
2025 年のタップとダイスのベスト セットの評価
タップとダイスは、作業のどの時点でも必要となる特殊なツール グループを構成します。彼らのキットのおかげで、詰まった雌ねじや剥がれたボルトを修理したり、小売店で購入するのが難しいナットやスタッドの単一のサンプルを復元したりすることができます.ダイとタップは設計、適用方法、使用領域が異なるため、個別に詳細に検討する必要があります。
タッピング
既存の取り外し可能な接続の中で、ねじ式のものは特に信頼性が高いと考えられています。ある時 (17 世紀にねじ切り旋盤が初めて使用される前)、ナットとボルトの各ペアは個別に作られ、交換できませんでした。 19世紀になると、人類は雌ねじを適用するための特別な基準を適用し始めました。工作機械とタップの両方を使用して実行できます。
設計上の特徴
最新の水栓には必ず次の設計要素があります。
- 切断プロファイルの形成を開始するために必要な、中空の円錐形の吸気口(別名ヘッド)部分。
- 潤滑と切りくず排出を提供するいくつかの横方向の溝 (通常は 2 ~ 6 個)。
- プロファイルの形成を完了する細長い円筒の形の較正要素。
- チャックやウインカークランプにタップを固定するシャンク。

クロスカットを行う場合、溝の形状は、タップの切削歯の前端とこの歯の背面の 2 つの面に依存します。
チップ溝はさまざまで、次のタイプがあります。
- 単一半径 - キャリブレーション ツールで使用され、丸い円弧の形の断面です。
- 直線 - ナットのねじ山を適用するために使用され、その断面は文字「U」の形をしています。
- 混合 - 後ろの溝は円弧の形をしており、前の溝は直線になっています (ほとんどの汎用ツールはこのスキームに従って作られています)。
タップのユニークな機能
主なタイプのタップには、独自の特性しかありません。これらの特性を知っていれば、いつでも適切なタップ モデルを選択できます。
- ねじピッチ;
- プロファイルとその高さ。
- プロファイルの最大高さ;
- 外側のねじ径;
- フェンス部分の長さ;
- バッキングの長さ;
- インテークコーンのコーナー。
重要!タップは左右のスレッドを持つデバイスに分割されていることを覚えておく価値があります。
用途別の種類
使用領域に応じて、タップは次のように分類されます。
- 鍵屋 - 正方形のシャンクがあり、手動で使用されます。それらには、回転とねじ切りが行われるカラーが付属しています。このセットには、直径がわずかに異なる 2 つのタップが含まれており、それぞれが加工中の穴の表面から取り代の一部のみを除去します。このようなセットのツールは、シャンクに刻印または刻印されている線の数が異なります (特に正確なものは 3 本の線、中間のものは 2 本、粗いものは 1 本のみ)。
- マシン(マシン)またはマシンマニュアル - 手動でも産業用機器でも切断できます (これらの目的のために、掘削/旋盤、さらには大規模な産業用加工センターが必要です)。上記とは対照的に、これらのタップは、軸の位置合わせが機械によって提供されるため、短縮された吸気要素を備えています。それらは高品質の工具鋼でできており、耐熱性があり、機械的圧力の影響をほとんど受けません。
- スパナ - ナットの内側にねじを入れる自動機械で使用されます。それらの設計では、滑らかな円筒形のより細長いシャンクが特徴です。ねじの回転が完了すると、ナットは次々とシャンクに移動し、そこで一連の作業の終了を待ちます。連続生産の終了後、シャンクがチャックから出てきて、すべてのナットが受け皿に落ちます。
意匠性による種類の違い
独自の設計によるタップは、それらの間で大きく異なる場合があります。
- フルートレス - 軟質/粘性材料と相互作用するときに使用されるため、非常に小さな溝があります (粘性材料は、軽金属合金およびいくつかのタイプの低炭素および高合金鋼グレードと呼ばれます);
- ネジ - 上向きのらせん状の溝があり、それを通して生産機械/自動機器のブラインドホール内のネジを実行します。
- ステップ - 作業要素は 2 つのセクターに分割されます。
- 組み合わせ - ドリルがリードイン要素の真正面に取り付けられ、1回のアプローチ中に穴が開けられ、そこでねじ切りが実行されます。
- ブローチ - 旋盤を使用して通過する穴にねじ込むために必要です。
- ベル型 - より大きな直径 (最大 0.5 メートル) のねじ切りに必要であり、共通のフレームに固定されたいくつかの切断システムが含まれています。
特別な生産作業による特別なデザインもあります。
ねじの種類
ねじのサイズとタイプごとに、独自のタップが必要です。ねじ込み式のもののように、それらは交換可能ではありません。主なタイプは異なる場合があります。
- メトリック - 文字「M」で表される三角形の二等辺プロファイルで、頂点の角度は 60 度で、その寸法はミリメートル単位で決定されます。
- インチ - 文字「W」で示され、そのプロファイルは 55 度の尖った角度であり、直径はインチと分数で表示され、1 インチあたりの回転数はステップ マークとして使用されます。
- パイプ - その違いは、プロファイルの後部/前部の傾斜が異なることです。これにより、接続が保証され、自動巻き戻しも防止されます。
製造資材
すべてのタップは、操作中に大きな機械的/熱的影響に耐え、この時点でツール自体が多数の穴を切削する必要があります。したがって、生産材料には高品質の工具鋼が必要です。
- 手動モデル - U10A または U12A - 高炭素鋼;
- 機械モデル - PM5 高速度鋼;
- 生産性を向上させた自動機械用 - 耐熱性を高めた硬質合金。
重要!ただし、このような金属には大きな欠点が 1 つあります。損傷すると、ねじ切り用のタップを自由に開けたり、取り外したりすることができなくなります。
ねじ切りの技術的プロセス
合計で、次の 4 つの主要な段階が含まれます。
- 準備段階は、必要な直径のドリルの選択と穴あけの実施ですが、ドリルを置き忘れてはなりません。その前に、十分に研ぐ必要があります。そうしないと、材料が過熱し、糸の信頼性が低下します。穴は皿穴であり、止まり穴の場合は、わずかな深さの余裕を報告する必要があります。
- 直接切断 - この段階では、実行されるすべての動きが測定され、明確かつ正確に実行されます。線はスキップされませんが、3 つすべてが粗いものから正確なものまで順番に適用されます。
- クリーニング段階-ここでは、ワイヤーブラシで通過穴を掃除し、聴覚障害者は圧力下の空気または建設用掃除機で掃除します。
- ステージを確認します - ここでは、ネジを既存の穴にねじ込む必要がありますが、余分な労力やあらゆる種類の歪みなしに、ネジに沿って滑らかに挿入する必要があります。
タップの損傷 - 考えられる原因と解決策
もちろん、問題のツールは完全に耐久性があるわけではなく、平凡な陳腐化や自然な摩耗や損傷を受けやすい.最も一般的な損傷ケース:
- ゆがみ;
- 作業開口部が狭すぎる。
- オペレータがゲートに加える過度の労力。
- 各フル スクロールの終わりに、逆の半回転ルールに従わなかった。
上記のケースのいずれかが発生した場合、急いでスレッドをより速く実行したり、セットからタップをスキップしたりする必要はありません。これらすべてが一時的な損失につながる可能性があるため、すべての抽出操作はゆっくりと行う必要があります。
ダイスによるねじ切り
ボルトによる接続は、最も人気のあるタイプのファスナーと言えます。しかし、どんなに優れた彫刻でも、いずれ使えなくなります。ここには 2 つの方法があります。プロの鍵屋に助けを求めるか、自分で糸を通すことができます。いずれにせよ、この操作には一連のleroksまたはdiesが必要になります。これが、雄ねじを適用するためのハンドツールの呼び出し方法です。それらを使用して、摩耗したハードウェアをすばやく復元したり、既存のスタッド/ボルトに目的の部品を作成したりできます。

デザインによるレロック(金型)の分類
1 つの金型を別の金型と区別する最初の特徴は、船体のデザインです。この指標によると、それらは次のように分類されます。
- ダイは丸みを帯びています-それらの本体は本格的なリングであり、そこをワークピースが通過します。その結果、剛性が向上したため、優れたねじ山に高品質のスパイラルプロファイルが形成されます。
- スライド ダイ (lehrs) - それらは 2 つの要素で構成され、異なる直径のねじ領域の製造を目的としています。
- 抜き型 - テイクオフに沿ったねじの直径は 0.1 ~ 0.3 mm になる可能性があるため、不正確なねじを適用する場合に使用する必要があります。
ねじ方向分類
これに基づいて、ダイを細分化することができます。
- 左 - めったに使用されず、特に特定の自動車部品、回転メカニズム、および右のスレッドがほどける場合に使用されます。
- 右 - ねじ、ボルト、車軸に使用される最も一般的な方向。
プロファイル分類
プレートのプロファイルによると、次のことができます。
- メトリック - 文字「M」でマークされたメトリック スレッドがあり、その後に直径をミリメートルで示す数字が続きます。最大 68 mm のサイズが標準ですが、各標準は大きなステップまたは小さなステップに対応しています (ロシア連邦では、これは GOST 9740 によって規制されています)。
- 円筒形パイプ - ラテン文字「G」でマークされ、ねじ山はインチで測定されます (メートル法に対して 1 インチ = 2.54 mm)。
- 円錐パイプ - 文字「K」でマークされます。これらは、要素が高圧下で動作する場所に設置される特に重要なジョイントで円錐形のねじ面を得るために使用されます (たとえば、生産機械);
- 台形 - ねじ山部分は等辺台形です。それらは、回転が並進運動に変換される動力ペアで使用されます (たとえば、ベンチのナットと送りねじ、機械万力)。
ダイホルダー
カットするには、ダイスが 1 つでは足りません。また、レールカを保持してクランプするための補助装置を使用する必要があります。これはダイホルダーと呼ばれます。そのようなデバイスの1つは、小さいものから大きいものまで、いくつかのサイズに合わせてすぐに設計されています。プレートは内部に取り付けられ、ネジで固定されています。
生産資材
Dies-lerok の製造には、高速度鋼 R18 または R6M5 が標準として使用されます。それらは「価格/品質」の点で優れており、稼働期間が長く、小さな修理や家事で優れた仕事をしています。
金型によるねじ切り技術
基本的に、行動の原則は非常に単純ですが、ここにはいくつかのニュアンスがあります。
- 準備段階で、パーツの端にある小さな鈍い部分をヤスリで削る必要があります (ツールの方がよく切れます)。
- ダイをホルダーにしっかりと固定し、ダイが回転しないことを確認してください。
- 手でハンドルを軽く押しながら、完全に 2 回転させます。
- ツールが部品に入った後、2 ~ 3 回完全に回転させ、1 つのアクションを半回転戻す必要があります。これにより、アプリケーションがより効率的に実行されます。
重要!処理する要素に対してホルダーの位置を常に制御する必要があります。傾斜がない場合は常に垂直でなければなりません。
ダイス・タップセットの選び方の特徴
まず、すべてのツールを明確に分離し、セットをナビゲートする必要があります。キットにはプロ用のオプションがあり、家庭用に設計されたアマチュア用のオプションがあります。
まず、ダイ/タップのタイプを決定する必要があります。たとえば、どちらのシステムがより優先的に使用されることになっているか-インチまたはメートル。ロシアでは、メートル法がより頻繁に使用されます。ここでは、円錐形と確立されたメトリック スレッド ピッチに基づいて、このシステムのレールを視覚的に識別できます。レルカの糸が三角形の輪郭を持っているという事実も考慮する価値があります - これはブレードの最後の回転から見ることができます.したがって、同様のツールを使用して、ナットを修復されたねじ山にねじ込むことができます。
必要な切断の精度は分割型によって達成されます。正確な切断が必要ない場合は、固いレールとセットにするのが理にかなっています。もちろん、ほとんどの専門家は、既存のすべてのタイプのカットを含むセットを購入することをお勧めします.
それとは別に、ケースについて言及する必要があります-セットは便利なプラスチックまたは木製の箱に入れることができ、ツール全体を快適に運ぶことができます。また、必要に応じて簡単に使用できます。
製造材料に関して - この場合、多くを哲学する必要はありません - ツールは、定義上、高強度の高炭素鋼で作られています。ただし、あからさまな偽造は避ける必要があります。通常、アジアの「無名」メーカーは軟質金属からセットを製造しています。
2025 年のタップとダイスのベスト セットの評価
ハンドセット
3位:5545 ERMAK M3-M10
投票 0
投票 0
国内生産の優れた安価なセットで、国内のニーズに最適です。ツールのセットは小さいですが、最も一般的な家事に対処できます。ケースはプラスチック製で、ツール収納用のフォームのくぼみがあります。

| 名前 | 索引 |
|---|---|
| アイテム数 | 14 |
| ケースの材質 | プラスチック |
| 総重量、グラム | 600 |
| 生産国 | ロシア |
| 寸法、mm | 15x20x15 |
| 価格、ルーブル | 1300 |
利点:
- 予算価格;
- 耐久性のあるツール製造材料;
- 日常業務には十分な機能。
欠陥:
- 壊れやすいケース。
2位:ステイヤーマスター 28020-h24
投票 1
投票 1
海外メーカーの機能キットで展開。家事だけでなく、自動車部品の簡単な修理にも使用できます。金属ケース入りで、ツールコンパートメントはプラスチック製です。

| 名前 | 索引 |
|---|---|
| アイテム数 | 24 |
| ケースの材質 | 金属 |
| 総重量、グラム | 1200 |
| 生産国 | ノルウェー |
| 寸法、mm | 30x20x30 |
| 価格、ルーブル | 2100 |
利点:
- 高度な機能;
- 適切な価格;
- デュアル測定システム (インチとメートル)。
欠陥:
- 不便なケース。
1位:「ベルガー」BG31TDS
投票 0
投票 0
鍵屋と自動車部品の両方に使用できるため、多くの点でユニバーサルキットです。標準的なライフリング用のダイとタップのほとんどがそこに存在します。優れた研ぎ品質により、作業中に過度の努力をする必要がありません。ケースはスチール製で、強力なキーロックを備えています。

| 名前 | 索引 |
|---|---|
| アイテム数 | 31 |
| ケースの材質 | 金属 |
| 総重量、グラム | 1300 |
| 生産国 | デンマーク |
| 寸法、mm | 30x20x30 |
| 価格、ルーブル | 3400 |
利点:
- 優れた切断品質
- 信頼できるケース;
- 耐久性のあるツール素材。
欠陥:
- 実際には、M12x1.25 ダイはありません (写真にはありませんが、説明にはあります)。
マシンキット
3位:ZUBR Professional 28110-H24
投票 0
投票 0
ほとんどのプロ用キットと同様に、これはキット内の多数のツール、幅広いアプリケーション、および一度に複数のマーキング システムを使用することによって区別されます。すべての工具は高炭素鋼で作られており、工作機械に取り付けられたときに最大の負荷に耐えるように設計されています。

| 名前 | 索引 |
|---|---|
| アイテム数 | 24 |
| ケースの材質 | 金属 |
| 総重量、グラム | 900 |
| 生産国 | ロシア |
| 寸法、mm | 30x15x20 |
| 価格、ルーブル | 4700 |
利点:
- パイプとメトリックの 2 つのシステムを使用します。
- 丈夫な金属工具作り。
欠陥:
- 識別されていません (そのセグメントについて)。
2位:SKRAB 33895
投票 0
投票 0
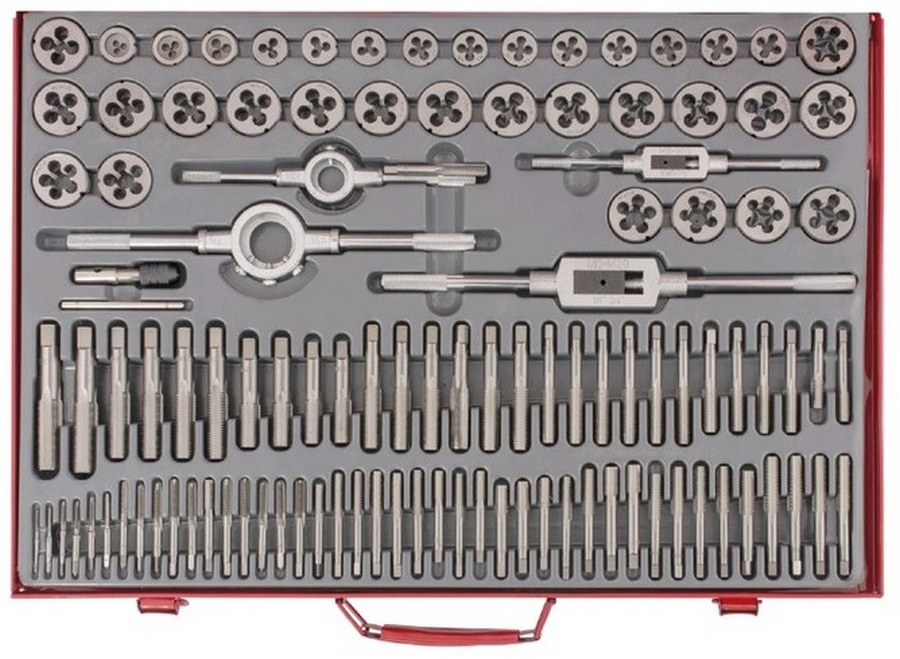
このキットは、ケース内のアイテムの便利な配置によって区別されます-下部のタップ、上部のダイ。雌ねじの下にツールを保持するために、エンボス加工されたハンドルを備えた特別なゲートがあります。すべてのサイズに対応するユニバーサル ダイ ホルダーも付属しています。ユーザーは、機械と手作業の両方の作業方法での高品質の切断に注目しています。
![]()
| 名前 | 索引 |
|---|---|
| アイテム数 | 45 |
| ケースの材質 | プラスチック |
| 総重量、グラム | 1100 |
| 生産国 | 台湾 |
| 寸法、mm | 30x20x30 |
| 価格、ルーブル | 9700 |
利点:
- ケース内のアイテムの整理に便利。
- lerok 用のユニバーサルホルダー。
- 専用ゲート付コンプリートセット。
欠陥:
- 高価。
1位:マトリックス 773110
投票 0
投票 0
110アイテムの最もプロフェッショナルなセット。国内および産業の両方で、絶対にあらゆる作業を実行できます。アルミニウム、鋳鉄、鋼、銅など、あらゆる材料の部品の加工に完全に適しています。すべてのツールは、革新的な重切削鋼 9XC で作られています。
| 名前 | 索引 |
|---|---|
| アイテム数 | 110 |
| ケースの材質 | プラスチック |
| 総重量、グラム | 1500 |
| 生産国 | 台湾 |
| 寸法、mm | 50×30×50 |
| 価格、ルーブル | 11000 |
利点:
- 現在の価格/品質比;
- ツールは最新のスチール製です。
- 実用的な汎用性と多くの機能。
欠陥:
- 見つかりません。
エピローグの代わりに
市場の分析中に、ロシアのバイヤーはまだセットの外国のバリエーションを好むことがわかりました.これは、より広い機能と追加の機器によるものです。同時に、ロシアのユーザーはほとんどの購入をインターネット経由で行おうとしています。その理由は、非常に優れたキットのコストが高いためです。これに関連して、オンラインショッピングを可能にするいくつかの経済的節約が必要です。
人気記事
-

2025年の50ccまでの最高で最も安いスクーターのトップランキング
ビュー: 131651 -

2025年のアパートの最高の防音材の評価
再生回数: 127690 -

2025年のインフルエンザと風邪のための高価な薬の安価な類似物の評価
ビュー: 124519 -

2025年の最高のメンズスニーカー
ビュー: 124033 -

2025年の最高の複合ビタミン
ビュー: 121939 -

2025年の最高のスマートウォッチのトップランキング - 価格と品質の比率
再生回数: 114980 -

白髪に最適な塗料 - 最高評価 2025
再生回数: 113395 -

2025年のインテリア作業に最適な木材塗料のランキング
再生回数: 110318 -

2025年の最高のスピニングリールの評価
ビュー: 105329 -

2025年の男性用最高のセックス人形のランキング
再生回数: 104366 -

2025年の中国の最高のアクションカメラのランキング
再生回数: 102216 -

2025年の成人と子供のための最も効果的なカルシウム製剤
再生回数: 102011