2025 年の最高の切削工具の評価

特殊なカッターを使用して、かなりの量の旋削作業が行われます。使用頻度の面では、切削工具はこれらのノズルの中で有数の場所を占めています。それらは、ブランクのオブジェクトに深くて狭い溝を切削するために設計された一種の旋削工具です。このようなモデルは、原則として、スピンドル穴から供給されたバーからすでに処理されたワークピースを取り除くために使用されます。刃先の特殊な仕様により、カットオフ サンプルは対応するものとは大きく異なります: ねじ切り、貫通穴、ボーリング、およびその他のタイプのカッター。
切断操作は、パーツの処理に費やされた合計時間と比較して、作業時間の大部分を占めることはありませんが、多くの場合、作業サイクルの一般的なリストの最後の操作になります。ワーク端面の高品位加工を実現。カッティングプレートの研ぎ角度を誤って選択すると、切断面に欠けや粗さが生じるリスクが大幅に高まり、製品の不合格につながるか、それ以上の加工ができなくなります。カットオフターニングカッターの主な特徴の1つは、操作中にその前部が狭い溝に突入し、その直径のサイズが刃先ブレードの幅よりわずかに大きいことです。この状況により、廃棄チップの除去とノズルの冷却プロセスにいくつかの問題が生じ、非標準の作業ソリューションの使用が必要になります。

コンテンツ [Hide]
カットオフカッターの設計上の特徴
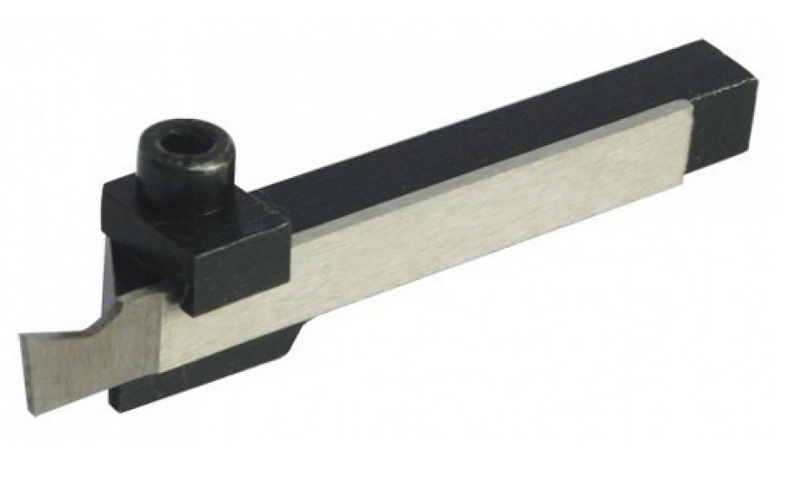
彼自身は、フラットヘッドと巨大なホルダーからなるモノリシックな全金属旋削工具です。ヘッドの先端にカッティングプレートが付いています。他のタイプのターニング ノズルと比較して、メインのカッティング エッジに加えて、カッターには、メインのカッティング エッジの両側にある 2 つの補助ノズルもあり、切断されるスロットの側面の表面を切断することを目的としています。カッティングヘッドのブレードは、ホルダーに向かって各側に 1 ~ 3 度の角度で移動すると、幅が狭くなります。この設計上の特徴は、溝の壁に対するノズルの摩擦を減らすことができるようにするため、および切削液の循環と切りくずの排出を改善するために必要です。
ブレード ヘッドの幅は 3 ~ 10 mm の範囲で、長さはワークピースの半径に対して数 mm 大きくなるように選択する必要があります。強度を上げて振動レベルを下げるには、前部が拡大された特殊なタイプのカットオフカッターを使用する必要があります。このようなツールは、上部に丸みを帯びた突起があるヘッド (「コケレル」とも呼ばれます) によって定性的なバランスが与えられ、刃先をホルダーの軸と同じ線上に配置することが可能になります。
カッティングカッターの種類と範囲
構造的に、検討中のノズルは、プレハブとモノリシック(全金属)に分けられます。後者は頑丈な工具鋼で作られており、その主な技術的特性は 1973 年の国家規格第 18874 号によって規制されています。このようなカッターの最大寸法は次のとおりです。
- 全長 - 80ミリメートル。
- 頭の長さ - 15ミリメートル。
- 刃先の幅は12ミリ。
重要!切端が研磨されると、このツールのヘッドの長さが短くなり、それに応じてカットオフ直径の限界が低くなります。
次に、プレハブモデルは2つのタイプに分けることができます。最初のタイプはモノリシック サンプルのように見えます。この場合、ヘッドとホルダーの両方が 1 本の棒でできていますが、カッティング プレートはヘッドの端に取り付けられた別個のプレハブ要素です。その固定は、ベースへのはんだ付けまたは機械的固定の2つの方法で行うことができます。
プレハブ モデルの 2 番目のタイプは、組み立てられた切歯の現代世界で最も普及しています。それは、一種のホルダーとして機能する特別なフレームに機械的に固定された、刃先のある長くて平らなヘッドを持っています。これらのカッターは、厚さと幅が異なる交換可能なインサート付きで販売されています。とりわけ、説明されているサンプルの一部は、ヘッドの排出長を調整できます。
古典的なデザインの切削ノズルの強化バージョンと標準バージョンに加えて、他のタイプの切削工具を使用して特別な条件で作業することができ、旋盤の低剛性または低出力を補うことができます。これには、小規模生産や家庭用ワークショップでよく使用される逆モデルまたはスプリング モデルが含まれます。それらのヘッドは、動的な衝撃荷重を補償し、発生した振動を(可能な限り)吸収することができます。これにより、望ましい表面品質が達成され、刃先が損傷から保護されます。
重要!反転モデルの人気は、効果的で使いやすい切削インサートが開発されたという事実のために、約5、6年前に始まりました.
倒立カッター - 仕様と利点
このタイプの切削装置は、反時計回り、つまりスピンドルの逆方向の動きで動作するため、そう呼ばれています。そのデザインは事務用ナイフにいくぶん似ています。長い刃の形をしたプレートとホルダーが斜めの端に固定されています。ブレードはコバルトと合金化された高速度鋼でできており、断面図では文字「T」が逆さまになっているように視覚的に表されており、両方のクロスバーはいわば短縮されています。刃先の先端の研ぎ角度は 7 度で、メーカーは 10 分の 1 から 3.2 ミリのさまざまな厚さの工具を製造できます。
検討中のカッターの主な利点は、切りくずの除去が容易なことです。これは、スピンドルが反対方向に回転すると、切りくずが自重の影響で落下するためです。このモードでは、作業溝が使用済みの切りくずで満たされる可能性が大幅に減少します。つまり、機械の故障や詰まりのリスクはほとんどありません。このようなノズルのその他の利点は次のとおりです。
- 刃の研ぎやすさ;
- 増加した範囲での処理の可能性;
- 冷却プロセスの最適化(切りくずが下がり、クーラントが上から供給されます);
- 切削インサートの再研磨を繰り返しても長寿命。
とりわけ、倒立カッターにはポイント高さ調整システムがあり、ガスケットを使用するときにノズルの位置を調整する必要がありません。
適用マーキング
ロシア連邦には、ソビエト時代にさかのぼって開発され、1973 年から施行されている 3 つの国家標準 (GOST) があり (文書のデジタル名の末尾にインデックス「73」が付いています)、これらは次のとおりです。切削工具をマーキングするための規則を確立するために設計されました。高速度鋼製のノズルのコーディングとその標準サイズは、標準番号18874によって確立されています。硬質合金プレート付きノズル - 標準番号18884。湾曲したプレート (「おんどり」) カーバイド - 標準番号 18894。これらの規格の技術表を使用せずに、マーキングによってジオメトリとタイプを適切に確立することはまったく不可能です。リストされている 3 つの規制文書すべてで、各タイプには独自のコードと、表に示されているパラメーターの数があります。マーキングの唯一の判読可能な情報要素は、切削部品の合金の分類です。たとえば、高速度鋼で作られた右のカッターには、次のような特徴があります。
- 断面 - 16x16 ミリメートル;
- 長さ - 80ミリメートル;
- 頭 - 15ミリメートル;
- ブレード幅 - 12 ミリメートル。
標準 No. 18874 による上記のパラメータには、一般的なマーキング「2120-0519」が付いています。同様の形状で超硬インサートを備えたカッターは、規格 No. 18884 に基づいて「2130-055 T5K10」とマークされます。最後の英数字セットは、炭化物組成にコバルトを含むチタンカーバイドが存在することを意味し、10 は後者のパーセンテージです。詳細については、一部のメーカーは、色に使用されている素材の種類を明確に強調しています。例えば、上記の「T5K10」は黄色です。
ISO(国際標準化機構)の段階で切削工具を指定するための世界共通の国際システムもあります。この組織の対応文書は非常に分厚く、多くの特徴が含まれているため、完全なマーキングはかなり長くなるようです。例として、「溝加工および外部カット」カテゴリのトランスクリプト「QFGD2525R2252H」を指定できます。
- Q - カッティングホルダー;
- F - 処理を終了します。
- G - プレートの寸法;
- D - 両面プレート用。
- 25 – ホルダーの高さ;
- 25 – ホルダー幅;
- R - 左、右、ニュートラル。
- 22 - 最大作業深さ;
- 52 - 最小カットイン直径;
- Hは端面溝入れのインサート位置です。
切削インサートに超硬を使用する利点
高速度鋼の同等品に対する超硬インサートの主な利点は、高い切削速度 (鋼ブランクの場合は最大 500 m/s) で動作する能力があることです。また、作業域の一般的な高温(900℃まで)でも独自の硬度を維持しながら。前述のように、超硬インサートをホルダーヘッドに取り付けるには、機械的クランプとはんだ付け (または他の同様の方法) の 2 つの方法があります。一体型の接続は、振動に対する耐性が高いと考えられており、特に激しい負荷がかかる場合は、一般的に構造が単純です。ただし、技術的に複雑な製造方法にもかかわらず、プレートが機械的に固定されている切断ツールには多くの利点があります。
- ホルダーのヘッドで作業する場合、切断要素が固定されている場合、熱の影響はありません。
- 別の切れ刃への素早い反転または加速されたインサート交換が利用可能です。
- インサートの変更後、形状特性は保持されます。
超硬部品の切削に加えて、特に硬い金属を加工する場合、セラミックスをベースにしたインサートを使用することができます。それらはより壊れやすいと考えられていますが、切削部品の耐摩耗性が向上しており、作業領域で形成される非常に高い温度 (摂氏 1200 度まで) で作業することができます。
切削工具の推奨事項
生産技術
問題のタイプのカッターを購入するときは、メーカーが生産に使用する州の基準の要件にもっと注意を払う必要があります。少額の価格の問題が支配的な位置を占めるべきではありません。このように、製造技術が確認できない切歯は長持ちしそうになく、研ぎ方にも問題があります。ツール製造技術の不一致の最も単純な兆候は、その非常に安い価格です。州の基準に従って製造された商品のみが、中断することなく技術的な作業サイクルを提供できることを常に覚えておく必要があります。
選択基準
カッターは高度に特殊化されたノズルであり、旋削と切断の 2 つの操作のみに使用する必要があることを知っておく必要があります。したがって、小規模な修理施設や家庭での使用の場合、過度に高価で専門的なサンプルを購入しないでください。この状況では、ろう付けプレートを使用したロシア製のサンプルで十分に対処できます。そのコストは、機械的に固定された超硬プレートを使用した同様のサンプルの1.5〜2倍になります。同時に、特にカッターが CNC マシンで使用される場合、この規則は大量生産には適用されません。交換可能なインサートを備えたハイテク切削モデルに代わるものはありません。
要約すると、買収の前に、潜在的な買い手は次の点について決定する必要があることに注意してください。
- 将来の負荷の強度を計算します。
- 加工する材料の硬度を考慮してください。
- 将来の仕事の種類を検討してください。
- 希望する表面品質のパラメータと製品の寸法精度の優先順位を設定します。
- ツーリングの耐摩耗性の望ましい程度を採用します。
ワークフローの基本
カッターの研ぎ - 一般的な推奨事項
カッターの効率、切断力、および全体的な耐用年数は、高品質の研ぎに直接依存します。旋削装置の場合、その両方のエッジを研ぐのが通例です。研削は、作業切断面ごとに別々に、いくつかのステップで実行されます。プロセスは背面から開始します。オペレータは背面を約 5 度の角度で作業する必要があります。次に、刃先の背面を研磨する必要があります。バックインサートの研ぎ角度は、切削の逃げ角を約 2 度超える必要があります。切断部と後部を回転させた後、オペレーターは仕上げによって最終的な切断角度を形成する必要があります。前部も、上記のアルゴリズムに従って回転する必要があります。カッターの前面の角度は、二重旋削または仕上げによって作成する必要があることに注意してください。研削が実行される作業エッジは、研削面と平行な直線上に配置する必要があります。
カッターの取り付け
切削手順を適切に実行し、切削インサートの摩耗の増加を防ぎ、切削後の高品質の端面処理を確保するために、カッターをワークピースに対して完全に垂直な位置に設定する価値がありますさらに、回転軸の反対側に、上下方向のずれが両方向で 0.1 mm 以下になるように取り付ける必要があります。刃先を 0.1 mm のわずかな高さでも配置すると、ブレードが破損する可能性があり、より低い設定では、切断されていない棚がワークピースに形成される可能性があります。切断は、突出し量が最小限のカッターを使用して、チャックのジョーのできるだけ近くで実行する必要があります。ベンチトップ マシンで硬質材料を快適に加工するには、倒立工具またはバネ式工具を使用する必要があります。
2025 年の最高の切削工具の評価
予算オプション
3位:テクノスタル 2130-0001 036258
投票 0
投票 0
右勝手送りの標準サンプル。全長は 100 mm、ホルダーの長さは 10、高さは 16 です。T5K10 素材でできており、超硬が点在しています。原産国は中国、希望小売価格は185ルーブル。

利点:
- カーバイドが散在する生産材料。
- 十分な長さ;
- 最先端のはんだ付け。
欠陥:
- 初期荒加工が必要です。
2位:『セキラ1781』
投票 0
投票 0
強化された素材T5K6(小さなチタン含有物)で作られた、予算グループのもう1つの代表。全長は 140 ミリ、ホルダーの高さは 25 ミリ、幅は 16 ミリです。原産国は中国で、小売チェーンの価格は 205 ルーブルです。

利点:
- 製造材料にチタンを含む。
- ロングベース;
- 予算コスト。
欠陥:
- 初期研ぎが必要です。
1位:テクノスタル 2130-0005 030431
投票 0
投票 0
超硬普通鋼T5K10に超硬含浸を施し、刃先をロウ付けしたカッターです。全長は 120 mm、ホルダーの高さは 20、幅は 12 です。ロシアのライセンスに基づいて中国で生産されています。小売店での価格は220ルーブルに設定されています。

利点:
- 良好な幾何学的データ。
- ハイス鋼使用。
- はんだ付けされた先端。
欠陥:
- 繰り返しますが、最初の研ぎの必要性。
中価格帯
3位:テクノスタル 036377
投票 0
投票 0
この旋削工具は、その拡張された幾何学的特性によって際立っており、ベースはチタンが点在する合金で作られています。全長170ミリ、ホルダー幅20、高さ32ミリ。中国製。店の推奨価格は310ルーブルです。

利点:
- 適正価格;
- 優れた幾何学的寸法;
- チタンインサート。
欠陥:
- 見つかりませんでした。
2位:「セキラ15125」
投票 0
投票 0
適切な飼料のためのベラルーシの製造業者からの良い選択肢。ボディは超硬介在物を含む高速度鋼で作られています。全長140ミリ、ホルダーの高さ25、幅20です。製造国 - ベラルーシ。推奨小売価格は410ルーブルです。

利点:
- 優れた幾何学的特性;
- 高速度鋼材;
- お金に十分な価値。
欠陥:
- 見つかりません。
1位:「セキラ18917」
投票 0
投票 0
セグメントのトップモデル。頑丈な R6M5 鋼で作られており、以下の幾何学的特性を備えています: 全長 - 125 mm、ホルダー幅 - 4、ホルダー高さ - 18。その特別な幾何学的パラメーターにより、ほとんどのジュエリー作品に使用できます。製造国 - ベラルーシ。店舗の設定価格は520ルーブルです。

利点:
- 精密作業用に設計されています。
- 革新的な素材の使用;
- 実質価格。
欠陥:
- 見つかりませんでした。
プレミアムクラス
3位:「MGEHR1212-2」
投票 0
投票 0
切削インサート交換式の多機能モデル。耐久性が高く、使用期間が長いのが特徴です。高品質の素材で作られています。製造国はロシア、希望小売価格は900ルーブル。

利点:
- さまざまなカッティング プレートを使用する可能性。
- 溝とカットの高品質な実行;
- 多機能性と汎用性。
欠陥:
- 見つかりません。
2位:「24554 プロクソン」
投票 0
投票 0
溝切りや材料の切り落としに優れた実用性の高い外国製工具です。コバルト含有高速度鋼 (硬化) から製造されています。旋盤 PD-400 に適しています。寸法は12 x 3 x 85ミリメートルです。製造国 - ドイツ。小売チェーンの推奨価格は 1300 ルーブルです。

利点:
- メーカーは世界的に有名なブランドです。
- 高品質のケース素材。
- 長寿命。
欠陥:
- 見つかりませんでした。
1位:「ジェット50000909」
投票 0
投票 0
このサンプルは、JET BD-7、8、および 920 マシンでの作業に適しており、回転軸に対して 90 度の角度で材料を切断し、非常に狭い溝を切断することを目的としています。高負荷下での作業が可能で、非常に正確な切断技術が必要になる場合があります。それを使用するときは、送り速度を超えないようにしてください。寸法 - 150 x 8 x8 ミリメートル、国 - メーカー - スイス。ショップの推奨価格は2300ルーブルです。
利点:
- 高品質の製造材料;
- 仕事を見つける能力;
- 激しい負荷に耐える。
欠陥:
- 送り速度の正確な遵守の必要性。
エピローグの代わりに
カッター市場の分析によると、ロシアのバイヤーは、旋削分野の小さな起業家のように、国内のニーズに対して、何よりも低価格セグメントにある安価な工具サンプルを好むことがわかりました。このようなモデルは刃先がはんだ付けされており、オリジナルが必要ですが、価格は非常に安価です。ロシアのメーカーでさえ、そのようなノズルの製造技術をアジアに移転したことは注目に値します。人気のあるカッターのほとんどは、ロシアのライセンスの下でアジア諸国または近隣諸国で製造されています。同時に、大量生産に焦点を当て、激しい負荷のために特別な耐久性を必要とするプレミアムセグメントは、西ヨーロッパのサンプルのみで表されます.それらは高品質で区別され、3〜5桁の費用がかかり、ほとんどの場合、これらは多機能でユニバーサルなモデルです。
投票 0
新しいエントリ
2025年の最高のサーマルサラダバーの評価
閲覧数: 26
2025 年のクリオリポリシスに最適なデバイスの評価
閲覧数: 26
2025年の最高のロシアの髪用シャンプーの評価
閲覧数: 39
2025年のモスクワで最高の美容師の評価
閲覧数: 24
2025年の最高の保護靴カバーのランキング
閲覧数: 89
カテゴリー

2025年の50ccまでの最高で最も安いスクーターのトップランキング
ビュー: 131653

2025年のアパートの最高の防音材の評価
ビュー: 127694

2025年のインフルエンザと風邪のための高価な薬の安価な類似物の評価
ビュー: 124521

2025年の最高のメンズスニーカー
ビュー: 124036

2025年の最高の複合ビタミン
ビュー: 121942

2025 年のミキシングとマスタリングに最適なスタジオ ヘッドフォンのランキング
再生回数: 5878

スマートフォン Archos Diamond - 長所と短所
再生回数: 1404

2025年の最高の滑り止めチェーンとブレスレットのランキング
ビュー: 2400

子供用スマートウォッチDokiWatchのレビュー
再生回数: 3680

2025年の最高のロシアのブルーチーズの評価
閲覧数: 135
使える

2025年の最高の真空シーラーのランキング
ビュー: 1939

2025年の最高の電気コンロの評価
閲覧数: 2342

2025 年の最高の信頼できる歩行型トラクターの評価
再生回数: 17599 回

2025年の最高の抗ウイルス剤
再生回数: 33335

2025年のトップ15ホバーボード.お金に見合った価値
再生回数: 29340
人気記事
-
2025年の50ccまでの最高で最も安いスクーターのトップランキング
ビュー: 131653 -
2025年のアパートの最高の防音材の評価
ビュー: 127694 -
2025年のインフルエンザと風邪のための高価な薬の安価な類似物の評価
ビュー: 124521 -
2025年の最高のメンズスニーカー
ビュー: 124036 -
2025年の最高の複合ビタミン
ビュー: 121942 -

2025年の最高のスマートウォッチのトップランキング - 価格と品質の比率
再生回数: 114981 -

白髪に最適な塗料 - 最高評価 2025
再生回数: 113398 -

2025年のインテリア作業に最適な木材塗料のランキング
再生回数: 110320 -

2025年の最高のスピニングリールの評価
再生回数: 105332 -

2025年の男性用最高のセックス人形のランキング
ビュー: 104369 -

2025年の中国の最高のアクションカメラのランキング
再生回数: 102218 -

2025年の成人と子供のための最も効果的なカルシウム製剤
再生回数: 102013