du support ;
- 25 – largeur du support ;
- R - gauche, droite, neutre ;
- 22 - profondeur de travail maximale ;
- 52 - diamètre de coupe minimum ;
- H est la position de plaquette pour les gorges frontales.
Avantages de l'utilisation de carbures dans les plaquettes de coupe
Le principal avantage d'une plaquette en carbure par rapport à ses homologues en acier rapide est qu'elle a la capacité de fonctionner à des vitesses de coupe élevées (jusqu'à 500 m/s pour les ébauches en acier). De plus, tout en maintenant sa propre dureté à une température généralement élevée dans la zone de travail (jusqu'à 900 degrés Celsius). Comme mentionné ci-dessus, il existe deux méthodes pour fixer les inserts en carbure à la tête du support - le serrage mécanique et le soudage (ou d'autres méthodes similaires). Les connexions monoblocs sont considérées comme plus résistantes aux vibrations et sont généralement structurellement simples, en particulier lorsque l'on travaille avec des charges intenses.Cependant, malgré la complexité technique de la méthode de production, l'outil de tronçonnage, sur lequel la plaque est fixée mécaniquement, présente de nombreux avantages :
- Lorsque l'on travaille sur la tête de son support, il n'y a pas d'effet thermique lorsque l'élément coupant est fixé ;
- Une inversion rapide vers une autre arête de coupe ou un changement de plaquette accéléré est disponible ;
- Après changement d'insert, les caractéristiques géométriques seront conservées.
En plus de couper des pièces en carbure, lors du travail sur des métaux particulièrement durs, il est possible d'utiliser des inserts à base de céramique. Bien qu'ils soient considérés comme plus fragiles, ils ont une résistance à l'usure accrue de la partie coupante et sont capables de travailler à des températures très élevées formées dans la zone de travail (jusqu'à 1200 degrés Celsius).
Recommandations pour le choix des outils de coupe
Technologie de production
Lors de l'achat du type de couteaux en question, une plus grande attention doit être accordée aux exigences des normes nationales utilisées par le fabricant en production. La question du petit prix ne doit pas occuper une position dominante. Ainsi, les incisives, dont la technologie de fabrication ne peut être confirmée, ne pourront probablement pas durer longtemps et il sera difficile de les aiguiser. Le signe le plus simple d'incohérence dans la technologie de production d'outils est son prix très bon marché. Il ne faut jamais oublier que seuls les biens produits selon les normes de l'État pourront fournir un cycle de travail technologique sans interruption.
Critères de choix
Vous devez savoir que les fraises sont des buses hautement spécialisées et ne doivent être utilisées que pour deux opérations - tournage et coupe. Ainsi, pour les petites installations de réparation et l'usage domestique, vous ne devez pas acheter d'échantillons trop chers et professionnels.Dans cette situation, il est tout à fait possible de se débrouiller avec un échantillon de fabrication russe avec une plaque brasée, dont le coût sera 1,5 à 2 fois inférieur à celui d'un échantillon similaire avec une plaque en carbure fixée mécaniquement. Dans le même temps, cette règle ne s'applique pas à la production de masse, surtout si la fraise sera utilisée sur des machines CNC. Il n'y a tout simplement pas d'alternative à un modèle de coupe de haute technologie avec une plaquette interchangeable.
En résumé, il convient de noter qu'avant l'acquisition, un acheteur potentiel doit décider des points suivants :
- Calculer l'intensité des charges futures ;
- Tenez compte de la dureté du matériau traité;
- Considérez les types de travaux futurs;
- Définir la priorité entre les paramètres de la qualité de surface souhaitée et la précision des dimensions du produit ;
- Adopter le degré de résistance à l'usure souhaité de l'outillage.
Principes de base du flux de travail
Affûtage des couteaux - recommandations générales
L'efficacité de la fraise, ainsi que la force de coupe et la durée de vie globale dépendent directement d'un affûtage de haute qualité. Pour le matériel de tournage, il est d'usage d'affûter ses deux arêtes. Le meulage est effectué en plusieurs étapes, séparément pour chaque surface de coupe de travail. Le processus commence par l'arrière - l'opérateur doit travailler la surface arrière à un angle d'environ 5 degrés. Ensuite, vous devez meuler le plan arrière du tranchant. L'angle à affûter pour l'insert arrière doit dépasser l'angle de dégagement de la coupe d'environ deux degrés. Après avoir tourné les parties coupante et arrière, l'opérateur doit former l'angle de coupe final en finissant. La partie avant doit également être tournée selon l'algorithme décrit ci-dessus.Il convient de rappeler que l'angle à l'avant de la fraise doit être créé par double tournage ou par finition. Le bord de travail le long duquel le meulage est effectué doit être situé sur une droite parallèle à la surface de meulage.
Installation de la fraise
Afin d'effectuer correctement la procédure de coupe et afin d'arrêter l'usure accrue de la plaquette de coupe, ainsi que pour assurer un traitement de la face frontale de haute qualité après la coupe, il convient de régler la fraise dans une position complètement perpendiculaire par rapport à la pièce à usiner De plus, il doit être installé à l'opposé de l'axe de rotation, avec une déviation verticale ne dépassant pas 0,1 mm dans les deux sens. Placer le tranchant même une petite fraction de dixièmes de millimètre plus haut peut entraîner la rupture de la lame, et avec un réglage inférieur, un rebord non coupé peut se former sur la pièce. La coupe doit être effectuée le plus près possible des mors du mandrin, à l'aide d'une fraise avec un porte-à-faux minimum. Pour un usinage confortable de matériaux durs avec des machines d'établi, des outils inversés ou à ressort doivent être utilisés.
Classement des meilleurs outils de coupe pour 2025
Options budgétaires
3ème place : Tekhnostal 2130-0001 036258
voix 0
voix 0
Échantillon standard avec alimentation à droite. Il a une longueur totale de 100 millimètres avec une longueur de support de 10 et sa hauteur est de 16. Fabriqué en matériau T5K10 - entrecoupé de carbure. Le pays d'origine est la Chine, le prix de vente conseillé est de 185 roubles.

Avantages :
- Matériau de production entrecoupé de carbure ;
- Longueur suffisante ;
- Soudure de pointe.
Défauts:
- Nécessite un premier dégrossissage.
2ème place : "Sekira 1781"
voix 0
voix 0
Un autre représentant du groupe budgétaire, en matériau renforcé T5K6 (petites inclusions de titane). Il a une longueur totale de 140 millimètres, avec une hauteur de support de 25 et sa largeur de 16. Le pays d'origine est la Chine, le coût dans les chaînes de vente au détail est de 205 roubles.

Avantages :
- Inclusion de titane dans le matériau de fabrication ;
- Base longue ;
- coût budgétaire.
Défauts:
- Nécessite un affûtage initial.
1ère place : Tekhnostal 2130-0005 030431
voix 0
voix 0
Cette fraise est fabriquée en acier extra-dur ordinaire de qualité T5K10 avec imprégnation au carbure et possède une pointe de coupe brasée. La longueur totale est de 120 millimètres, avec une hauteur de support de 20 et sa largeur est de 12. Produit en Chine sous licence russe. Le prix dans les magasins de détail est fixé à 220 roubles.

Avantages :
- Bonnes données géométriques ;
- Acier rapide utilisé ;
- Pointe soudée.
Défauts:
- Encore une fois, le besoin d'affûtage initial.
Segment de prix moyen
3ème place : TekhnoStal 036377
voix 0
voix 0
Cet outil de tournage se distingue par ses caractéristiques géométriques étendues, la base est constituée d'un alliage entrecoupé de titane. Il a une longueur totale de 170 millimètres, une largeur de support de 20 et une hauteur de 32. Fabriqué en Chine. Le prix recommandé pour le magasin est de 310 roubles.

Avantages :
- Prix raisonnable;
- Excellentes dimensions géométriques ;
- Insert en titane.
Défauts:
- Non-détecté.
2ème place : "Sekira 15125"
voix 0
voix 0
Une bonne option du fabricant biélorusse pour le bon aliment. Le corps est en acier rapide avec des inclusions de carbure. Il a une longueur totale de 140 millimètres et une hauteur de support de 25 et sa largeur est de 20.Pays de fabrication - Biélorussie. Le prix de vente conseillé est de 410 roubles.

Avantages :
- Bonnes caractéristiques géométriques;
- Matériau en acier rapide ;
- Rapport qualité prix adéquat.
Défauts:
- Pas trouvé.
1ère place : "Sekira 18917"
voix 0
voix 0
Modèle leader de son segment. Il est fabriqué en acier R6M5 très résistant et présente les caractéristiques géométriques suivantes : longueur totale - 125 millimètres, largeur du support - 4, hauteur du support - 18. En raison de ses paramètres géométriques spéciaux, il peut être utilisé pour de petits travaux presque de bijouterie. Pays de fabrication - Biélorussie. Le prix fixé pour les magasins est de 520 roubles.

Avantages :
- Conçu pour les travaux de précision ;
- Utilisation de matériaux innovants ;
- Prix réel.
Défauts:
- Non-détecté.
Classe Premium
3ème prix : "MGEHR1212-2"
voix 0
voix 0
Un excellent modèle multifonctionnel utilisé avec des plaquettes de coupe interchangeables. Diffère par sa grande durabilité et sa longue durée de fonctionnement. Fabriqué à partir de matériaux de qualité. Le pays de fabrication est la Russie, le prix de vente conseillé est de 900 roubles.

Avantages :
- Possibilité d'utiliser différentes plaques de coupe;
- Exécution de haute qualité des rainures et des coupes ;
- Multifonctionnalité et polyvalence.
Défauts:
- Pas trouvé.
2ème place : "24554 Proxxon"
voix 0
voix 0
Un outil de fabrication étrangère très pratique, excellent pour couper des rainures et couper des matériaux. Fabriqué en acier rapide à teneur en cobalt (durci). Convient pour le tour PD-400. Il a des dimensions - 12 x 3 x 85 millimètres. Pays de fabrication - Allemagne. Le prix recommandé pour les chaînes de vente au détail est de 1300 roubles.

Avantages :
- Le fabricant est une marque de renommée mondiale ;
- Matériau du boîtier de haute qualité ;
- Longue durée de vie.
Défauts:
- Non-détecté.
1ère place : "Jet 50000909"
voix 0
voix 0
Cet échantillon convient au travail sur les machines JET BD-7, 8 et 920. Il est destiné à couper des matériaux à un angle de 90 degrés par rapport à l'axe de rotation et à couper des rainures très étroites. Capable de travailler sous de lourdes charges, peut nécessiter une technologie de coupe avec une grande précision. Lorsque vous travaillez avec, ne dépassez pas la vitesse d'avance ! Dimensions - 150 x 8 x8 millimètres, Pays - fabricant - Suisse. Le prix recommandé pour les magasins est de 2300 roubles.
Avantages :
- Matériel de fabrication de haute qualité;
- Capacité à repérer le travail;
- Résister à des charges intenses.
Défauts:
- Nécessité de respecter exactement la vitesse d'alimentation.
Au lieu d'un épilogue
L'analyse du marché de la fraise a révélé que pour les besoins nationaux, l'acheteur russe, comme un petit entrepreneur dans le domaine du tournage, préfère surtout les échantillons d'outils bon marché situés dans le segment de prix inférieur. Ces modèles ont des arêtes de coupe soudées, nécessitent l'original, mais sont extrêmement bon marché. Il convient de noter que même les fabricants russes ont transféré la technologie de production de telles buses en Asie - la plupart des coupeurs populaires sont produits soit dans les pays asiatiques, soit dans les pays voisins sous licences russes. Dans le même temps, le segment haut de gamme, axé sur la production de masse et nécessitant une endurance particulière en raison de charges intenses, est représenté exclusivement par des échantillons d'Europe occidentale.Ils se distinguent par leur haute qualité, ils coûtent 3 à 5 ordres de grandeur plus chers et, le plus souvent, ce sont des modèles multifonctionnels et universels.
voix 0
de nouvelles entrées
Catégories


Les meilleures baskets homme en 2025
Vues : 124036

Les meilleures vitamines complexes en 2025
Vues : 121942





Utile




Meilleurs antiviraux en 2025
Vues : 33335

Articles populaires
-

Top classement des meilleurs et moins chers scooters jusqu'à 50cc en 2025
Vues : 131653 -

Classement des meilleurs matériaux d'insonorisation pour un appartement en 2025
Vues : 127694 -
Évaluation des analogues bon marché de médicaments coûteux contre la grippe et le rhume pour 2025
Vues : 124521 -
Les meilleures baskets homme en 2025
Vues : 124036 -
Les meilleures vitamines complexes en 2025
Vues : 121942 -

Top classement des meilleures montres connectées 2025 - rapport qualité-prix
Vues : 114981 -

La meilleure peinture pour cheveux gris - top note 2025
Vues : 113398 -

Classement des meilleures peintures bois pour travaux d'intérieur en 2025
Vues : 110320 -

Classement des meilleurs moulinets spinning en 2025
Vues : 105332 -

Classement des meilleures poupées sexuelles pour hommes pour 2025
Vues : 104369 -

Classement des meilleures caméras d'action de Chine en 2025
Vues : 102218 -

Les préparations de calcium les plus efficaces pour adultes et enfants en 2025
Vues : 102013