Penarafan blok tolok terbaik untuk 2022

Bagi mana-mana sektor perindustrian, asas pengukuran linear ialah blok hujung selari satah panjang (disingkatkan sebagai "KMD"). Ia digunakan untuk menyimpan unit panjang dan menghasilkan semula kemudian. Ia juga digunakan untuk menyemak instrumen pengukur, memindahkan dimensi untuk tetapan yang diperlukan dan menandakan tanda sifar pada instrumen, di samping itu, ia boleh berfungsi sebagai alat pengukur semula jadi untuk dimensi pelbagai objek. Satu set blok hujung selari satah panjang akan membolehkan anda menjalankan kerja penandaan dengan ketepatan yang lebih tinggi dan melaraskan mesin. Fungsi utama CMD dianggap mengekalkan identiti langkah-langkah di pelbagai kawasan perindustrian.
Kandungan [Hide]
- 1 Maklumat am
- 2 Latar belakang
- 3 Bahan pengeluaran
- 4 Prinsip operasi
- 5 Aksesori yang diperlukan
- 6 Aksesori pilihan
- 7 Instrumen untuk pengesahan dan penentukuran KMD itu sendiri
- 8 Penarafan blok tolok terbaik untuk 2022
- 9 Daripada epilog
Maklumat am
Sebarang instrumen yang digunakan untuk membuat pengukuran dalam organisasi pembaikan dan perkhidmatan atau dalam perusahaan perindustrian mestilah dan secara kekal disemak untuk ketepatan keputusan yang dikeluarkan. Sudah tentu, untuk pengesahan adalah mustahil untuk menghantar instrumen yang diuji ke institusi yang menyimpan pelbagai piawaian pengukuran. Oleh itu, untuk menjalankan semua prosedur sedemikian, tanpa meninggalkan lokasi mereka sendiri, ia dijalankan menggunakan ukuran panjang selari satah, yang merupakan piawai atau sampel di mana panjang ini ditetapkan. Sebagai peraturan, peranti itu sendiri dibuat dalam bentuk silinder dengan dimensi bernombor antara satah pengukur.
Oleh itu, tugas utama CMD adalah untuk mengekalkan unit panjang yang ditetapkan dan penghantaran seterusnya. CMD selari satah ialah alat yang sangat diperlukan untuk menyemak, menentukur atau menetapkan dimensi pada pelbagai alat pengukur:
- Mikrometer;
- berkaliber;
- pembaris sinus;
- Penunjuk, dsb.
Selain itu, KMD boleh digunakan untuk mengawal peranti pengeluaran dan templat. Disebabkan fakta bahawa KMD adalah alat pengukur yang tepat, pengeluarannya dikawal pada peringkat perundangan dan dikawal oleh GOST 4119 tahun 1976 (seperti yang dipinda).
PENTING! Disebabkan fakta bahawa jumlah tugas untuk menentukur pengukuran agak luas, CMD jarang dijual dalam salinan tunggal - selalunya ia dibekalkan dalam set besar, yang jauh dari murah, disebabkan ketepatan pengeluarannya.
Latar belakang
Keluaran pertama blok tolok telah dijalankan oleh syarikat Switzerland Ioganson. Mereka diperbuat daripada keluli dan adalah parallelepiped segi empat tepat, persembahan pertama mereka berlangsung pada tahun 1900 di Pameran Dunia di Paris. Terima kasih kepada pengilang, kit alat ini dipanggil "jubin Joganson" dan ia (nama) digunakan untuk masa yang lama untuk menamakan KMD, kemudian bertukar menjadi "jubin" sahaja.
Pengeluaran pertama KMD di USSR telah dijalankan di kilang Tula dan Sestroretsk, dan pengeluaran bersiri mereka bermula pada pertengahan 30-an di kilang Kirov "Krasny Instrumentalshchik" dan "Caliber" Moscow. Di dunia moden, dengan kemunculan interferometer laser tanpa sentuhan, tolok panjang dan alat pengukur elektrik lain yang menjalankan pengukuran menggunakan titik koordinat, serta altimeter, penggunaan dan tujuan CMD telah berubah dengan ketara.Walau bagaimanapun, kualiti utama mereka - untuk menjadi pembawa bahan dengan saiz tertentu - kekal tidak berubah. Pada masa yang sama, kepentingan mereka kekal sehingga hari ini, walaupun terdapat pelbagai besar alat pengukur elektronik dan optik.
Ukuran hujung selari satah panjang (atau "jubin Joganson") dihasilkan dengan dimensi antara 0.5 hingga 1000 milimeter antara satah ukuran. Jika menjadi perlu untuk menetapkan saiz sewenang-wenangnya yang tidak ditentukan oleh ukuran panjang ini, ia boleh dilakukan dari bahagian jubin yang sesuai dengan mengisar CMD antara satu sama lain. Proses lapping ini harus berlaku sehingga jubin disambungkan rapat, i.e. tidak sepatutnya berlaku kerosakan.
Bahan pengeluaran
Blok tolok moden (selari satah) diperbuat daripada keluli aloi tinggi, serta kaca, seramik atau aloi keras.
model keluli
Ukuran panjang yang diperbuat daripada keluli, sebagai contoh, dari rupa kromiumnya, mampu melapik dengan asas subjek rak pengukur dan ukuran lain. Permukaan operasinya adalah tahan haus, yang menunjukkan hayat perkhidmatannya yang meningkat. Sampel ukuran keluli semestinya tertakluk kepada pengerasan, selepas itu mereka berumur buatan. Prosedur ini membolehkan anda mengekalkan dimensi yang tepat untuk masa yang lama. Kekerasan asas kerja untuk keluli "jubin Joganson" adalah sekurang-kurangnya 800 HV. Kelemahan model keluli termasuk kepekaan yang tinggi terhadap calar mekanikal, serta kemungkinan kakisan pada permukaan. Sebelum permulaan operasi jubin tersebut, bahan pelindung dalam bentuk pelincir dikeluarkan daripadanya, dan setelah selesai kerja, pelincir untuk perlindungan digunakan semula.Perlu diingat bahawa sampel keluli sangat terdedah kepada perubahan dalam suhu operasi, yang membahayakan ketepatannya (contohnya, logam boleh mengembang, menerima haba hanya dari tangan pengguna).
Model Karbida
Jubin ini diperbuat daripada tungsten karbida, dan kekuatannya beberapa kali lebih tinggi daripada keluli. Di samping itu, mereka mempunyai daya tahan yang tinggi. Kekerasan permukaan kerja aloi keras hampir dua kali lebih tinggi dan adalah 1400 HV jika dibandingkan dengan sampel keluli. Kelemahan utama boleh dikenal pasti - jisim yang besar. Oleh itu, sukar untuk memasang blok pengukur bersaiz besar daripada sampel karbida.
Model seramik
Tolok satah yang diperbuat daripada seramik zirkonium adalah yang paling tahan terhadap calar mekanikal dan haus asas operasi. Seramik, mengikut sifatnya, benar-benar kebal terhadap kakisan, dan asasnya tidak akan terjejas oleh haba tangan pengguna, yang membezakan sampel ini daripada keluli atau karbida. Jubin seramik dicirikan oleh kestabilan yang paling besar dan mereka mempunyai hayat perkhidmatan yang paling lama, dan ini, seterusnya, memungkinkan untuk meningkatkan selang masa antara pemeriksaan. CMD seramik tidak boleh dimagnetkan, tidak memerlukan perlindungan karat khas, dan tidak menarik habuk. Mereka juga agak stabil dan boleh mengekalkan saiz tetap untuk masa yang lama. Analisis kerja mereka menunjukkan bahawa kedua-dua jubin seramik dan keluli mempunyai pekali pengembangan haba linear yang hampir nilainya.Parameter ini akan membolehkan anda melipat blok KMD kompleks daripada jubin keluli dan seramik, yang menunjukkan kebolehtukaran model sedemikian.
model kaca
Seperti namanya, peranti ini diperbuat daripada kaca. Tidak buruk untuk memeriksa kerataan dan lapping. Juga bagus untuk memeriksa permukaan kerja yang tepat dan rata, seperti bahagian atas meja. Ia boleh dihasilkan dalam variasi dengan diameter 50 hingga 75 milimeter, dengan kerataan sekurang-kurangnya 0.125 mikrometer dan dengan ketebalan 15 hingga 20 milimeter.
Prinsip operasi
Pemeliharaan dan pemindahan ketepatan dimensi melalui KMD selari satah dijalankan dalam langkah-langkah berikut. Pada pemasangan khas untuk menjalankan pengukuran, dimensi diperiksa mengikut kategori pertama ukuran akhir yang boleh dicontohi. KMD, yang mempunyai sijil jubin ketepatan tertinggi, disimpan hanya di dewan khas makmal Standard Negeri, dan di perusahaan perindustrian, bergantung kepada keperluan untuk ukuran ketepatan yang sesuai untuk produk perkilangan, KMD dari kedua hingga kategori kelima digunakan. Untuk menyiarkan saiz yang diperbetulkan bermakna membuat perbandingan berkala antara jubin peringkat pertama dan kedua. Selanjutnya, digit kedua dibandingkan dengan yang ketiga, yang ketiga dengan yang keempat, dan seterusnya sehingga yang kelima. Sehubungan itu, dalam organisasi perindustrian, semua peranti pengukur diperiksa, dari tepat hingga kasar. Hasil pengesahan yang dijalankan direkodkan dalam pasport setiap peranti.
Memukul "jubin"
Proses lapping merujuk kepada proses melekat bersama. KMD itu sendiri digilap sedemikian rupa sehingga apabila ia dicantumkan, udara yang tinggal dikeluarkan, dan hanya tekanan atmosfera yang bertindak pada dua jubin.Ketegangan permukaan titisan cecair antara jubin daripada mencuci bahan pelincir pelindung, serta interaksi pada tahap molekul antara bahan untuk pembuatan KMD, hanya meningkatkan daya lekatan. Dalam kes di mana jubin digilap dengan betul, ia dapat menggosok dengan sempurna. Keupayaan KMD ini adalah wajib. Kehilangan kualiti yang diterangkan menunjukkan kehausan permukaan ukuran; oleh itu, tidak mungkin untuk mencapai hasil yang diinginkan.

Aksesori yang diperlukan
Untuk mengumpul blok dari jubin KMD dan membetulkannya, untuk menyediakan struktur yang dipasang dengan mudah digunakan, satu set aksesori khas digunakan. Mereka, sebagai contoh, akan diperlukan untuk memasang dan menyemak dimensi pelbagai alat pengukur. Ini termasuk:
- Kaliber;
- Nutrometer;
- Mikrometer;
- Pelbagai penunjuk.
Kit, sebagai peraturan, termasuk panel sisi pelbagai dimensi, yang memudahkan untuk melakukan pengukuran dalaman dan luaran. Keadaan ini amat penting dalam pengeluaran produk berketepatan tinggi dalam siri terhad. Oleh itu, semua pengeluaran harus ditumpukan pada saiz maksimum produk dan pada minimum. Ini menunjukkan bahawa KMD harus digunakan sebagai pengukur dengan dua sisi (sisi tidak melepasi dan melepasi).
Untuk kerja menandakan, set penandaan khas digunakan, di mana terdapat pemegang untuk pengukuran yang sangat tepat. Ia juga mungkin termasuk:
- Pelbagai ikatan;
- Dinding sisi jejari dan satah selari;
- Pembarisnya adalah trihedral;
- Dakwat dan dinding sisi tengah;
- Pangkalan;
- Kuar dan keropok.
Secara berasingan, ia patut menonjolkan probe, yang direka untuk menentukan saiz jurang antara permukaan tanah.Ia adalah plat keluli dengan saiz minimum 0.02 mm hingga saiz maksimum satu milimeter. Langkah perubahan untuk mereka boleh dari 0.01 mm hingga 0.05. Proses menentukan saiz jurang terdiri daripada meletakkan probe di antara permukaan. Seterusnya, probe harus digerakkan dengan sedikit usaha, sementara ia tidak boleh tenggelam atau bergerak dengan bebas. Akibatnya, jumlah ketebalan probe yang termasuk dalam jurang akan menentukan nilainya.
Aksesori pilihan
Kemudahan menjalankan pengukuran boleh dipastikan dengan menggunakan aksesori tambahan. Penggunaannya lebih daripada wajar dalam pengeluaran alat pengukur ketepatan dalam kelompok kecil. Selalunya, ia dihasilkan dalam set penuh, mengikut piawaian GOST 4119. Ini termasuk:
- Set No. 0 - termasuk satu set ikatan untuk menyambungkan jubin ke dalam blok;
- Set No 1 (lengkap) - mengandungi satu set peranti tambahan untuk pengukuran dalaman dan luaran sehingga 320 milimeter;
- Set No. 2 (kecil) - mengandungi satu set peranti tambahan untuk ukuran dalaman dan luaran sehingga 160 milimeter;
- Set No 3 (extended) - digunakan untuk kerja menanda bersama set kecil dan penuh.
Mana-mana set mempunyai alur yang berasingan untuk menyimpan setiap elemen, dan untuk memastikan keselesaan menggunakan dan mengeluarkan alatan, terdapat pilihan dalam soket. Setiap set dijual dengan dokumen yang disertakan yang mengesahkan piawaian ketepatan semasa.
Instrumen untuk pengesahan dan penentukuran KMD itu sendiri
Ukuran tolok ialah langkah penting dalam hierarki peranti untuk menghantar dimensi panjang standard, kerana ia adalah pembawa bahan yang stabil dengan saiz malar.Pemindahan saiz rujukan, yang berdasarkan panjang gelombang cahaya, kepada rujukan QMD dilakukan dengan cara pengukuran gangguan dalam. Dari sini dapat dilihat bahawa piawaian yang diperoleh pada output tergolong dalam kelas "K". Kemudian, mengikut skim pengesahan, ia boleh dipindahkan ke langkah lain. Berdasarkan tujuan utama CMD, iaitu, memastikan kesamaan ukuran dan pemindahan dimensi panjang standard, skim pengesahan telah dibangunkan. Untuk tujuan yang sama, mereka juga menghasilkan ukuran ketepatan yang berbeza, yang berbeza dalam kelas dan kategori. Proses pengesahan KMD dijalankan oleh instrumen khas dengan ketepatan tertinggi.
Ini termasuk mikrometer kerana ciri ketepatannya yang tinggi. Sejak dicipta, ia telah mengalami banyak penambahbaikan dan telah mencapai kelas ketepatan tertinggi. Peranti lain untuk mengukur ketepatan ukuran termasuk pembanding fotoelektrik induktif atau tambahan (komporator), yang dibenarkan untuk peredaran awam. Kelebihan menggunakannya ialah skim pengesahan untuk mereka dipermudahkan dengan ketara. Tolak boleh dipanggil syarat peningkatan keperluan untuk pengalaman dan pendidikan pakar menggunakannya, serta kos tinggi kit alat ini. Keadaan ini disebabkan oleh ralat yang sangat rendah yang boleh dibenarkan semasa pemeriksaan/penentukuran CMD.
- Kaedah pengesahan utama ialah:
- Pengukuran tidak langsung dengan panjang tertentu;
- Pengukuran panjang tertentu secara langsung;
- Perbandingan menggunakan pembanding;
- Perbandingan langsung dengan standard.
Faktor ralat untuk CMD adalah sangat kecil sehingga sangat, sangat sukar untuk mengesannya menggunakan instrumen lain.
Penarafan blok tolok terbaik untuk 2022
PENTING! Perlu disebutkan bahawa peranti KMD berketepatan tinggi dalam segmen bajet sehingga 10,000 rubel hanya dihasilkan dalam salinan berasingan!
Segmen belanjawan (salinan individu)
Tempat ke-3: “Ukur A3 Kejuruteraan CO-3 acc. dengan GOST R 55724-2013 dengan pengesahan 8243321568541"
undian 0
undian 0
Langkah ini dibekalkan dalam satu salinan dan bertujuan untuk menghasilkan ujian tidak merosakkan sambungan dikimpal. Ia ringan dan mempunyai ketepatan kelas kedua. Ia digunakan dalam kebanyakan kes untuk pengukuran khusus dalam pengeluaran kerja kimpalan. Negara pembuatan adalah Rusia, kos yang ditetapkan untuk rantaian runcit ialah 5350 rubel.

Kelebihan:
- Kelas kedua ketepatan;
- Kehadiran pengesahan yang disahkan;
- Bahan pengeluaran - keluli tahan lama.
Kelemahan:
- Tidak dapat dikesan.
Tempat kedua: Measure A3 Engineering CO-2 acc. dengan GOST R 55724-2013 dengan pengesahan 4814251653245"
undian 0
undian 0
Satu lagi wakil langkah untuk pengeluaran ukuran dalam bidang ujian tidak merosakkan. Ia juga dibekalkan dalam satu salinan dan bertujuan untuk pengukuran dari bidang kimpalan. Strukturnya diperbuat daripada keluli berkekuatan tinggi. Piawaian untuk pengesahan awal ralat telah dilaksanakan di makmal kilang. Negara asal - Rusia. Kos yang disyorkan untuk rantaian runcit ialah 5400 rubel.

Kelebihan:
- Pengesahan awal dijalankan;
- Kelas kedua ketepatan;
- Berat ringan.
Kelemahan:
- Tidak dapat dikesan.
Tempat pertama: Bongkah tolok INSIZE PP 90.0 kelas 1 4101-B90
undian 0
undian 0
Ia adalah wakil kelas ketepatan pertama dan dihasilkan oleh pengeluar asing. Ia boleh digunakan untuk pengukuran kerumitan standard, untuk pengesahan alat pengukur, dan ia juga boleh digunakan sebagai elemen ukuran gabungan. Disebabkan oleh pembuatan badan keluli aloi, ia mungkin berinteraksi dengan produk seramik. Negara asal adalah Austria, harga yang disyorkan untuk rantaian runcit ialah 6,400 rubel.

Kelebihan:
- Ukuran dibuat daripada keluli aloi;
- Kemungkinan untuk bekerja dengan KMD seramik;
- Ketepatan kelas pertama.
Kelemahan:
- Tidak dapat dikesan.
Segmen harga pertengahan (set dan kit)
Tempat ke-3: "Tetapkan KMD Tulamash 126551"
undian 0
undian 0
Set ini adalah pilihan CMD standard dan direka bentuk untuk membandingkan piawaian dengan parameter bahan kerja yang diperlukan. Set termasuk kebanyakan saiz standard. Ia sesuai untuk bekerja di bengkel kecil dan makmal. Jubin diperbuat daripada pembinaan keluli pepejal, yang memungkinkan untuk memasangnya (disebabkan oleh lekatan yang baik) ke dalam ukuran blok. Negara asal adalah Rusia, kos yang disyorkan untuk kedai ialah 10,700 rubel.

Kelebihan:
- Pembinaan lasak;
- Lekatan pasang siap yang baik antara unsur;
- Kelas kedua ketepatan.
Kelemahan:
- Tidak dapat dikesan.
Tempat ke-2: "Tetapkan Julat No. 2 kelas 1 GOST 9038-80 8-005"
undian 0
undian 0
Set ini mempunyai sejumlah besar elemen, yang bermaksud bahawa ia boleh digunakan tanpa aksesori tambahan.Sesuai untuk menyediakan dan melaraskan alat pengukur, ia akan membantu untuk mengesan ralat dalam ukuran yang diambil, untuk membuat pengukuran langsung pelbagai objek. Semua elemen kit diperbuat daripada keluli tahan lama dan mematuhi piawaian Rusia. Negara asal adalah Rusia, kos yang ditetapkan untuk rantaian runcit ialah 17,700 rubel.
Kelebihan:
- Set alat lanjutan;
- Bahan prestasi tahan lama;
- Kes yang mudah untuk pengangkutan.
Kelemahan:
- Tidak dapat dikesan.
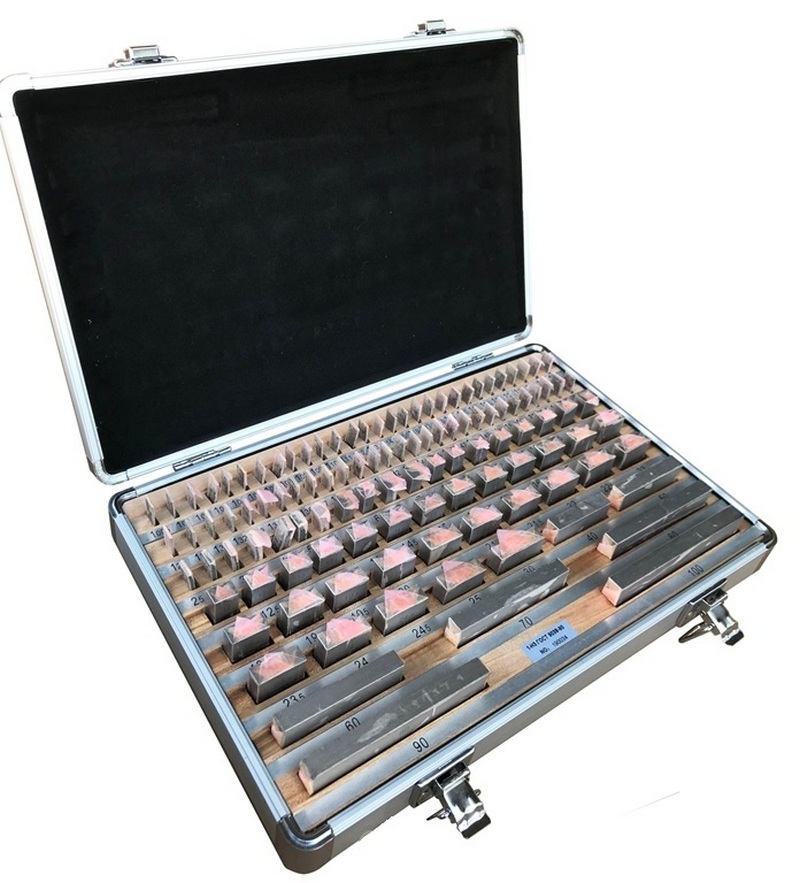
Tempat pertama: "Satu set ukuran prismatik sudut rata CHIZ N8-1 122634"
undian 0
undian 0
Satu set ukuran yang agak jarang dan sangat khusus untuk sudut prismatik. Kelas ketepatan ditakrifkan oleh pengeluar sebagai yang kedua. Membolehkan anda mengukur objek dengan geometri bukan tradisional, untuk mengenal pasti ralat dalam alat pengukur bukan linear. Terdapat 10 langkah berbeza yang disertakan dalam kit, ia dibungkus dalam bekas kayu yang tahan lama untuk pengangkutan yang mudah. Negara asal adalah Rusia, harga runcit yang disyorkan ialah 39,000 rubel.

Kelebihan:
- Keupayaan untuk pengukuran bukan standard;
- Kelas ketepatan yang tinggi;
- Kualiti pembuatan.
Kelemahan:
- Kes itu diperbuat daripada kayu, jadi kemungkinan haus awalnya adalah tinggi;
- Kos meningkat dengan konfigurasi kecil.
Kelas premium (set dan kit)
Tempat ke-3: Micron MIK 76013
undian 0
undian 0
Set ini adalah instrumen yang sangat tepat untuk membuat ukuran yang paling mungkin. Lulus pengesahan kilang awal di kilang, yang mana terdapat catatan dalam pasport.Sarung kayu yang berguna mengandungi 12 keping aksesori dan ukuran untuk menghasilkan proses pengukuran yang lebih tepat. Ia dicirikan oleh fakta bahawa teknologi yang boleh dipercayai pada zaman USSR digunakan dalam pembuatan. Negara asal adalah Rusia, kos yang ditetapkan untuk kedai ialah 55,000 rubel.

Kelebihan:
- Satu set langkah dan aksesori yang baik;
- Kelas ketepatan yang tinggi;
- Teknik pembuatan yang boleh dipercayai.
Kelemahan:
- Kes kayu;
- Caj berlebihan.
Tempat ke-2: "KMD CHIZ PK-1 116087"
undian 0
undian 0
Satu lagi wakil pengeluar Rusia, dibuat mengikut teknologi terbukti USSR. Semua elemen diperbuat daripada keluli aloi, dan kehadiran aksesori tambahan akan menjadikan proses pengukuran lebih mudah dan lebih mudah. Keseluruhan set ada 11 item dan ringan. Negara pembuatan adalah Rusia, harga kedai yang ditetapkan ialah 85,000 rubel.

Kelebihan:
- Kes untuk pengangkutan diperbuat daripada kayu dan ditutup dengan varnis pelindung;
- Instrumentasi kelas pertama ketepatan;
- Berat ringan.
Kelemahan:
- Harga tinggi.
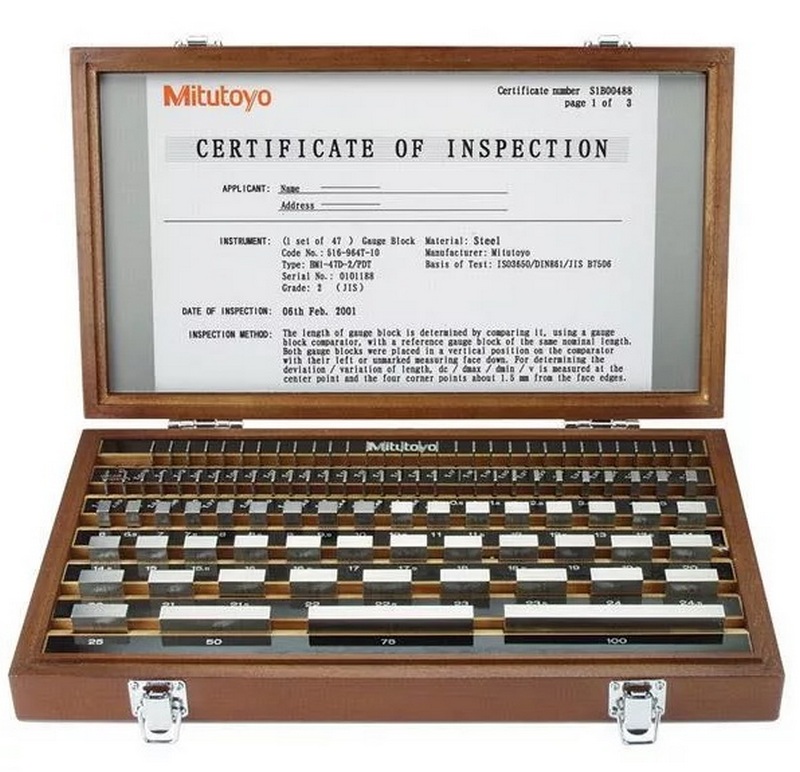
Tempat pertama: "Set blok tolok selari satah 47 pcs., Kelas ketepatan 1 MITUTOYO 516-959-10"
undian 0
undian 0
Kit CMD yang sangat mahal dan pelbagai fungsi untuk ukuran ketepatan tinggi daripada pengeluar Jepun. Kit ini mengandungi 47 keping jubin yang berbeza, jadi adalah mungkin untuk membuat sebarang ukuran, dan lebih-lebih lagi, adalah mungkin untuk mengarang mana-mana blok pengukur jenis bukan standard tanpa menggunakan elemen dari kit pihak ketiga. Bahan pengeluaran - keluli aloi tinggi. Negara pembuatan adalah Jepun, kos yang ditetapkan untuk rantaian runcit ialah 185,000 rubel.
Kelebihan:
- Harga yang berpatutan untuk kelas serba boleh dan ketepatannya;
- Kes yang mudah untuk penyimpanan dan pengangkutan;
- Pematuhan dengan piawaian Rusia dan Eropah.
Kelemahan:
- Tidak dapat dikesan.
Daripada epilog
Analisis pasaran instrumen yang sedang dipertimbangkan menetapkan bahawa majoriti kedudukan, dalam hampir semua segmen, diduduki oleh pengeluar domestik. Walau bagaimanapun, ini tidak sedikit pun menjejaskan sama ada murahnya barang (yang buruk) atau kualitinya (yang baik). Sebab untuk ini mungkin proses dipercepatkan pensijilan peralatan pengukur dalam keadaan Rusia, serta kehadiran sekolah perindustrian yang baik untuk pembuatan instrumen tersebut, sejarah yang tidak lama lagi akan mencapai seratus tahun. Pada masa yang sama, pengeluar asing diwakili dalam kelas premium dan sebilangan kecil barangan komoditi. Walau bagaimanapun, pengeluar asing cuba menjadikan kit mereka serba boleh yang mungkin, yang meningkatkan harganya dengan ketara. Juga, kos mereka akan meningkat disebabkan oleh fakta bahawa barangan asing menjalani pemeriksaan dua kali - kedua-dua Rusia dan Eropah. Pada masa yang sama, saya ingin menekankan bahawa kualiti ketepatan kedua-dua model kami dan model asing sentiasa berada pada tahap yang tinggi. Mengenai pemerolehan KMD: adalah perlu untuk membelinya hanya di tapak Internet yang dipercayai dan adalah penting untuk menyemak kehadiran tanda dalam pasport pada pengesahan kilang ("pemeriksaan" - untuk sampel Barat).
entri baru
Penarafan bar salad haba terbaik untuk 2022
Pandangan: 25
Penarafan peranti terbaik untuk cryolipolysis untuk 2022
Pandangan: 24
Penarafan pakar kosmetik terbaik di Moscow untuk 2022
Pandangan: 22
Kedudukan penutup kasut pelindung terbaik untuk 2022
Pandangan: 88
Kategori

Penarafan bahan kalis bunyi terbaik untuk apartmen pada tahun 2022
Pandangan: 127691

Penarafan analog murah ubat mahal untuk selesema dan selsema untuk 2022
Pandangan: 124519

Kasut sukan lelaki terbaik pada tahun 2022
Pandangan: 124034

Vitamin Kompleks Terbaik pada tahun 2022
Pandangan: 121940


Raket pingpong terbaik untuk 2022
Pandangan: 62478

Penarafan epilator laser terbaik untuk 2022
Pandangan: 18341

Kedudukan penggunting kuku dan kutikula terbaik untuk 2022
Pandangan: 12373

Berguna

Kedudukan pengedap vakum terbaik untuk 2022
Pandangan: 1937

Penarafan dapur elektrik terbaik untuk 2022
Pandangan: 2341


Antiviral Terbaik pada 2022
Pandangan: 33334

15 papan hover teratas 2022.Nilai yang berpatutan untuk wang
Pandangan: 29339
Artikel Popular
-

Kedudukan teratas skuter terbaik dan termurah sehingga 50cc pada tahun 2022
Pandangan: 131652 -
Penarafan bahan kalis bunyi terbaik untuk apartmen pada tahun 2022
Pandangan: 127691 -
Penarafan analog murah ubat mahal untuk selesema dan selsema untuk 2022
Pandangan: 124519 -
Kasut sukan lelaki terbaik pada tahun 2022
Pandangan: 124034 -
Vitamin Kompleks Terbaik pada tahun 2022
Pandangan: 121940 -

Kedudukan teratas jam tangan pintar terbaik 2022 - nisbah kualiti harga
Pandangan: 114980 -

Cat terbaik untuk rambut uban - penarafan teratas 2022
Pandangan: 113396 -

Kedudukan cat kayu terbaik untuk kerja dalaman pada tahun 2022
Pandangan: 110319 -

Penarafan kekili berputar terbaik pada tahun 2022
Pandangan: 105330 -

Kedudukan anak patung seks terbaik untuk lelaki untuk 2022
Pandangan: 104367 -

Kedudukan kamera aksi terbaik dari China pada tahun 2022
Pandangan: 102217 -

Persediaan kalsium paling berkesan untuk orang dewasa dan kanak-kanak pada tahun 2022
Pandangan: 102012