A legjobb hegesztő traktorok és kocsik értékelése 2022-re

A hegesztőkocsi (vagy hegesztőtraktor) egy speciális önjáró berendezés, amely a hegesztőpisztoly (vagy több) folyamatos és pontos mozgatására szolgál a kívánt pályán a hegesztési folyamat során. Ennek a mechanizmusnak a kis mérete lehetővé teszi, hogy a leginkább megközelíthetetlen helyzetekben is használható. Az ilyen típusú gépesített készülék képes megnövelt hosszúságú varratok hegesztésére, miközben kiküszöböli az emberi hiba tényezőjét, és megőrzi az elvégzett munka magas minőségét.

Tartalom
Alapvető tervezési részletek
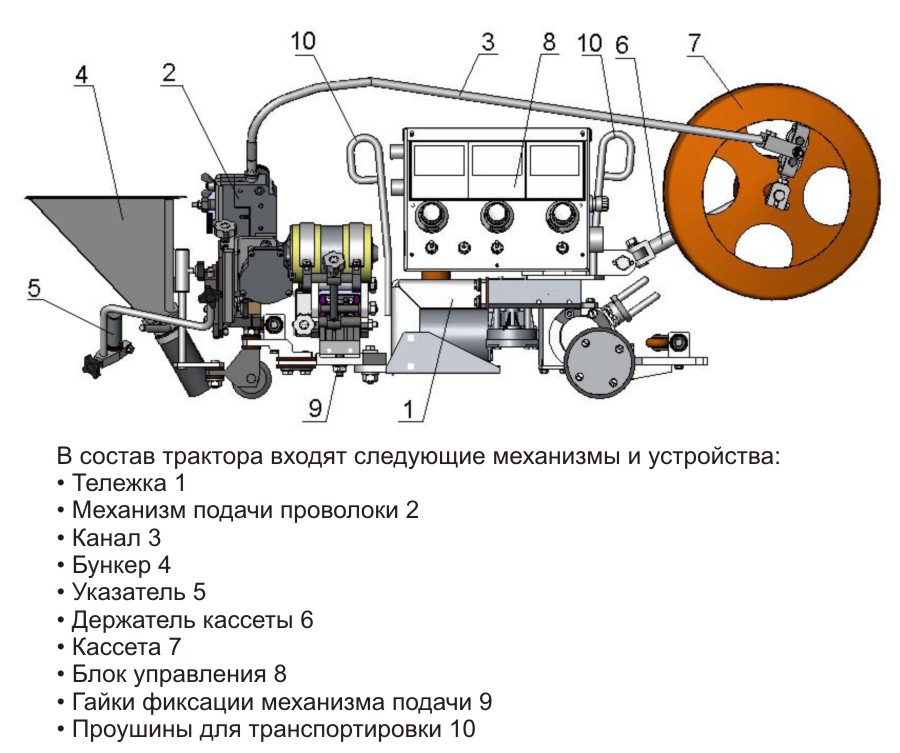
A hegesztőkocsi segítségével elektromos ívhegesztés történik. Mint minden automata gép, ez is egy bizonyos program szerint működik, speciális kerekei vannak, amelyekkel mozog. Ennek a készüléknek a fő jellemzője önjárónak nevezhető - a mozgást a sínek mentén (a varrás tengelye mentén) függetlenül hajtják végre, vagy a mozgásvektort egy személy határozza meg. A kocsik meglehetősen kompaktak, és nagyon könnyű szállítani őket a szomszédos helyiségek között, mivel a mozgást szolgáló sínek könnyűek, és a készülékkel együtt szállíthatók. A fő munkaelem a hegesztőfej, amelyen keresztül cseppfolyósított gázt szállítanak. A fogyóhuzal és a védőfolyasztószer is óriási szerepet játszik. Általánosságban elmondható, hogy a készülék kialakítása olyan, mint egy vezérlőpulttal ellátott kocsi, amelyen maga a traktor és további mechanizmusok találhatók. A legtöbb részlet beépíthető a mechanizmusba, vagy kivehető annak kialakításából. Önmagukban a leírt eszközöket leggyakrabban ipari vállalkozásokban és középszintű műhelyekben használják. Használhatók külön-külön és egy nagy szállítószalag részeként is.A lehetséges funkciók mennyisége közvetlenül befolyásolja a kocsi árát (például a drágább modellek képesek automatikusan ellenőrizni az alkalmazott varrás geometriájának helyességét, vagy önállóan szabályozhatják a kiadott védőfolyadék mennyiségét).
Meglévő besorolás
A mai napig többféle típusú berendezést fejlesztettek ki, amelyek bizonyos kritériumok szerint csoportosíthatók. Ha a hegesztőkocsiba / traktorba beépített motorok számáról beszélünk, akkor ezek a következőkre oszthatók:
- Egymotoros - minden mozgást egyetlen motorral hajtanak végre (egyszerűbb műszaki jellemzőkkel rendelkeznek, azonban könnyűek);
- Kétmotoros - a kocsi mozgását két motor vezérli különböző tengelyek mentén (egy ilyen eszköz masszívabb, de nagyobb a megbízhatósága, és paraméterei finomabban állíthatók).
Az alkalmazott védelmi módszerek szerinti osztályozás a következő típusok szerint történhet:
- "Nyílt íves hegesztés" - ezzel a módszerrel egyáltalán nem használnak védelmet, ezért a varrat különféle negatív hatásoknak lehet kitéve, azonban maga a gyártási folyamat olcsóbb lesz;
- "Gázvédelemmel" - ezzel a módszerrel az aktív / inert gázoktól védő környezet létrehozásával az oxigén nem juthat be a varratba, és nincs kitéve más negatív hatásoknak;
- "Elmerült ív" - ebben a módszerben további folyasztószert használnak, amely javítja a hegesztett fém varratának minőségét, és ugyanakkor megvédi a gyártást a negatív hatásoktól;
- „Nem fogyó elektróda használata” - a töltőanyagot egyszerűen nem használják a hegesztési folyamatban.
Osztályozás az egyidejűleg alátámasztott hegesztőívek módszere szerint:
- Egyíves - egy ívet vezet, a legtöbb hagyományos művelethez igazítva, a legegyszerűbb módszer, és egymotoros kocsikban használják;
- Kétívű - képes egy pár ívet párhuzamosan vezetni, miközben a hegesztés egyidejűleg történik, ami jelentősen felgyorsítja a legösszetettebb műveleteket, például tömeggyártásban;
- Három ívű - képes egyszerre három ív bevezetésére, és nagy bonyolultságú professzionális hegesztési munkákhoz készült (csak kétmotoros rendszerekben használható).
PU hegesztő traktor minden pozícióhoz
Az ilyen típusú traktorok rugalmas acél/alumínium síneken futnak, melyek mágneses bilincsekkel vannak rögzítve a megmunkált szerkezethez. A sín rugalmassága lehetővé teszi a hegesztett tárgy körvonalainak megismétlését, miközben a varrat szigorúan a megadott minta szerint kerül alkalmazásra. Ez az automatizálási módszer rendkívül hatékony a folyamatos és hosszú varratok létrehozásában. Ezen kívül az ilyen típusú traktorok egyik legfontosabb jellemzője az innovatív vezérlő funkció, amelynek köszönhetően a kocsi sebessége a kapott terheléstől függetlenül megmarad (45 kilogrammon belül). Ez azt jelenti, hogy a traktor üzem közben fel tudja húzni a hegesztőhuzal-előtolókat, valamint a berendezés működéséhez szükséges kábeleket.
Az automatizált folyamat rugalmasságának növelése érdekében számos programsablont fejlesztettek ki.Vannak traktorok, amelyek a hegesztési varratok végrehajtására szolgáló program szerint működnek egyszerű műveletek láncolatában ("Azonnali indítás", "Stop", "Hegesztőív indítása", "Hegesztés", "Stop", "Ismétlés") ). Ebből adódóan az algoritmussablonok használatának célja a hegesztés sebességének és pontosságának növelése, ami jelentősen felgyorsítja a gyártási folyamatot a klasszikus kézi hegesztéshez képest. Így a PU (szoftvervezérlés) ideális lehetőség nagyszabású projektek megvalósításához, ahol azonos típusú folyamatok automatizálására van szükség.
A hegesztőtraktorok használatának részletes funkcionális előnyei
Az önjáró hegesztőtraktorok félautomata hegesztésre történő alkalmazása védőgázokban fontos szerepet játszik a komplex gyártási folyamatok teljes automatizálása terén. Minőségileg megváltoztatják a munkavégzés körülményeit, sebességét és pontosságát a hagyományos kézi hegesztéshez képest, és közvetlen előnyeik közé tartozik:
- Szabványos hegesztőberendezések alkalmazása - a hegesztőtraktorok iparában történő állandó használat esetén már nincs szükség a speciális eszközök egyéb opcióinak beszerzésére - a legtöbb traktor könnyen kompatibilis a hagyományos félautomata hegesztőgépekkel és sokféle hegesztőgéppel. hegesztőpisztolyok.
- A kezelők további képzéséhez nincs szükség pénzügyi költségekre - maga a hegesztőkocsi kezelése intuitív, és minden félautomata gépek kezelésében jártas hegesztő használhatja. Csak annyit, hogy a kezdeti eligazításon még át kell menned, de ez maximum 2 napig tarthat.Ezen túlmenően a kocsihegesztéssel még azokat a szakembereket is meg lehet bízni, akik még a kézi eljárással kapcsolatban is alacsonyabb végzettséggel rendelkeznek. Ez annak köszönhető, hogy a fő hegesztési paramétereket (huzalelőtolási sebesség, feszültség és áram) tapasztaltabb szakemberek közvetlenül a vezérlőpulton állítják be, valamint a hegesztési vezérlési sebességet (a kocsi sebességét) és a hegesztőpisztoly dőlésszögét. a kezelendő felület vonatkozásában szintén az aktuális kezelő ellenőrzésén kívül esnek, és előre meghatározottak. Így az üzemeltetőnek csak a megfelelő pozícióba kell helyeznie a kocsit a hegesztendő tárgy fölé, kiválasztani a kívánt hegesztési módot és meg kell nyomnia a "Start" gombot. Ezt követően csak a teljes eljárás vizuális ellenőrzése marad.
- Az általános minőség javítása - traktoros hegesztéskor a hegesztőpisztoly szögétől (mind az illesztések mentén, mind a kötések mentén) a hegesztőpisztoly fúvóka kilépése közötti távolság, amely beállítja az ív méretét, állandó és a hegesztés által szabályozott lesz. zseblámpa a tartóba szerelve. A sebesség változatlan marad a kötés mentén a teljes ívtávon. Az ív mozgásának pályája is ellenőrzés alá esik. Mindez hozzájárul a szabályozott behatoláshoz, a finoman pelyhes és egyenletes hegesztési struktúra kialakításához, az alámetszések megelőzéséhez, az alkalmazott hegesztés geometriai minőségének növeléséhez, valamint a lerakódott perem nemesfémének egyenletes áramlásához. Az égő oszcilláló blokkjának használatakor javul a varratok burkoló- és kitöltési gyöngyeinek hegesztési minősége sok átmenettel.Még akkor is, ha a hegesztési kötés nincs megfelelően összeszerelve, jó munkaminőség érhető el azáltal, hogy a legtöbb kocsi ütközőgörgőkkel rendelkezik, amelyek nyomon tudják követni a hézagvonalat, miközben korrigálják a hegesztőpisztoly útját.
- A hegesztési folyamat intenzitásának növelése - természetes, hogy bármely folyamat automatizálása lehetővé teszi a munka intenzitásának növelését. A kocsihegesztés témakörében a statisztikák szerint a teljes munkaidő 40-45%-ával nő a munkaintenzitás, ami műszakonként körülbelül három-három és fél óra megtakarítást jelent a kézi hegesztéshez képest. Azokban az esetekben, amikor drága és többfunkciós hegesztőtraktorokat használnak, ez a szám megközelítheti a műszakonkénti öt-hat órás munkaidő-megtakarítást. Egyszerű példaként a következő helyzetet említhetjük: még egy tapasztalt hegesztő is, aki bizonyos kitartással rendelkezik, ritkán tud egy méternél hosszabb varratot készíteni anélkül, hogy helyzete megváltozna. Mindenesetre vagy magát kell mozgatnia a készülő varraton, vagy meg kell változtatnia a munkadarab helyzetét. Természetesen ezen műveletek végrehajtása során a hegesztő kénytelen eloltani az ívet. A munka folytatásakor és a varrat 15-25 milliméteres átfedésének kötelező hegesztése előtt először meg kell tisztítani a varrat végét a filmektől és a fröccsenéstől. A hegesztőtraktor viszont megszakítás nélkül mozog, egyidejűleg tetszőleges hosszon hegeszt egy varratot, így nem kell helyzetét változtatni (mint egy hegesztő), miközben megszakítja a műveleteket. Így a hegesztési munka időszakos megszakítása nem fordul elő.Ezen túlmenően a hegesztő időnkénti pihentetésének hiánya is jelentős szerepet játszik majd, mert nem szükséges folyamatosan ellenőrizni a hegesztési sebesség előrehaladását, és ezzel egyidejűleg fenntartani a megfelelő elektródanyúlást a hegesztési sebesség eléréséhez. jobb hegesztés. Ez azt mutatja, hogy a kezelő nem csak a saját kis ívszakaszát tudja felügyelni, hanem általánosságban is képes irányítani a helyzetet, beleértve más, ugyanazt az objektumot feldolgozó operátorok tevékenységét is, hogy időben összehangolja tevékenységüket velük. . Ugyanez mondható el magának a szerkezetnek a munkafolyamat közbeni viselkedésének ellenőrzéséről. Nagy előnyt jelenthet a két hegesztőpisztollyal rendelkező eszköz használata, amely lehetővé teszi két varrás párhuzamos végrehajtását, vagy két áthaladást ugyanazon a varraton az élek elválasztásakor. Ugyanakkor egy kezelő egyszerre több kocsit is ki tud szolgálni, ami tovább növeli a termelékenységet többszörösére.
- A százalékos arány csökkentése a deformációs hegesztés területén - a hőbevitel szabályozása lehetővé teszi a megmunkált szerkezet teljes deformációjának százalékos csökkentését a munka befejezése után. Ez a körülmény egyenes következménye annak, hogy a feldolgozás során nagyon pontos hegesztési paraméterek - ívfeszültség és hegesztési sebesség - megmaradnak, ami kézi gyártás keretein belül nem érhető el. Ezenkívül az ív állandó kioltása / gyulladása, amikor a hegesztő a varrat hossza mentén mozog, valamint a varrat lezárásának szükségessége - mindez befolyásolja a későbbi deformációk kockázatát. Meg kell jegyezni, hogy a két kocsival történő egyidejű varrás felére csökkenti az esetleges negatív következmények kockázatát.
- A hegesztési fogyóeszközök megtakarítása - ez a körülmény a hegesztési paraméterek finomabb beállításának és karbantartásának a teljes munka során történő végrehajtása miatt következik be. Fő tényezőként a hegesztőhuzal térfogatának csökkenését lehet kiemelni a fröccsenés során. Ez hatással van a munka közbeni megszakítások hiányára is, amikor a hegesztő kötése mentén mozog, és valójában a munka újrakezdését (a varratok átfedésének hiánya jelentősen megtakarítja a hegesztőanyagokat). A menetek száma csökkenthető a keresztirányú rezgéssel történő hegesztés lehetősége miatt. Ezen túlmenően az összes művelet egységessége és homogenitása mellett a védőgáz fogyasztása is csökken, ami megtakarítás szempontjából jelentős cikk lesz, ha drága argon alapú gázkeverékeket használnak védelemre.
- A segédfolyamatok kevesebb költséget igényelnek - a további műveletek, például a hő által érintett zóna tisztítása és a varratsorjázás, valamint a varraterősítés eltávolítása jelentősen csökken, mivel már sima és tiszta varratokat kapnak. az első menetben. A fröcskölés mértékének csökkentése a fugázással kapcsolatos költségeket is befolyásolja.
- A gyártás környezeti szintjének növelése - környezetbarát munkakörülmények érhetők el annak köszönhetően, hogy a hegesztő a kezelő helyén lesz, és nem ül az ívhegesztés során keletkező füst és hő közvetlen közelében.
Ennek eredményeként a traktorhegesztéssel bármely, akár egy kisvállalkozás automatizálható és „pluszba” hozható.Ez különösen igaz azokra a cégekre, ahol a szakemberek megfelelő tapasztalattal rendelkeznek a védőgázok félautomata hegesztésében - akkor az eredmény a lehető legrövidebb idő alatt érhető el, és kifejezettebb lesz. Ezenkívül a kocsik / traktorok bevezetése nem igényel rendkívül nagy beruházásokat, és meglehetősen gyorsan megtérül (kivéve, ha szupernagy és összetett projektet terveznek), és van idő a telepítésre:
- Egyes kocsimodellek még olcsóbbak is, mint víz alatti traktoros társaik;
- Annak ellenére, hogy a fogyóeszközök (védőgázok és fogyóhuzalok) beszerzési volumene változatlan marad, ezek költségei azonban jelentősen csökkennek;
- Nincs szükség további berendezések vásárlására a fluxus kalcinálásához, és ehhez egy speciális helyiséget újra fel kell szerelni;
- Az elvégzett eljárások technológiájában nincs szükség radikális változtatásra (pl. nincs szükség új típusú élvágás bevezetésére);
- Nem kell a személyzetet új hegesztési módszerekre kiképezni, nem lesz szükség a dolgozók további minősítésére és tanúsítására.
Meglévő hiányosságok
Sajnos a szóban forgó eszközök minden jelentős pozitív vonatkozása mellett jelentős hátrányokkal is rendelkeznek:
- A munka megkezdése előtt nagyon pontosan meg kell adnia az összes beállítást;
- A precíziós berendezések összetett meghibásodásoknak vannak kitéve, ezért a gyors javítás és a munka folytatása rendkívül kétséges;
- A hurkos varratok maximális/minimális átmérőjére speciális korlátozások vonatkoznak;
- Maga a technika leggyakrabban kis tömegű, de a véletlen túlzott terhelés gyorsan letilthatja;
- A működtetés bizonyos készségeket igényel, ami miatt ez a technika rosszul hozzáférhető a kisvállalkozások számára;
- Magas ár.
Az illetékes választás problémái
Minden hegesztési feladatnak megvannak a saját specifikus paraméterei, amelyeket gondosan ellenőrizni kell kocsi/traktor vásárlásakor. Kis volumenű feladatokhoz, amelyek nem igényelnek különösebb bonyolultságot, és csak azonos típusú műveletek folyamatos végrehajtását igénylik, a programvezérlés nélküli egymotoros gépek nagyon alkalmasak. Könnyen kezelhetők, nem jelentenek különösebb nehézséget javítási helyzetekben. Abban az esetben, ha nagyszabású projektre van szükség, és még inkább annak rövid időn belüli végrehajtására, jobb, ha többíves és többmotoros mintákat vásárol. Ugyanez vonatkozik a tömeggyártás megvalósítására is.
FONTOS! Vásárláskor a fő kiválasztási szempont legyen a maximális és minimális áramerősség mutatója, valamint a felhasznált fogyó vezetékek mérete!
A legjobb hegesztő traktorok és kocsik értékelése 2022-re
Költségvetési árszegmens
2. hely: "EvoSAW 1250-II"
Ez az önjáró berendezés alkalmas hegesztési munkák önálló elvégzésére folyasztószerrel; szerkezetileg két blokkra osztva (valójában automatizált készülék és inverteres tápegység). Megnövekedett munkasebesség jellemzi - hatvan másodpercen belül könnyedén elkészíti a 10-15 centiméter hosszú varrást. A feladatok sebességét azonban befolyásolja a feldolgozott fém vastagsága. Az inverter többek között önálló berendezésként is használható adott mélységű vágáshoz (légíves kimarás) vagy kézi hegesztőgépként. A csomag rövidzárlat és túlmelegedés elleni védelmi rendszert tartalmaz.A származási ország Oroszország, az ajánlott kiskereskedelmi ár 250 000 rubel.

Előnyök:
- A védelem jelenléte;
- Elemek külön használatának lehetősége;
- Minőségi felépítés.
Hibák:
- Korlátai vannak a hegesztett fém vastagságában.
1. helyezett: ADF-1000
Ez az orosz gyártótól származó minta többrétegű és egyrétegű hegesztést végezhet fogyóhuzalok bevonásával, fluxusvédelem alatt. Ehhez azonban háromfázisú elektromos csatlakozásra lesz szükség. A készletben található szoftver megoldja a mozgási sebesség és az elektródahuzal előtolásának szinkronizálását. Az egység képes előre telepített sínek mentén és közvetlenül a feldolgozott tárgy felületén mozogni. Rendelhető távirányító, melyen keresztül a hegesztési feszültség állítása is lehetséges. A munkaelem - a fej - mozgatható, a munkafelülethez képest bizonyos szögben felszerelhető. A vizuális ellenőrzés megkönnyítése érdekében a tervezésben lézeres jelölés található. A varratok gyűrűs és egyenes vonalú technikával egyaránt alkalmazhatók. A készülék képes hegeszteni vágóélek nélkül vagy azokkal (tomp), "tauruszban" (szögben), átfedő varratokkal. Az ajánlott ár 260 000 rubel.

Előnyök:
- Elérhető a mozgás a munkatárgy felületén;
- Lézeres marker jelenléte;
- Távirányítóval rendelkezik.
Hibák:
- Háromfázisú hálózati csatlakozás szükséges.
Középső árszegmens
2. helyezett: Promotech LIZARD
Ez a minta stabil mozgási sebességgel rendelkezik, amely a teljes munkafolyamat során változatlan marad.Ez a tény lehetővé teszi a hegesztési varrat rendkívüli pontosságának elérését, valamint a jobb minőség biztosítását. Ugyanakkor a töltőanyag rendkívül gazdaságosan kerül felhasználásra. A gép beprogramozható hosszú vagy speciális varrás öltésekkel történő varrására. Csak két gomb megnyomásával lehet meghatározni a kívánt varrat típusát, míg a hossz, sortávolság, varratkitöltés, kráterfeltöltési idő paraméterei már előre beállíthatók. Nagyon fontos lehetőség az oszcilláló egység jelenléte, amelynek segítségével automatikusan kiválasztják a hegesztési művelethez szükséges kritériumokat. Ez a blokk jelentősen kibővíti az eszköz képességeit, ami különösen fontos a függőleges varratok és a szél mentén történő vágás esetén. Az ajánlott ár 312 000 rubel.

Előnyök:
- Merev és könnyű egyrészes test;
- mágneses helymeghatározó rendszer jelenléte;
- Akár 40 programsablon rögzítésére is alkalmas.
Hibák:
- Nem található:
1. hely: "Riland-Aurora PRO MZ 1250"
Jó minta egy kínai gyártótól, ami moduláris felépítésű, külön inverterrel. Az egység képes süllyesztett ívhegesztési műveletek végrehajtására automatizált üzemmódban. Ez a mód általában pozitív hatással lesz a gyártás hatékony felgyorsítására, miközben az alkalmazott varratok minősége nem vész el. Képes szögben hegeszteni, valamint átfedni és egyenletes fenékre. Mind a feldolgozott objektum mentén, mind egy adott vektor mentén mozoghat telepített sínek segítségével. A hegesztés helyzete meglehetősen állítható - a pályán kívül és azon belül is elhelyezhető.Maga a készülék szerkezetileg nagyon egyszerű, ami fokozott megbízhatóságot jelent. Túlfeszültség- és felmelegedés elleni védelem – jelen van. Kiváló minőségű kényszerhűtés biztosított, ami befolyásolja az élettartam növekedését. Az ajánlott ár 338 000 rubel.

Előnyök:
- Kényszerhűtési rendszer elérhető;
- Nem szabványos módszerekkel tud hegesztést végezni;
- Külön moduláris architektúra.
Hibák:
- Nem található.
Prémium osztály
2. hely: „Svarog MZ1000”
Egy másik orosz minta, amelyet 4-30 milliméter vastagságú fémtárgyakhoz terveztek. Magas termelékenységet mutat, ha a készüléket szinte folyamatos gyártási műveletekben használják. Az ív egyenletességét a beállítható áramparaméterek finombeállítása biztosítja, ami jobb varrást jelent. Az egységnek van egy belső stabilizáló áramköre, amely szabályozza a bemeneti feszültség ingadozásait, de a csatlakoztatásához háromfázisú hálózatra lesz szükség. A kényelmes kezelést és kezelést a világos és kontrasztos információs kijelzők és a kezelőpanel biztosítja. Akár 100 algoritmussablon is betölthető a memóriába, ami lehetővé teszi, hogy ne minden alkalommal újra beállítsa a berendezést. Az ajánlott ár 350 000 rubel.

Előnyök:
- Akár 100 programozható minta;
- Van egy belső stabilizáló áramkör;
- Minőségi varrás.
Hibák:
- Háromfázisú hálózatra van szükség.
1. helyezett: ESAB A2 Multitrac
Kiváló, de nagyon drága modell egy európai gyártótól. A gyártási folyamatban képes két ívvel dolgozni, szétosztva a fogyóhuzalt.A levegő bejutását a varrat alkalmazási területére inert gázok bejuttatása megakadályozza. Speciális adapter beépítésével lehetőség nyílik szénelektródával légmetszés előállításra. A tirisztoros inverter alacsony feszültség mellett is stabil ívet tud biztosítani. Az ajánlott ár 1 100 000 rubel.

Előnyök:
- Ívstabilitás alacsony feszültségen;
- Párhuzamos működés két ívvel;
- tirisztoros inverter.
Hibák:
- Magas ár.
Epilógus helyett
A hegesztő traktorok/kocsik egyszerű, de funkcionális megoldást jelentenek az automatikus ívhegesztéshez. Képesek egy előre kiválasztott útvonalon vagy speciális síneken haladni, ami az embernek csak az elvégzett munka vizuális ellenőrzésének kötelezettsége marad. A kezelő fő feladata a szükséges beállítások helyes és megfelelő beállítása az elvégzendő feladatnak megfelelően. A gép minden munkát képes önállóan elvégezni. A munka típusa teljesen eltérő lehet, így maguk az eszközök lehetnek könnyűek és olcsók, vagy terjedelmesek és drágák. Ennek ellenére helyesebb azt mondani, hogy egy hegesztő traktor vagy kocsi elsősorban az ipari termelési mennyiségekre koncentrál.
új bejegyzések
A legjobb termikus salátaszeletek értékelése 2022-ben
Megtekintések: 33
A legjobb kriolipolízis-eszközök értékelése 2022-re
Megtekintések: 35
A legjobb orosz hajsamponok értékelése 2022-ben
Megtekintések: 47
Moszkva legjobb kozmetikusainak értékelése 2022-ben
Megtekintések: 33
A legjobb védőcipőhuzatok rangsora 2022-ben
Megtekintések: 96
Kategóriák

A legjobb és legolcsóbb robogók 50 köbcentiig 2022-es rangsora
Megtekintve: 131667

A legjobb hangszigetelő anyagok értékelése egy lakáshoz 2022-ben
Megtekintések: 127704


A legjobb férfi tornacipő 2022-ben
Megtekintve: 124049

A legjobb komplex vitaminok 2022-ben
Megtekintések: 121953

A legjobb szintek és lézerszintek áttekintése Mátrix
Megtekintve: 4470

A 2022-es legjobb vízihorgász kések értékelése
Megtekintve: 6619
2022 legjobb atlanti vízmelegítőinek áttekintése
Megtekintve: 4617

A legjobb moszkvai fejlesztők értékelése 2022-re
Megtekintve: 3784

A mastopathia kezelésére szolgáló legjobb gyógymódok értékelése 2022-re
Megtekintve: 8098
Hasznos

A legjobb vákuumtömítők rangsora 2022-ben
Megtekintések: 1943

A legjobb elektromos főzőlapok értékelése 2022-ben
Megtekintve: 2345

A legjobb megbízható mögöttes traktorok értékelése 2022-re
Megtekintve: 17605

A legjobb vírusellenes szerek 2022-ben
Megtekintve: 33342

2022 legjobb 15 hoverboardja. Megfelelő ár-érték arány
Megtekintve: 29347
Népszerű cikkek
-
A legjobb és legolcsóbb robogók 50 köbcentiig 2022-es rangsora
Megtekintve: 131667 -
A legjobb hangszigetelő anyagok értékelése egy lakáshoz 2022-ben
Megtekintések: 127704 -
A drága influenza és megfázás elleni gyógyszerek olcsó analógjainak értékelése 2022-re
Megtekintve: 124530 -
A legjobb férfi tornacipő 2022-ben
Megtekintve: 124049 -
A legjobb komplex vitaminok 2022-ben
Megtekintések: 121953 -

A legjobb okosórák 2022-es rangsora – ár-minőség arány
Megtekintve: 114988 -

A legjobb festék ősz hajra – legjobb értékelés 2022
Megtekintve: 113406 -

A legjobb belsőépítészeti fafestékek rangsora 2022-ben
Megtekintve: 110335 -

A legjobb pergető orsók értékelése 2022-ben
Megtekintve: 105340 -

A legjobb férfi szexbabák rangsora 2022-ben
Megtekintve: 104380 -

A legjobb kínai akciókamerák rangsora 2022-ben
Megtekintve: 102228 -

A leghatékonyabb kalciumkészítmények felnőtteknek és gyermekeknek 2022-ben
Megtekintve: 102022