Beoordeling van de beste lastractoren en rijtuigen voor 2022

Een laswagen (of een lastractor) is een speciaal type zelfrijdende uitrusting die wordt gebruikt om de lastoorts (of meerdere) continu en nauwkeurig langs het vereiste traject te verplaatsen tijdens het lasproces. Door het kleine formaat van dit mechanisme kan het in de meest ontoegankelijke posities worden gebruikt. Dit type gemechaniseerd apparaat is in staat om naden van grotere lengte te lassen, terwijl de factor van menselijke fouten wordt geëlimineerd en een hoge mate van kwaliteit van het uitgevoerde werk behouden blijft.

Inhoud [Hide]
Basis ontwerpdetails
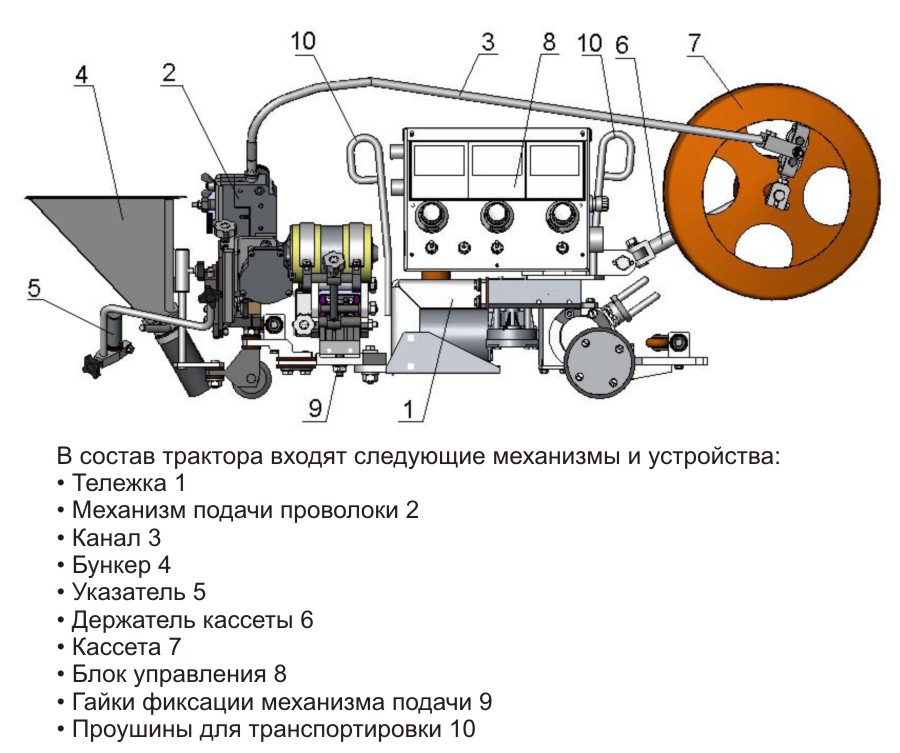
Door middel van de laswagen wordt elektrisch booglassen uitgevoerd. Zoals elke automatische machine werkt hij volgens een bepaald programma, heeft hij speciale wielen waarmee hij beweegt. Het belangrijkste kenmerk van dit apparaat kan zijn zelfaandrijving worden genoemd - beweging wordt onafhankelijk uitgevoerd langs rails (langs de as van de naad gelegd) of de bewegingsvector wordt bepaald door een persoon. De rijtuigen zijn vrij compact en het is heel gemakkelijk om ze tussen aangrenzende kamers te vervoeren vanwege het feit dat de rails voor verplaatsing licht van gewicht zijn en ze samen met het apparaat kunnen worden gedragen. Het belangrijkste werkelement is de laskop, waardoor vloeibaar gas wordt toegevoerd. Verbruiksdraad en beschermende flux spelen ook een grote rol. Over het algemeen is het ontwerp van het apparaat als een trolley met een bedieningspaneel, waarop de tractor zelf en extra mechanismen zich bevinden. De meeste details kunnen in het mechanisme worden ingebouwd of uit het ontwerp worden gehaald. Op zichzelf worden de beschreven apparaten het vaakst gebruikt in industriële ondernemingen en in werkplaatsen op het middenniveau. Ze kunnen zowel afzonderlijk als als onderdeel van een grote transportband worden gebruikt.De hoeveelheid mogelijke functionaliteit is rechtstreeks van invloed op de prijs van de wagen (dure modellen hebben bijvoorbeeld de mogelijkheid om automatisch de juistheid van de geometrie van de aangebrachte naad te regelen of kunnen onafhankelijk de hoeveelheid afgegeven beschermende flux regelen).
Bestaande classificatie
Tot op heden zijn er verschillende soorten apparatuur ontwikkeld die volgens bepaalde criteria kunnen worden gegroepeerd. Als we het hebben over het aantal motoren dat in de laswagen / tractor is geïnstalleerd, dan kunnen ze worden onderverdeeld in:
- Single-engine - alle bewegingen worden uitgevoerd met behulp van een enkele motor (ze hebben eenvoudiger technische kenmerken, maar ze zijn licht in gewicht);
- Dual-motor - de beweging van de wagen wordt bestuurd door twee motoren langs verschillende assen (een dergelijk apparaat is massiever, maar heeft een hogere mate van betrouwbaarheid en de parameters kunnen op een fijner niveau worden aangepast).
Classificatie volgens de gebruikte beschermingsmethoden kan plaatsvinden volgens de volgende typen:
- "Open booglassen" - met deze methode wordt helemaal geen bescherming gebruikt, daarom kan de naad worden blootgesteld aan verschillende negatieve invloeden, maar het productieproces zelf wordt goedkoper;
- "Met gasbescherming" - met deze methode, door het creëren van een beschermende omgeving van actieve / inerte gassen, mag zuurstof niet in de naad komen en wordt het niet onderworpen aan andere negatieve invloeden;
- "Ondergedompelde boog" - bij deze methode wordt een extra flux gebruikt, die de kwaliteit van de naad op het te lassen metaal verbetert en tegelijkertijd de productie beschermt tegen negatieve invloeden;
- "Gebruik van een niet-verbruikbare elektrode" - het vulmateriaal wordt gewoon niet gebruikt in het lasproces.
Classificatie volgens de methode van gelijktijdig ondersteunde lasbogen:
- Enkele boog - leidt één boog, aangepast voor de meeste traditionele operaties, is de eenvoudigste methode en wordt gebruikt in rijtuigen met één motor;
- Two-arc - kan een paar bogen parallel uitvoeren, terwijl lassen tegelijkertijd plaatsvindt, wat de meeste complexe bewerkingen, bijvoorbeeld bij massaproductie, aanzienlijk versnelt;
- Three-arc - geschikt voor het introduceren van drie bogen tegelijk en is bedoeld voor professioneel laswerk van hoge complexiteit (kan alleen worden gebruikt in tweemotorige systemen).
Lastractor met PU voor alle posities
Dit type trekker rijdt op flexibele stalen/aluminium rails, die met magnetische klemmen aan de bewerkte constructie zijn bevestigd. Door de flexibiliteit van de rail kunt u de contouren van het gelaste object herhalen, terwijl de naad strikt volgens het opgegeven patroon wordt aangebracht. Deze automatiseringsmethode is uiterst productief bij het creëren van doorlopende en lange naden. Een van de belangrijkste kenmerken van dit type tractor is ook hun innovatieve bedieningsfunctie, waardoor de snelheid van de wagen behouden blijft, ongeacht de ontvangen lading (binnen 45 kilogram). Dit feit betekent dat de tractor tijdens bedrijf de lasdraadaanvoerunits kan optrekken, evenals de kabels die nodig zijn voor de werking van het apparaat.
Om de flexibiliteit van het geautomatiseerde proces te vergroten, zijn er verschillende programmatemplates ontwikkeld.Er zijn tractoren die werken volgens het programma voor het uitvoeren van lasnaden in een reeks eenvoudige bewerkingen ("Direct starten", "Stop", "Start van de lasboog", "Lassen", "Stop", "Herhalen" ). Als gevolg hiervan is het doel van het gebruik van algoritmesjablonen om de snelheid en nauwkeurigheid van het lassen te verhogen, wat het productieproces aanzienlijk versnelt in vergelijking met klassiek handmatig lassen. PU (software control) is dus een ideale optie voor de uitvoering van grootschalige projecten waarbij het nodig is om hetzelfde type processen te automatiseren.
Gedetailleerde functionele voordelen van het gebruik van lastractoren
Het gebruik van zelfrijdende lastractoren voor het semi-automatisch lassen in beschermgassen speelt een belangrijke rol op het gebied van volledige automatisering van complexe productieprocessen. Ze veranderen kwalitatief de omstandigheden, snelheid en nauwkeurigheid van het werk in vergelijking met conventioneel handmatig lassen, en een van hun directe voordelen zijn:
- Toepassing van standaard lasapparatuur - bij permanent gebruik in de industrie van lastractoren is het niet langer nodig om andere opties voor speciale apparaten aan te schaffen - de meeste tractoren zijn eenvoudig compatibel met traditionele semi-automatische lasmachines en een breed scala aan lastoortsen.
- Er zijn geen financiële kosten nodig voor aanvullende training van operators - de bediening van de laswagen zelf is intuïtief en kan worden gebruikt door elke lasser die bekend is met de bediening van halfautomatische apparaten. Het enige is dat je nog de eerste briefing moet doorlopen, maar dit kan maximaal 2 dagen duren.Bovendien mag sledelassen worden toevertrouwd, zelfs aan specialisten met lagere kwalificaties, zelfs met betrekking tot het handmatige proces. Dit komt door het feit dat de belangrijkste lasparameters (draadaanvoersnelheid, spanning en stroom) door meer ervaren specialisten direct op het bedieningspaneel worden ingesteld, en de lasregelsnelheid (wagensnelheid) en de helling van de lastoorts met betrekking tot het te behandelen oppervlak zijn ook buiten de controle van de huidige exploitant en vooraf bepaald. De bedienende operator hoeft dus alleen de wagen in de juiste positie boven het te lassen object te plaatsen, de gewenste lasmodus te selecteren en op de "Start"-knop te drukken. Daarna blijft het alleen om de hele procedure visueel te controleren.
- Verbetering van de algehele kwaliteit - bij het lassen met een tractor is de afstand van de hoek van de toorts (zowel over als langs de verbindingen) tot de uitgang van het mondstuk van de lastoorts, die de booggrootte bepaalt, permanent en wordt gecontroleerd door het lassen zaklamp geïnstalleerd in de houder. De snelheid blijft ongewijzigd voor de gehele boogafstand langs de verbinding. Het traject van het verplaatsen van de boog is ook onderhevig aan controle. Dit alles draagt bij aan een gecontroleerde penetratie, het creëren van een fijn schilferige en uniforme lasstructuur, het voorkomen van ondersnijdingen, een verhoging van de geometrische kwaliteit van de aangebrachte las en het creëren van een soepele vloei naar het basismetaal van de afgezette lasrups. Bij gebruik van het oscillerende blok van de brander wordt de laskwaliteit van de bekledings- en vulrupsen van de naden met vele passages verbeterd.Zelfs als de lasverbinding niet goed is gemonteerd, kan een goede werkkwaliteit worden verkregen door het feit dat de meeste wagens stoprollen hebben die de verbindingslijn kunnen volgen terwijl het pad van de lastoorts wordt gecorrigeerd.
- De intensiteit van het lasproces verhogen - het is natuurlijk dat elke automatisering van elk proces het mogelijk maakt om de intensiteit van de arbeid te verhogen. Wat betreft het sledelassen, volgens statistieken, zal de arbeidsintensiteit toenemen met 40-45% van de totale werktijd, wat gelijk staat aan een besparing van ongeveer drie of drie en een half uur per ploeg, vergeleken met handmatig lassen. In gevallen waar dure en multifunctionele lastractoren worden gebruikt, kan dit cijfer in de buurt komen van een besparing van vijf of zes uur werktijd per ploeg. Als eenvoudig voorbeeld kan de volgende situatie worden genoemd: zelfs een ervaren lasser met een zeker doorzettingsvermogen zal zelden een naad kunnen maken die langer is dan een meter zonder van positie te veranderen. In ieder geval zal hij ofwel zichzelf langs de te maken naad moeten bewegen of de positie van het werkstuk moeten veranderen. Uiteraard wordt de lasser bij het uitvoeren van deze bewerkingen gedwongen de boog te doven. Bij het hervatten van het werk en vóór het verplichte lassen van de overlap van de naad met 15-25 millimeter, moet hij eerst het uiteinde van de naad reinigen van films en spatten. De lastractor daarentegen beweegt zonder onderbreking en last tegelijkertijd een naad over elke lengte, zodat hij niet van positie hoeft te veranderen (zoals een lasser), terwijl hij de werkzaamheden onderbreekt. Er treedt dus geen periodieke onderbreking van laswerkzaamheden op.Bovendien zal het ontbreken van de noodzaak van periodieke rust van de lasser ook een belangrijke rol spelen, omdat het niet nodig is om de voortgang van de lassnelheid permanent te controleren en tegelijkertijd het juiste elektrodebereik te behouden om een beter lassen. Dit toont aan dat de operator niet alleen zijn eigen kleine deel van de boog kan bewaken, maar ook de situatie in het algemeen kan controleren, inclusief het kijken naar de acties van andere operators die hetzelfde object verwerken om hun acties tijdig met hen te coördineren . Hetzelfde kan gezegd worden over de controle over het gedrag van de constructie zelf tijdens het werk. Een groot pluspunt kan het gebruik van een apparaat met twee lastoortsen zijn, waardoor het mogelijk is om tegelijkertijd twee naden parallel uit te voeren of twee passages langs dezelfde naad te maken bij het scheiden van de randen. Tegelijkertijd kan één operator meerdere wagons tegelijk bedienen, wat de productiviteit nog een aantal keer verder zal verhogen.
- Het percentage op het gebied van vervormingslassen verminderen - controle over de warmte-invoer stelt u in staat om het totale percentage vervorming van de machinaal bewerkte structuur na voltooiing van het werk te verminderen. Deze omstandigheid is een direct gevolg van het feit dat tijdens de verwerking zeer nauwkeurige lasparameters worden gehandhaafd - boogspanning en lassnelheid, die niet kunnen worden bereikt in het kader van handmatige productie. Bovendien is het constant doven / ontsteken van de boog wanneer de lasser langs de lengte van de naad beweegt, evenals de noodzaak om de procedure voor het sluiten van de naad uit te voeren - dit alles beïnvloedt het risico op latere vervormingen. Opgemerkt moet worden dat hechten met twee wagens tegelijkertijd het risico op mogelijke negatieve gevolgen met de helft zal verminderen.
- Besparingen op lastoevoegmaterialen - deze omstandigheid ontstaat door de implementatie van fijnere aanpassingen van lasparameters en hun onderhoud gedurende het hele werk. Als belangrijkste factor kan men de afname van verliezen in het volume lasdraad tijdens spatten noemen. Het beïnvloedt ook de afwezigheid van onderbrekingen tijdens het werk, bij het bewegen langs de lasnaad, en in feite de hervatting van het werk (de afwezigheid van de noodzaak om de naden te overlappen, bespaart aanzienlijk lasmateriaal). Het aantal passages kan worden verminderd door de mogelijkheid van lassen met dwarstrillingen. Bovendien wordt door de uniformiteit en homogeniteit van alle bewerkingen het verbruik van beschermgas verminderd, wat een aanzienlijk besparingsartikel zal zijn wanneer dure op argon gebaseerde gasmengsels worden gebruikt voor bescherming.
- Hulpprocessen zullen minder kosten vergen - de kosten van extra bewerkingen, zoals het reinigen van de door warmte beïnvloede zone en het ontbramen van de naad, evenals het verwijderen van de naadversterking, zullen aanzienlijk worden verminderd omdat er al gladde en nette naden worden verkregen in de eerste pas. Het terugdringen van de spetters heeft ook gevolgen voor de kosten van het voegen.
- Verhoging van het milieuniveau van de productie - milieuvriendelijke werkomstandigheden worden bereikt doordat de lasser zich in de plaats van de operator bevindt en niet in de buurt van de rook en hitte die tijdens het booglassen worden gegenereerd.
Als gevolg hiervan is het met het gebruik van tractorlassen mogelijk om elke, zelfs kleine, onderneming te automatiseren en tot een "plus" te brengen.Dit geldt vooral voor die bedrijven waar het personeel van specialisten voldoende ervaring heeft met het werken met semi-automatisch lassen in beschermgassen - dan zal het resultaat in de kortst mogelijke tijd worden bereikt en meer uitgesproken zijn. Daarnaast zal de introductie van rijtuigen/tractoren geen extreem grote investeringen vergen en vrij snel renderen (tenzij er een supergroot en complex project op de planning staat) en is er tijd voor installatie:
- Sommige koetsmodellen kosten zelfs minder dan hun ondergedompelde tractor-tegenhangers;
- Ondanks het feit dat de inkoopvolumes van verbruiksgoederen (beschermgassen en verbruiksdraad) op hetzelfde niveau zullen blijven, zullen hun kosten echter aanzienlijk dalen;
- Het is niet nodig om extra apparatuur aan te schaffen voor het calcineren van de flux, en om hiervoor een speciale ruimte opnieuw uit te rusten;
- Er is geen noodzaak voor een radicale verandering in de technologie van de processen die worden uitgevoerd (het is bijvoorbeeld niet nodig om nieuwe soorten snijkanten te introduceren);
- Het is niet nodig om personeel te trainen in nieuwe lasmethoden, er zijn geen aanvullende certificeringen en attesten van werknemers nodig.
Bestaande tekortkomingen
Helaas hebben de beschouwde apparaten, met alle belangrijke positieve aspecten, ook belangrijke nadelen:
- Voordat u aan het werk gaat, moet u alle instellingen zeer nauwkeurig maken;
- Precisieapparatuur is onderhevig aan complexe storingen, dus snelle reparaties en hervatting van het werk zijn uiterst twijfelachtig;
- Er zijn specifieke beperkingen op de maximale/minimale diameter van lusnaden;
- De techniek zelf heeft meestal een kleine massa, maar een onbedoelde overmatige belasting ervan kan deze snel uitschakelen;
- Bediening vereist bepaalde vaardigheden, waardoor deze techniek slecht toegankelijk is voor kleine bedrijven;
- Hoge prijs.
Problemen van competente keuze
Elke lastaak heeft zijn eigen specifieke parameters die zorgvuldig gecontroleerd moeten worden bij de aanschaf van een wagen/tractor. Voor taken van kleine volumes die geen bijzondere complexiteit met zich meebrengen en alleen de constante uitvoering van hetzelfde type bewerkingen vereisen, zijn eenmotorige machines zonder programmabesturing heel geschikt. Ze zijn eenvoudig te bedienen, leveren geen bijzondere problemen op in geval van reparatie. In het geval dat een grootschalig project nodig is, en vooral de implementatie ervan in een korte tijd, is het beter om multi-arc en multi-motor samples aan te schaffen. Hetzelfde zal gelden voor de implementatie van massaproductie.
BELANGRIJK! Bij het kopen moet het belangrijkste selectiecriterium de indicator zijn van de maximale en minimale stroom, evenals de grootte van de gebruikte verbruiksdraden!
Beoordeling van de beste lastractoren en rijtuigen voor 2022
Budget prijssegment
2e plaats: "EvoSAW 1250-II"
stemmen 0
stemmen 0
Dit zelfrijdende apparaat is aangepast om zelfstandig laswerkzaamheden met flux uit te voeren; structureel verdeeld in twee blokken (eigenlijk geautomatiseerd apparaat en omvormervoeding). Het wordt gekenmerkt door een verhoogde werksnelheid - binnen zestig seconden zal het gemakkelijk een naad met een lengte van 10 tot 15 centimeter voltooien. De snelheid van de taken wordt echter beïnvloed door de dikte van het metaal dat wordt verwerkt. De omvormer kan onder andere worden gebruikt als stand-alone apparaat om tot een bepaalde diepte te snijden (luchtbooggutsen) of als handmatig lasapparaat. Het pakket bevat een systeem van bescherming tegen kortsluiting en oververhitting.Het land van herkomst is Rusland, de adviesprijs is 250.000 roebel.

Voordelen:
- De aanwezigheid van bescherming;
- Mogelijkheid tot afzonderlijk gebruik van elementen;
- Kwaliteit gebouwd.
Gebreken:
- Het heeft beperkingen op de dikte van het gelaste metaal.
1e plaats: ADF-1000
stemmen 0
stemmen 0
Dit monster van een Russische fabrikant kan meerlaags en enkellaags lassen uitvoeren met het opduiken van verbruiksdraad onder fluxbescherming. Het vereist echter een driefasige elektrische aansluiting. De software die in de kit wordt geleverd, lost het probleem op van het synchroniseren van de bewegingssnelheid en de toevoer van de elektrodedraad. De unit kan zowel langs voorgeïnstalleerde rails als direct op het oppervlak van het te bewerken object bewegen. Er is een afstandsbediening beschikbaar, waarmee het ook mogelijk is om de lasspanning aan te passen. Het werkelement - de kop - is verplaatsbaar, kan onder een bepaalde hoek ten opzichte van het werkoppervlak worden geïnstalleerd. Voor het gemak van visuele controle is in het ontwerp een laseraanduiding aangebracht. Naden kunnen zowel ringvormig als rechtlijnig worden aangebracht. Het apparaat is in staat om te lassen zonder snijkanten of ermee (stom), samenvoegen in "taurus" (schuin) en overlappende naden. De adviesprijs is 260.000 roebel.

Voordelen:
- Beweging op het oppervlak van het werkobject is beschikbaar;
- De aanwezigheid van een lasermarker;
- Heeft een afstandsbediening.
Gebreken:
- Een driefasige netaansluiting is vereist.
Midden prijssegment
2e plaats: Promotech LIZARD
stemmen 0
stemmen 0
Dit monster heeft een stabiele bewegingssnelheid, die gedurende de gehele workflow onveranderd blijft.Dit feit maakt het mogelijk om extreme precisie te bereiken bij het aanbrengen van de las, evenals om de verbeterde kwaliteit ervan te waarborgen. Tegelijkertijd wordt het vulmateriaal uiterst zuinig gebruikt. De machine kan worden geprogrammeerd om een lange of speciale naad met steken te naaien. Alleen door op twee knoppen te drukken is het mogelijk om het type gewenste naad te bepalen, terwijl de parameters van lengte, regelafstand, naadvulling, kratervultijd al vooraf kunnen worden ingesteld. Een zeer belangrijke optie is de aanwezigheid van een oscillerende eenheid, met behulp waarvan automatisch de noodzakelijke criteria voor de lasbewerking worden geselecteerd. Dit blok breidt de mogelijkheden van het apparaat aanzienlijk uit, wat vooral belangrijk is voor verticale naden en naden met snijden langs de rand. De adviesprijs is 312.000 roebel.

Voordelen:
- Stijve en lichtgewicht body uit één stuk;
- De aanwezigheid van een magnetisch positioneringssysteem;
- Geschikt voor het opnemen van maximaal 40 programmasjablonen.
Gebreken:
- Niet gedetecteerd:
1e plaats: "Riland-Aurora PRO MZ 1250"
stemmen 0
stemmen 0
Een goed voorbeeld van een Chinese fabrikant, die een modulaire architectuur heeft met een aparte omvormer. De unit is in staat om ondergedompeld booglassen in een geautomatiseerde modus uit te voeren. Deze modus zal een positief effect hebben op de effectieve versnelling van de productie in het algemeen, terwijl de kwaliteit van de aangebrachte naden niet verloren gaat. In staat om onder een hoek te lassen, maar ook om te overlappen en zelfs stomp te lassen. Het kan zowel langs het verwerkte object als langs een bepaalde vector bewegen met behulp van geïnstalleerde rails. De positie van de las is vrij instelbaar - deze kan zowel buiten als binnen de baan worden geplaatst.Het apparaat zelf is structureel zeer eenvoudig, wat een verhoogde betrouwbaarheid betekent. Bescherming tegen stroompieken en verwarming - aanwezig. Er wordt gezorgd voor geforceerde koeling van hoge kwaliteit, wat de levensduurverlenging beïnvloedt. De adviesprijs is 338.000 roebel.

Voordelen:
- Geforceerd koelsysteem beschikbaar;
- Kan lassen op niet-standaard manieren uitvoeren;
- Aparte modulaire architectuur.
Gebreken:
- Niet gevonden.
Premium klasse
2e plaats: "Svarog MZ1000"
stemmen 0
stemmen 0
Een ander Russisch monster ontworpen om te werken met metalen voorwerpen met een dikte van 4 tot 30 millimeter. Toont een hoge productiviteit bij gebruik van het apparaat in bijna continue productieactiviteiten. De gelijkmatigheid van de boog wordt verzekerd door fijnafstelling van de instelbare stroomparameters, wat een betere hechting betekent. De unit heeft een insider-stabilisatiecircuit dat fluctuaties in de ingangsspanning regelt, maar er is een driefasig netwerk nodig om het aan te sluiten. Comfortabel beheer en bediening wordt verzorgd door heldere en contrastrijke informatiedisplays en het bedieningspaneel. Er kunnen maximaal 100 algoritmesjablonen in het geheugen worden geladen, zodat u de apparatuur niet elke keer opnieuw hoeft in te stellen. De adviesprijs is 350.000 roebel.

Voordelen:
- Tot 100 programmeerbare patronen;
- Er is een intern stabilisatiecircuit;
- Kwaliteit stiksels.
Gebreken:
- Een driefasig netwerk is vereist.
1e plaats: ESAB A2 Multitrac
stemmen 0
stemmen 0
Uitstekend, maar erg duur model van een Europese fabrikant. In het productieproces kan het met twee bogen werken, waardoor de verbruiksdraad wordt gesplitst.Toegang van lucht tot het toepassingsgebied van de naad wordt verhinderd door de toevoer van inerte gassen. Door een speciale adapter te installeren, is het mogelijk om luchtgutsen te produceren met een koolstofelektrode. De thyristoromvormer kan zelfs bij lage spanning een stabiele boog leveren. De aanbevolen prijs is 1.100.000 roebel.

Voordelen:
- Boogstabiliteit bij laag voltage;
- Parallel bedrijf met twee bogen;
- thyristor omvormer.
Gebreken:
- Hoge prijs.
In plaats van een epiloog
Lastractoren/rijtuigen zijn een eenvoudige maar functionele oplossing voor automatisch booglassen. Ze kunnen langs een vooraf geselecteerd pad of langs speciale rails bewegen, waardoor een persoon alleen de verplichting heeft om het uitgevoerde werk visueel te controleren. De belangrijkste taak van de operator is om de nodige instellingen correct en passend in te stellen in overeenstemming met de taak die wordt uitgevoerd. De machine kan al het werk zelf doen. Het soort werk kan compleet anders zijn, dus de apparaten zelf kunnen licht en goedkoop of omvangrijk en duur zijn. Toch is het juister om te zeggen dat een lastrekker of -wagen vooral gericht is op industriële productievolumes.
Nieuwe inzendingen
Categorieën

Overzicht van de beste niveaus en laserniveaus Matrix
Bekeken: 4470

Beoordeling van de beste speervismessen voor 2022
Bekeken: 6619
Review van de beste Atlantische waterverwarmers van 2022
Bekeken: 4617


Bruikbaar

Rangschikking van de beste vacuumsealers voor 2022
Bekeken: 1943



Beste antivirale middelen in 2022
Bekeken: 33342

populaire artikels
-

Top ranking van de beste en goedkoopste scooters tot 50cc in 2022
Bekeken: 131667 -

Beoordeling van de beste geluidsisolatiematerialen voor een appartement in 2022
Bekeken: 127704 -

Beoordeling van goedkope analogen van dure medicijnen voor griep en verkoudheid voor 2022
Bekeken: 124530 -

De beste herensneakers van 2022
Bekeken: 124049 -

De beste complexe vitamines in 2022
Bekeken: 121953 -

Topranglijst van de beste smartwatches 2022 - prijs-kwaliteitverhouding
Bekeken: 114988 -

De beste verf voor grijs haar - topscore 2022
Bekeken: 113406 -

Ranking van de beste houtverven voor binnenwerk in 2022
Bekeken: 110335 -

Beoordeling van de beste draaiende rollen in 2022
Bekeken: 105340 -

Ranglijst van de beste sekspoppen voor mannen voor 2022
Bekeken: 104380 -

Ranglijst van de beste actiecamera's uit China in 2022
Bekeken: 102228 -

De meest effectieve calciumpreparaten voor volwassenen en kinderen in 2022
Bekeken: 102022