A 2022-es év legjobb fúróinak értékelése

A bütykölés és a ház körüli férfimunka szerelmeseinek, valamint a szakembereknek a szerszámipar rengeteg hasznos eszközt kínál. A lyukak és hornyok fúrása talán a leggyakoribb művelet. Az ilyen igényekre fúrókat hoztak létre, javítottak és folyamatosan korszerűsítenek. Ez a fogyóeszköz egyedülálló elemmé vált, amelytől a folyamat pontossága, végrehajtásának sebessége és megbízhatósága függ.
Tartalom
Mik azok a szerelékek
Fúrók fémhez
A következő munkakör típusától és anyagától függően egy vagy másik fúrótípust választanak ki.
Tervezés
- spirál típusú
A szerszám hossza 40 ÷ 400 mm tartományban változik, átmérője 1 ÷ 50 mm, és klasszikusnak tekinthető.
A teljes hosszon egy átmérőt tartanak fenn, a kerület mentén csavar alakú vágóél van csavart horonnyal a megmunkált anyag, azaz forgács eltávolítására. A vágóelemet egy párban duplikálják, amely szigorúan 180 ° -ban helyezkedik el.
Az ilyen berendezések alkalmasak nagy mélységű fémek átmenő furataira és vakmélyedésekre. Egy adott furatátmérőhöz 1 mm-rel kisebb fúrórudat kell választani, mivel a fúrás után az anyag oldalai eltörnek.

- lépcsős típus
A fúróelem kúpos kialakítású. Az él átmérője az alap felé növekszik, és nem folytonos alakú. Egy új lépés elején sima emelkedés és éles él van, a fúrási folyamat bármelyik lépésből indulhat. Minden réteg átmérője mm-ben van megadva, a szintek száma 5 és 10 között változik. Az ilyen berendezések lehetővé teszik különböző méretű lyukak készítését egy lapon a vágóelemek megváltoztatása nélkül, ami időt takarít meg. Egy meglévő lyukat nagyobb átmérőjűre lehet fúrni, ha a folyamatot egy bizonyos fúróréteggel kezdi.Mivel minden réteg egyetlen szerkezet részét képezi, nem teszi lehetővé a 3 mm-nél nagyobb mélyedést, ami jelentős korlátozás.
- korona típusa
A formakialakítás belső oldalán lévő üregek sok végfogat tartalmaznak. A csavart vágóél minden fogat folytat, és 4÷16 tartományban lehet. A dizájn és a koronával való hasonlóság határozta meg a nevét. Egy ilyen fúróval nagy lyukakat készíthet 50 mm fémmélységgel. Egyes esetekben a központosítást rögzített csavarvonalas elemekkel vagy csapokkal alkalmazzák a pontos munkavégzés érdekében.
- Zenkers
A kúpos forma lépcsők nélküli, a vágóélek hornyokkal folytatódnak. A süllyesztőt kis, 5 mm-es mélyedésekhez használják. A kerek furatok mellett az átmérő növelésével ovális fúrók is készíthetők. A süllyesztőkről bővebben olvashat itt.

- Lábszár
A kötődés erőssége befolyásolja a nemkívánatos lehetőséget:
- középső váltás;
- fúrótörés;
- a munkadarab anyagának sérülése.
A farrész rögzítésének típusának meg kell egyeznie a patronnal.
- Hengeres típus
A henger alakja követi a vágóél kialakítását, de kisebb átmérőjű, hogy leegyszerűsítse a forgási mozgást, amikor a fémbe merül. Három szorítófül biztosítja a szilárd tartást reteszelve. Ezt a típust elektromos fúrógépekben és kisgépekben használják.
- Hex típusú
A hatszögletű alap zökkenőmentesen átvált hengeres alakra és vágóhullámokat. A nézet nem igényel további rögzítést a kazetta elcsavarásával, és a kölcsönös felületek befogadó hüvelyébe van beszerelve. A gyors csere a különböző átmérőjű kutak létrehozásakor időt takarít meg.Minden csavarhúzó kompatibilis a hatlapú szárral. A szerszám bepattanása vagy az oda-vissza mozgó mozdulatok a tokmány nem kívánt kiesését okozhatják. Ez a nézet nem alkalmas vastag fém kutakhoz.

- kúpos típusú
A farokrész átmérőjének csökkentése a végén lehetővé teszi, hogy az elemet izomerővel rögzítse. A működés közbeni terhelés biztosítja a szilárd illeszkedést. Az extrakciót a patron nyílásaiba ékelt ékkel végezzük. A nézetet széles körben használják a fúrógépekben. A patron nagy átmérőjű köztes kúp használata megengedett.
Elkészítés módja
A paraméter határozza meg az erősséget; élettartam; a feldolgozandó acélfajták.
- Egy darabból álló nézet
A szerszámokat öntéssel nyerik, és ez a típus a leggyakoribb.
Gyorsacélból készültek, ezek lehetnek süllyesztők, koronák, spirálok és kúpok.
- hegesztett megjelenés
A 20 mm-nél nagyobb furatátmérőnél hegesztett szerszámot, a szárak szénacélt használtak. Az alkatrésznek kis költségű része és hosszú élettartama van.
- Keményfém hegyek
A BK8 minőséget a kemény fémek magasabb fúrási hőmérsékletére alkalmazzák. A speciális technológia egyoldalú élezése garantálja az eltarthatóság növekedését. A hegy cseréje az elem testének megőrzése mellett megengedett.

Jelzés
- HSS
A nagy keménységű és törésálló, szennyeződéseket tartalmazó gyorsacél általános célú rövidítése.
A szennyeződések meghatározzák a típust, a tulajdonságokat és a költségeket:
P wolframmal doppingolt;
F jelentése vanádium jelenléte;
M a molibdén hozzáadása.
- HSS-E
Az 5% és 8% közötti kobalt hozzáadásával a szerszám alkalmassá teszi az 1200 N/mm² szilárdságú rozsdamentes acélhoz. Gyakran használják nehéz anyagok fúrási folyamataiban, amelyek hevítéskor összehúzó hatásúak. A HSS-Co megjelölés is megengedett.
- HSS TiAIN
A titán, alumínium és nitrid háromrétegű leválasztásának rövidítése 900°-ig hőálló szerszámokat jelöl. 1100 N/mm² szilárdságú acélon végzett munka megengedett.
A HSS-TiAIN elemek hosszú ideig szolgálnak, és élettartamukat tekintve 5-ször felülmúlják a többi típust.
- HSS TiN
A nátrium-nitridet permetként használják a külső rétegen. A hőállósági jellemzők 600°-os küszöbértékre nőnek.
Az ezzel a jelöléssel ellátott fúró 1100 N / mm² szilárdságú anyagok fúrására alkalmas:
- öntöttvasban;
- alumínium;
- ötvözött acél;
- szénacél.
- HSS-G
A köbös bór-nitriddel való köszörülés a vágórészt kopásállóvá és radiális kifutással szemben ellenállóvá teszi. A megmunkálható acél csak 900 N/mm² szilárdsággal alkalmas, és öntöttvas anyagok fúrásához is használható.
- HSS-R
A hagyományos hőkezeléssel és görgős hengerléssel ellátott elemeket öntöttvas és lágyacél minőségi munkákhoz használják.
Kemény ötvözetek
Az anyagot hegyekhez használják, és alkalmas magas hőmérsékletű terhelésekre. A szerszám nagyon kopásálló.
Fúráshoz használható:
- titánötvözetekben;
- rozsdamentes acél;
- hőálló acélok.
Központi fúró
Az öntöttvas és acéltermékek lyukak készítéséhez fémet, cermetötvözeteket, kombinált központosító elemeket használnak. Az ilyen berendezéseket professzionálisnak tekintik, és kiváló minőségű feldolgozást és pontosságot biztosítanak.Fontos jellemző még a hibák és pontatlanságok kizárása a munkában. Számos felületi érdesség van a használt fogyóeszközzel kapcsolatban.
Fúrás fában
Építés és javítás, alkatrészek gyártása, sok köztes manipuláció minden munkában fúrást igényel.
Tervezés
A spirális nézet gyakori az univerzális készletekben, amelyek fán, fémen és betonon dolgoznak.
- Forstner típusú
A csavarfúró ezenkívül vágóelemekkel van felszerelve, miközben az eljárás sima lyukfalakat és lapos aljút eredményez.
A munkarész a következő formában is lehet:
- központosítás;
- lakás;
- egyoldalas mélyfúráshoz.

- Lábszár
Az összes farokrész felosztható:
- kúp típusú;
- hengeres;
- 3,4,6 csiszolt;
- SDS.
A faanyag fúrása annyiban sajátos, hogy elég a fánál keményebb szerkezetű fúrót választani. Megfelelő egy közönséges nagy szilárdságú acél, amelyből a legtöbb fúró készül.
zsaluzó elem
Egy ilyen fogyóelem segítségével egy műveletben lyukat fúrnak át a táblák belső és külső héján. Ennek oka a megszokott, átlagos méretet meghaladó hosszúság.
betonfúrás
Az ilyen munkákhoz mag-, csavar- és csavarfúrót használnak.
Gyűrű elemek
A típus műanyag fúrásához szükséges. Használhatja a spirál osztály elemeit is.
Gyémánt szerszámozás
A toll gyémánt elemeket üveg- és kerámialapok fúrására használják. Nagyobb méretű munkákhoz - vasbeton fúráshoz vezetékezéshez, van hozzá speciális szerszám és gyémánt koronák.

A helyes választás kritériumai
A javaslatok széles körének kezdeti tájékozódása érdekében fontos meghatározni a következő munkakört. Otthoni vagy vidéki használatra alkalmasabbak az univerzális készletek fa, fém és egyéb anyagok elemblokkjaival. Ha szükséges, külön fúrókat vásárolhat az adott munkákhoz.
Ezután kiválasztjuk a munkadarab típusát, amelyet fent részletesen ismertettünk.
Fontos figyelembe venni:
- Építkezés;
- gyártási anyag;
- ötvözetek;
- átmérők.
A szár a rendelkezésre álló szerszámnak megfelelően megfelelő megközelítést igényel. A következőket kell követnie:
- a patronon;
- elfog;
- fúró kitermelési módszer.
Az összes berendezés költsége 9 rubel és 18 000 rubel között mozog.
Ügy:
- professzionális megközelítés;
- konkrét munka;
- szükséges működési időtartam.

Hibák a választás során
Egy amatőr vagy profi, aki folyamatosan foglalkozik egy-egy szerszámmal, biztosan szembesül egyik-másik felszerelés hiányának problémájával. Lehetetlen olyan készletet vásárolni, amely egyszer és mindenkorra megfelel minden igénynek. A darabfúrók további beszerzése mintának nevezhető. Egy speciális eljáráshoz egyetemes ellátásra lesz szükség. Azonban, ha több készlet és darab felszerelés van az arzenálban, bármilyen feladattal megbirkózik. Magánműhely kialakítása során ne törekedjen a maximális darabszámú készlet megvásárlására. Ezenkívül veszteségesnek tartják a drága hangszerelemek vásárlását abban a reményben, hogy "egyszer hasznos lesz". Fontos, hogy tapasztalatot szerezzenek a fúrási munkák terén, meg tudják különböztetni a folyamat jellemzőit, és képesek legyenek a megfelelő fogyóeszközök kiválasztására.
A legjobb fúrók értékelése

A legjobb fémszerszámok áttekintése
DEWALT DT7926-XJ
Az amerikai márka innovatív megvalósításairól és magas gyárthatóságáról ismert.

Előnyök:
- egy készlet 29 db különböző átmérőjű 1÷13 mm;
- köztes és teljes értékek;
- a fúrási igények teljes körű lefedése;
- háromszögű szárral;
- megbízható patrontartó;
- három szekcionált tárolótok megléte a Midisafe számára;
- gyors fúrással;
- az élezés hosszú távú biztonsága;
- alkalmas professzionális használatra;
- jelöléssel a munkaterület felett a könnyű tájékozódás érdekében a kívánt átmérőben.
Hibák:
- vékony átmérőjű fúró erős melegítése.
AEG 4932352463
A termékmárkát egy már megszűnt német cégtől kölcsönözték, de a minőségbe és a népszerűségbe vetett bizalom megmaradt. Ez lehetővé teszi a svéd Electrolux cégnek és egy kínai cégcsoportnak, a Techtronic Industries számára, hogy népszerű készülékeket gyártsanak és széles körben értékesítsenek a világ minden táján.

Előnyök:
- 18 darabos készlet;
- betonból, fémből, fából készült anyagokkal való manipulációhoz tervezték;
- költségvetési osztály;
- nagy ellenállás a folyamatos használat terhelésével szemben;
- a felhasználók figyelembe veszik az átmérők széles skáláját;
- kényelmes tok;
- gyártási anyag - kiváló minőségű acél;
- szovjet acélmintákon végzett munka;
- az élezés hosszú megőrzése;
- egy további rekesz a tokban.
Hibák:
- a zárak felszereléséhez szükséges fém átmérője nem 11/13 mm;
- nagy, 10 mm-es fúrási szöggel, előfúrást igényel.
Metabo 627098000
A német Metabo werk GmbH márkanév 1924-ig nyúlik vissza, és a saját gyártású kiváló minőségű elektromos szerszámokat, vágóberendezéseket, famegmunkáló berendezéseket jelenti.

Előnyök:
- ergonómia;
- az elemek kényelmes kivonása;
- a gyártás során köszörülést alkalmaznak, ami növeli az élszilárdságot;
- az összes szükséges átmérő rendelkezésre állása;
- vannak köztes értékek;
- a vas tok megbízhatósága;
- kiváló választás otthoni és vidéki munkákhoz;
- él túlmelegedés nélkül működés közben;
- forgóerő kifutás nélkül.
Hibák:
- átlagos fúrási sebesség;
- van egy további élezés a vágóél elfogadható törésével.
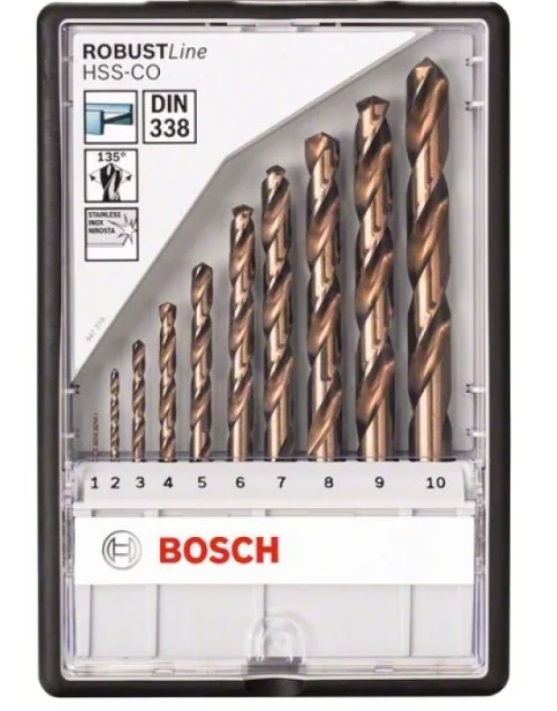
Bosch Robust Line2.607.019.925

A német Robert Bosch gmbH, a Siemens AG márkája számos, a legjobb hagyományok szerint, hosszú távú minőségben és a legújabb technológiák felhasználásával gyártott készüléket díszít.
Előnyök:
- kobaltötvözetű gyorsacélból készült;
- a kiváló erősségű osztályba tartoznak;
- minden típusú fém kezelésére alkalmas;
- a gyártó kizárólagos élezése;
- hosszú élettartam;
- nagy kopásállóság.
Hibák:
- köztes értékek nélkül;
- csak ø10 mm-es furatokhoz;
- ajánlott kenőanyag, amelyet a készlet nem tartalmaz.
Irwin Titanium 10503991
A világhírű amerikai Irwin Industrial Tools gyártó márkája, amely professzionális szerszámok szerszámozására specializálódott, gyártása a Newell Rubbermaid globális vállalat része.

Előnyök:
- titán-nitriddel bevonva;
- fokozott tartósság;
- csökkentett súrlódás fúrás közben;
- közbenső fokozatosság;
- 135°-os élezési szöggel;
- kényelmes készlet 15 egységből;
- elfogadható ár;
- online vásárlás lehetséges;
- kontaktfúrás.
Hibák:
- nem található.

A legjobb tartozékok fafúráshoz
Heller TD24646CV
A német cég fogyóeszközök gyártására specializálódott, és világszerte elismert. A több mint 160 éves fennállás során szerzett tapasztalat, hozzáértés, széles választék és felülmúlhatatlan minőség a márkát a fúrási és fúrási szegmens vezetőjévé tették.

Előnyök:
- spirál típusú;
- minimális átmérő 3 mm;
- 10 elemből álló készlet;
- erős tokkal;
- gyors behatolás jellemzi;
- kiváló a háztartási problémák megoldására;
- kényelmes forgácseltávolítással.
Hibák:
- az átmérő megjelölése nem elég egyértelmű, további hangsúlyt igényel.
Ráadás 19131
Az elektromos szerszámok hazai gyártójának védjegyét az orosz fogyasztó elismeri az árstabilitás és a megbízhatóság miatt.

Előnyök:
- a verés hiánya a munkában;
- a gyári élezés hosszú távú megőrzése;
- jó ár/minőség arány;
- elérhető az online áruházakban;
- átmérők univerzális választéka különféle igényekhez.
Hibák:
- a csomagolás eldobható, tárolóhely szükséges.
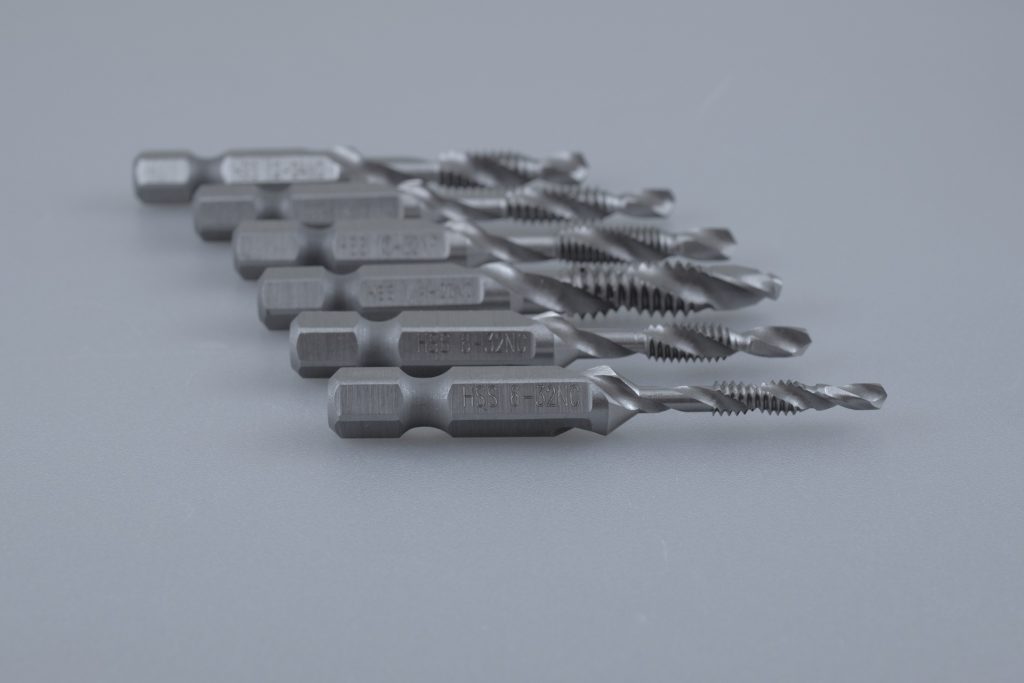
ZUBR Expert 2948-235-N6

Az orosz Masternet cég márkaneve több mint 20 éve ismert a piacon. A termékeket széles körben használják mind a nem szakemberek, mind az ipari termelésben.
Előnyök:
- jó ügy;
- 6 darabos készlet;
- csavaros típusú fúró;
- hatszögletű szár;
- a gyors belépéshez egy spirál típusú központosító csúcs található;
- szerszámacélból készült;
- költségvetési ár;
- verés nélkül aktív módban;
- kiváló élezéstartás.
Hibák:
- további átmérőkre lehet szükség.
Milwaukee Forstner 4932363704
Az amerikai márka híres magas műszaki jellemzőiről, minőségbiztosításáról és megfizethető áráról.

Előnyök:
- hengeres szárral;
- a munkadarab 50 mm;
- pontos fúrás tökéletes megmunkálással;
- középponttal.
Hibák:
- speciális feladatokra.
D.Bor 840280002D
Univerzális márka, amely alatt a szerszámok gyártását Európában és Ázsiában végzik.

Előnyök:
- hengeres farokkal;
- darabban;
- 118°-os élezési szöggel;
- megfizethető ár;
- mély hornyok jelenléte a megbízható forgácseltávolítás érdekében;
- speciális acélból készült.
Hibák:
- nem található.

A legjobb gyémánt és központosító elemek
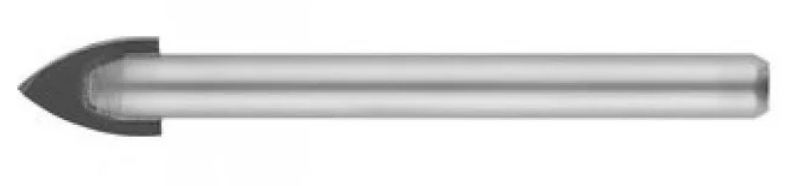
Stayer 2986-06 BK6
A német Kraftool GmBH cég világszerte ismert a Stayer márkáról, amely alatt kézi elektromos szerszámokat gyártanak.
Előnyök:
- toll típus;
- darabos komplett készlettel;
- megfizethető ár;
- online értékesítés van;
- biztosítja a fúrási folyamatot kerámia csempében, üvegben;
- gyémánt hegy.
Hibák:
- nem található.
CNIC D 8x20x80x21 P18 8x80mm
Az ipari szektor kínai termelésének költségvetési változatát egy kiváló minőségű fogyóeszköz képviseli. A P18 a gyártás anyagát jelzi - gyorsacél és 18 százalék wolfram.

Előnyök:
- darabként bemutatva;
- 8 mm átmérőjű;
- kétoldalas típus;
- nagy pontosság a munkában;
- kopásállóság;
- központosító osztály.
Hibák:
- hiányzó.

| A legjobb fúrók áttekintése | ||||||
|---|---|---|---|---|---|---|
| 1. | A legjobb szerszám fémekhez | |||||
| Modell | Szár, forma | Kiszerelés, darabszám | Méretek, mm | Jelzés | további információ | |
| DEWOLT DT7926-XJ | henger | 29 | 1÷13 | HSS-G | 3 szár széle | |
| AEG 4932352463 | −”− | 18 | 3÷10 | HSS-R | - | |
| Irwin Titanium | −”− | 15 | 1,5÷10 | HSS-G ón | megfelelő forgással | |
| Metabo 627098000 | −”− | 25 | 1÷13 | HSS-G | helyes vágás | |
| Bosch robusztus vonal | −”− | 10 | 1x12÷10x87 | HSS Co | 135°-os élezési szöggel | |
| 2. | A legjobb tartozékok fafúráshoz | |||||
| Heller TD24646 | henger | 10 | 3÷12 | - | forgácseltávolítással | |
| D.Bor 840280002D | −”− | 1 | 28*100*400 | - | 118°-os élezési szöggel | |
| Milwaukee Forstner 4932363704 | −”− | 1 | 12*50*90 | - | 8 kerek szárral | |
| Ráadás 19131 | −”− | 5 | 4÷10 | HSS | - | |
| ZUBR szakértő | hatszög | 6 | 6*160*235÷18*160*235 | szerszámacél | gyors belépéssel | |
| 3. | A legjobb gyémánt- és középfúrók | |||||
| Stayer 2986-06 BK6 | henger | 1 | 6*65 | gyémánt | hűtőfolyadékkal együtt használják | |
| CNIC D 8x20x80x21 | - | 1 | 8*25*80 | P18 | tartó ø20 mm | |
Következtetés
A különféle anyagok fúrásához és fúrásához berendezések széles választéka áll rendelkezésre. A vágóelemek típusban, kialakításban, munkadarabban, szárban, árban, gyártóban és sok más paraméterben különböznek egymástól. A piac orosz és külföldi gyártású fúrókat kínál. A helyes választáshoz fontos, hogy tapasztalattal rendelkezzen egy ilyen eszköz kezelésében, tartsa be az optimális kritériumokat, és folytassa az adott feladattal.
új bejegyzések
A legjobb termikus salátaszeletek értékelése 2022-ben
Megtekintések: 22
A legjobb kriolipolízis-eszközök értékelése 2022-re
Megtekintések: 22
A legjobb orosz hajsamponok értékelése 2022-ben
Megtekintések: 36
Moszkva legjobb kozmetikusainak értékelése 2022-ben
Megtekintések: 19
A legjobb védőcipőhuzatok rangsora 2022-ben
Megtekintve: 84
Kategóriák

A legjobb és legolcsóbb robogók 50 köbcentiig 2022-es rangsora
Megtekintve: 131649

A legjobb hangszigetelő anyagok értékelése egy lakáshoz 2022-ben
Megtekintve: 127688


A legjobb férfi tornacipő 2022-ben
Megtekintve: 124030

A legjobb komplex vitaminok 2022-ben
Megtekintve: 121937

Okostelefon Oppo A9 (2020) - előnyei és hátrányai
Megtekintve: 5408

A legjobb szűrőedények és sziták értékelése 2022-ben
Megtekintve: 5355

Olympus OM-D E-M10 Mark III digitális fényképezőgép áttekintése
Megtekintve: 1086


Hogyan lehet pénzt keresni a YouTube-on? A 2022-es legjobb módszerek rangsora
Megtekintések: 1883
Hasznos

A legjobb vákuumtömítők rangsora 2022-ben
Megtekintések: 1935

A legjobb elektromos főzőlapok értékelése 2022-ben
Megtekintve: 2339

A legjobb megbízható mögöttes traktorok értékelése 2022-re
Megtekintve: 17595

A legjobb vírusellenes szerek 2022-ben
Megtekintve: 33333

2022 legjobb 15 hoverboardja. Megfelelő ár-érték arány
Megtekintve: 29338
Népszerű cikkek
-
A legjobb és legolcsóbb robogók 50 köbcentiig 2022-es rangsora
Megtekintve: 131649 -
A legjobb hangszigetelő anyagok értékelése egy lakáshoz 2022-ben
Megtekintve: 127688 -
A drága influenza és megfázás elleni gyógyszerek olcsó analógjainak értékelése 2022-re
Megtekintve: 124517 -
A legjobb férfi tornacipő 2022-ben
Megtekintve: 124030 -
A legjobb komplex vitaminok 2022-ben
Megtekintve: 121937 -

A legjobb okosórák 2022-es rangsora – ár-minőség arány
Megtekintve: 114978 -

A legjobb festék ősz hajra – legjobb értékelés 2022
Megtekintve: 113393 -

A legjobb belsőépítészeti fafestékek rangsora 2022-ben
Megtekintve: 110318 -

A legjobb pergető orsók értékelése 2022-ben
Megtekintve: 105327 -

A legjobb férfi szexbabák rangsora 2022-ben
Megtekintve: 104363 -

A legjobb kínai akciókamerák rangsora 2022-ben
Megtekintve: 102214 -

A leghatékonyabb kalciumkészítmények felnőtteknek és gyermekeknek 2022-ben
Megtekintések: 102010