A legjobb lézervágó gépek rangsora 2022-ben

Az üveg, fa, acél és egyéb anyagok minél pontosabb és legpontosabb vágásához speciális berendezéseket használnak. A mai napig a lézergépeket tartják a leghatékonyabb és legmodernebb eszközöknek. Kezdetben kizárólag ipari célúak voltak, de jelenleg háztartási műhelyben is használhatók.
A lézeres vágás egy olyan anyagvágási módszer, amely során fókuszált erős lézersugár ég át a megmunkálandó munkadarab felületén.Kis vastagságának, speciális irányszögének, koherenciájának és monokromatikusságának köszönhetően a lézersugár egyenletesen vágja az anyagot, és ez a folyamat minimális hulladékot termel, amelyet aztán egy levegősugár kifúj.
A megnövelt pontosságának köszönhetően a lézervágás jelentősen felgyorsítja és leegyszerűsíti a különböző munkadarabok feldolgozását, miközben minimális hibákat és selejtet okoz. Az ilyen berendezések iránti megnövekedett kereslet nem meglepő, mert a megnövekedett termelékenység miatt a gép magas költsége meglehetősen gyorsan megtérül, és több mint.
A munkadarab elégetése közvetlenül kiküszöböli a munkafelülettel való érintkezést. Ebből jól látszik, hogy nemcsak kemény ötvözetek (sárgaréz és réz, alumínium és acél), hanem meglehetősen törékeny alapanyagok, például fa vagy rétegelt lemez, valamint üveg feldolgozására is van lehetőség. A szinte teljes automatizálás növeli az egész folyamat hatékonyságát. Már nehéz elképzelni egy modern lézergépet CNC nélkül, számítógépes vezérlése ma már általánossá vált.
Tartalom
- 1 Lézeres gépek: általános információk
- 2 A lézergép főbb szakaszai
- 3 A lézeres vágás előnyei és hátrányai
- 4 A lézerrendszerek fő típusainak műszaki jellemzői
- 5 A lézergépek meglévő típusai
- 6 Meglévő típusú asztalok szerszámgépekhez
- 7 Hozzávetőleges használati sorrend
- 8 Az eszköz beállításának néhány árnyalata
- 9 A fő lényeges paraméterek a lézerkészülék kiválasztásakor
- 10 Árfüggőség
- 11 A legjobb lézervágó gépek rangsora 2022-ben
- 12 Epilógus helyett
Lézeres gépek: általános információk
Professzionális berendezések, amelyek munkáját fokozott pontosság jellemzi. A készülék erős lézerrel van felszerelve, amely könnyen átvágja a felületet, külön elemekre osztja azokat. A kapott vágás különösen sima, és nem igényel további feldolgozási lépést. Ezenkívül az ilyen gépek segítségével kényelmes a gravírozás, a különféle minták kivágása, és még a kis alkatrészek hegesztése is.
Eszköz és munkaelemek
Külsőleg a tervezés nem különösebben bonyolult, és a következőkből áll:
- Koordinátatábla - ő felelős a legyártott termék végső minőségéért. Rajta van egy ház, amelyen a mozgatható vezetőrészek vannak elhelyezve. Hajtásként golyóscsavarok vagy fogasszíjak használhatók. A fém lézeres gépeiben még egy vezérlőelemet használnak - a vezérlőt.
- "Repülő" optika - egy sor tükörből áll, amelyek mindegyike speciális összetételű bevonattal rendelkezik, amely csökkenti az energiasugár szóródását. Ott egy lencse is fel van szerelve, amely felelős a sugár fókuszálásáért egy kis, legfeljebb 2/10 mm átmérőjű pontba.
- Lézerlámpák - ez a fő sugárzó elem (általában zárt üveg variációkat használnak). A tüköroptikáról visszaverődő és a lencse által tovább fókuszált sugárzás elvégzi a fő munkát - az égést.
- További eszközök - általában ezek közé tartozik a légkompresszor és a fő hűtőrendszer.
A lencse a fő munkaelem
Rajta keresztül a lámpa által keltett nyaláb fókuszálódik és a feldolgozott anyagra irányul. A különböző lencséknek eltérő gyújtótávolsága, fókuszmélysége (amely a bemetszés maximális vastagságáért felelős) és a fókuszpont átmérője. Léteznek teleobjektívek (+100 mm), közepes fókuszú (50 mm-ig) és rövidfókuszú objektívek (38 mm-ig). Ahogy a neve is sugallja, a fókusztávolság hosszában különböznek. Így a teleobjektívek képesek hatékonyan átvágni vastag és kemény felületeket (fém), míg mások hatékonyan cizellált munkát tudnak végezni. A jelenlegi besorolás szerint minden lencsevariációt az adott munkatípushoz használnak:
- Rövid fókusz - kiváló munkát végezhet részletes tárgyak (például tömítések) gravírozásában és kivágásában, és kényelmes az alacsony sűrűségű anyagok (rétegelt lemez, forgácslap, plexi) vágására is;
- A közepes fókuszú lencséket gyakran „arany középútnak” nevezik, mivel kiváló minőségű gravírozásra és 8 mm-es közepes sűrűségű munkadarabok átvágására képesek (ez a vastagság összehasonlítható a fa sűrűségével);
- A teleobjektívek kiválóan alkalmasak vastag anyagok megmunkálására (a szabványos fémek mellett az akril és a fa akár 250 mm vastagságú is említhető).
Maguk a lencsék különféle alapanyagokból készülhetnek, amelyek közül a legnépszerűbbek a gallium-arzenid és a cink-szelenid. Érdemes megjegyezni, hogy az előbbiek az ipari formatervezési mintákhoz tartoznak, és 130 wattnál nagyobb teljesítményű szerszámgépekben használják.

A lézergép főbb szakaszai
Először egy speciális rajz készül, ahol a kívánt vágások koordinátái vannak feltüntetve - ez a rajz betöltődik a gép működési programjába.Ezt követően közvetlenül kezdődik a munkafolyamat: a gép automatikusan egy adott helyre irányítja a gerendát és erősen felmelegszik. Az üveg és a fém megolvad a magas hőmérséklet hatására, és a fa kiég. Szigorúan kijelölt helyen a megmunkálandó felületet a megadott paramétereknek megfelelően pontosan levágjuk.
A lézeres vágás előnyei és hátrányai
A kétségtelen előnyök a következők:
- A lézeres vágás különféle anyagok feldolgozására alkalmas;
- A közvetlen mechanikai érintkezés hiánya gyakorlatilag kiküszöböli a kezelt felület károsodásának kockázatát;
- A gépen bármilyen bonyolultságú munka elvégezhető, miközben garantált a tökéletesen egyenletes vágások és vonalak elérése;
- Az elvégzett munkát nagy termelékenység és gyorsaság jellemzi;
- Maga a folyamat csendben zajlik, nincs nagy mennyiségű por és törmelék.
A lézerrel végzett munka hátrányai a következők:
- A nyersdarabok feldolgozásának bélyegzési módja sokkal olcsóbb, mint a lézeres;
- A fafelületek feldolgozása során a lézerfolttal való érintkezés helyén sötét színű nyomok maradnak;
- Maguk a lézergépek (különösen az ipari kivitelek) nagyon drágák;
- Az anyagok munkafelületének vastagsága korlátozott.
A lézergépen elkészíthető termékek köre igen széles, az egység kiválóan alkalmas a gyártáshoz:
- Különféle sablonok és rétegelt lemezek;
- Fém kivitelezők és egyedi elemeik;
- Pecsétek és bélyegzők;
- Utcatáblák és útjelző táblák;
- tervezői képeslapok;
- Emléktárgyak gravírozással;
- Faragott mintákat tartalmazó dekorelemek;
- Dekorációk és képernyők;
- Modellek építészeti projektekhez és még sok más.
A lézerrendszerek fő típusainak műszaki jellemzői
A feldolgozott anyagtól függően ezek a következőkre oszthatók:
- A lámpával pumpált, ismétlődő impulzusú szilárdtestlézereket (kimeneti teljesítmény: 50-1000 watt) vastag fémek vágására használják;
- A diódapumpás DPSS szilárdtestlézereket közepes vastagságú fémekhez használják;
- Folytonos infravörös CO2 gázlézerek (kimeneti teljesítmény 400 wattig) nem fémes munkadarabok (gumi és polimerek, valamint fa) megmunkálására szolgálnak;
- A folyamatos gáz-CO2 lézerek (kimeneti teljesítmény - 0,7-6 kilowatt) alkalmasak ötvözött acél, vasfémek, bizonyos típusú fémötvözetek, valamint nem fémes anyagok megmunkálására;
- Szállézerek (kimeneti teljesítmény 0,4-15 kilowatt) - pontvágáshoz.

Jelenleg a lézeres berendezések alkalmazása nem tudja teljesen kiszorítani a piacról a klasszikus fémvágási módszereket. Ezért hatékony felhasználásuk csak akkor válik lehetségessé, ha a feldolgozott anyagot helyesen, a berendezés képességei alapján választják ki, és ha a hagyományos módszer alkalmazása fáradságossá vagy teljesen lehetetlenné válik.
A lézergépek meglévő típusai
Ennek a berendezésnek lehet univerzális és speciális célja is. Általában azonban az összes berendezést teljesítmény és méret szerint osztják fel:
- Az asztali eszközt alacsony fogyasztás jellemzi (kevesebb, mint 80 watt);
- A Professional már sok teljesítménnyel rendelkezik (80-195 watt);
- A gyártási minták akár 1000 watt teljesítményt is elérhetnek.
A munkakörnyezettől függően a lézerek osztályozhatók
- Szilárdtest - pumpás lámpákkal, vakulámpákkal, működő tokkal és több tükörrel vannak felszerelve;
- Gáz - van egy rendszerük inert gázok ellátására, valamint egy üveglombik, amelyben a sugárzó cső található;
- Gázdinamikus - speciális fúvókával rendelkeznek a gyorsított gázellátáshoz és további hűtőrendszerrel.
Meglévő típusú asztalok szerszámgépekhez
Az asztal a gép tervezésének egyik fő eleme, így a munka minősége közvetlenül függ a választásától:
- Lamellás asztalok - gyakran megtalálhatók az alapkonfigurációban, rendkívül kényelmes eltávolítani és tisztítani. Azonban nem alkalmasak finom részletmunkákra vagy szövetmunkákra. Ezenkívül egyáltalán nem speciális és vékony anyagok, például papír vagy karton feldolgozására szolgálnak.
- méhsejt alakú asztalok - Bevonatuk nagyon-nagyon alkalmas csak apró elemek vágására, mert nagyon sűrű és nem engedi a munkadarabokat a padlóra esni. Tökéletesen megbirkózik a vékony anyag - papír, karton, szövet - vágásával. A lamella asztalokkal ellentétben a munkadarab nem ereszkedik meg rajta.
- Szállítóasztalok - kifejezetten arra tervezték, hogy tekercsben lévő anyagokkal dolgozzanak, amelyek papírt és műbőrt is tartalmaznak. Rajtuk a nyersdarabok ellátása folyamatos üzemmódban történik, ami nagyban leegyszerűsíti a felhasználó munkáját.
Hozzávetőleges használati sorrend
A gép kezelésének alapvető szabályai meglehetősen egyszerűek, de még mindig ismerni kell a lépésről lépésre történő eljárást, hogy később ne keveredjen össze:
- Először ki kell választania egy mintát, amelyet ki kell vágni;
- Ezután töltse be a képet (fotót) a készülék kezelőprogramjába, ezzel egyidejűleg ellenőrizze az objektív munkafelületének tisztaságát.Szennyeződés esetén a lencsét alkoholba mártott pamut törlővel kell letörölni;
FONTOS! A lencsét nem lehet vodkával áttörölni, mivel a benne lévő illóolajok száradáskor vékony filmréteget képeznek a lencsén, ami sugárszóródáshoz vezet!
- Az egység bekapcsolása után meg kell várnia, amíg felmelegszik;
- Ezután válassza ki a feldolgozási módot: "raszter" a gravírozáshoz és "vektor" a vágáshoz;
- Ezután meg kell határoznia a vágás vonalszélességét (érdemes emlékezni arra, hogy a széles vonalakat hosszú ideig húzzák);
- Az összes művelet végén megkezdődik a folyamat végrehajtása, míg a gyártási idő a feldolgozott anyagtól és a beállított sebességmódtól függ.
Az eszköz beállításának néhány árnyalata
Mindig emlékezni kell arra, hogy a lézergép egy összetett műszaki berendezés, ezért beállításának rendkívül pontosnak kell lennie. A beállítás a fénysugár szerint történik, és az eljárás időtartama alatt a munkaelemet hagyományos lézermutatóra cserélik. Az eljárás a következő lépéseket tartalmazza:
- A lézercső korrekciója - átlátszó ragasztószalagot ragasztanak a fő tükörre, és magának a csőnek a helyzetét úgy állítják be, hogy a sugár közvetlenül a középpontjába kerüljön;
- Ezután a ragasztószalagot a második tükörre ragasztják, és a főt beállítják. Ennek eredményeként a lézermutató jelének mindig középen kell lennie, függetlenül a távolságtól. A sugár irányát a csavarok elforgatásával lehet megváltoztatni;
- Ezután a harmadik tükröt ragasztószalaggal felragasztjuk, és a fenti eljárást megismételjük, de csak a második optikai elem esetében;
- A harmadik tükröt úgy állítjuk be, hogy egy „célpontot” helyezünk az asztalra. Ebben az esetben a folt méretének meg kell egyeznie a kimeneti fúvóka méretével. A beállítás csavarokkal is történik.
A fő lényeges paraméterek a lézerkészülék kiválasztásakor
A modern gyártók folyamatosan és aktívan dolgoznak a meglévő technológiák modernizálásán és költségeinek csökkentésén, így a piac folyamatosan új mintákkal bővül. A szükséges feladatok alapján az egység kiválasztásakor fokozott figyelmet kell fordítani a következő tényezőkre:
- Gyártási mennyiségek - belföldi egyszeri felhasználás, vagy ipari méretekben van igény;
- A gép méretei - mindez a rendelkezésre álló helyiségek méretétől függ;
- A jövőbeli anyagok fő típusa - a száloptikai lézerek alkalmasak fémre és műanyagra, a szén-dioxid modelleket pedig általában szövethez és papírhoz, gumihoz és fához használják;
- Az emitter jellemzői - a teljesítmény jelzi a munka sebességét;
- Az asztal mozgatásának lehetősége - a feldolgozott munkadarabok vastagsága ettől a paramétertől függ;
- Vágófejek száma – az egynél több vágófej nagyobb termelékenységet jelent. Egy gravírozógéphez legalább kettőre van szükségük;
- Videokamerával felszerelve - segítségével a legkönnyebben átvihető a szükséges kép a készülék kezelőprogramjába;
- Tekercsadagoló mechanizmus - felszerelésre lesz szükségük, ha azt feltételezik, hogy tekercsbe tekerhető anyagokkal (papír, szövet stb.) működik;
- Kiegészítő tartozékok - ez magában foglalhat egy további asztalfelületet, egy külső hűtőberendezést, egy forgatóeszközt, a lézercső nagyobb teljesítményű elemre való cseréjének lehetőségét stb.
Árfüggőség
A lézergépek piacán gyakran a következő helyzettel találkozhatunk: úgy tűnik, hogy a műszaki jellemzőit tekintve azonos eszközöknek ugyanannyinak kell lenniük és ugyanannyiba kell kerülniük, mert akár egyforma asztali méretűek is lehetnek? De a költségeket mindenekelőtt az általános konfiguráció és az egyes alkatrészek minősége teszi ki. És ezek közé tartozik:
- Keret;
- Asztal mérete;
- gerenda cső;
- fűtőblokk;
- Tápegység;
- Motorok és egyéb vezérlőelemek.
Ezenkívül a további opciók jelentősen befolyásolják az árat, mint például a maradékáram-szabályozó, a kipufogóburkolat megléte, a forgóeszköz jelenléte, a kamera jelenléte stb.
Érdemes megemlíteni, hogy az összetett műszaki eszközöknél mindig és mindenhol fontos szerepet játszik a gyártó neve. Valóban, a kis, ismeretlen cégek rendkívül kedvező áraival tudják vonzani a potenciális vevőt berendezéseikre, de az ilyen minták között nehéz igazán jó berendezést találni. És amikor ilyen cégektől vásárol lézeres készüléket, a felhasználó dupla árat fizet, ami gyakori javításokat eredményez.
A jó modellt vizuálisan is megkülönböztetheti, ha csak a házat nézi. Ha vékony fémlemezből készül, olcsó csuklós tengelyvezetőket szerelnek bele, akkor egy ilyen gépet aligha lehet nagy sebességgel dolgozni. A nagy gyorsulás további rezgéseket okoz, ami elkerülhetetlenül a vágási vonalak helyességének megsértéséhez vagy egyenetlen gravírozáshoz vezet. Érdemes odafigyelni a gyártó cég életkorára is - a 3-5 éves adatok tekinthetők optimálisnak. A 9 éves vagy annál idősebb életkor már a jól megérdemelt helyről beszél a piacon.Ezenkívül érdemes megbeszélni a szervizzel kapcsolatos kérdéseket az eladóval - ha élethosszig tartó garanciát vagy legalább 5 éves szolgáltatási időszakot kínálnak, akkor egy ilyen eladó megbízható.
A legjobb lézervágó gépek rangsora 2022-ben
Költségvetési modellek
2. hely: WATTSAN MICRO 0203
Kiváló példa egy otthoni gépre, amelyet kizárólag dekorációs és alkalmazási célokra terveztek. Könnyen lehet vele mintás részleteket kivágni vékonylemez rétegelt lemezből, vagy plexire díszeket készíteni. Rendkívül kis méretei miatt nem is igényel külön helyiséget a beépítéséhez.

| Név | Index |
|---|---|
| Gyártó ország | Nagy-Britannia |
| Nyaláb teljesítmény, W | 40 |
| Tápegység, V | 220 |
| Súly, kg | 28 |
| Költség, rubel | 55000 |
Előnyök:
- Kis méretek;
- Gazdasági költség;
- A feldolgozott anyag megfelelő vastagsága (5-12 mm).
Hibák:
- Szűk hatókör.
1. helyezett: ZERDER FLEX 1060
Modell egy meglehetősen fiatal, de már népszerűvé váló német cégtől. Meglehetősen nagy méretei vannak, és viszonylag nagy a lézersugár pozicionálási pontossága. A megnövelt munkafelületnek köszönhetően nagy munkadarabokkal is tud dolgozni.
| Név | Index |
|---|---|
| Gyártó ország | Németország |
| Nyaláb teljesítmény, W | 80 |
| Tápegység, V | 220 |
| Súly, kg | 77 |
| Költség, rubel | 120000 |
Előnyök:
- nagy asztali számítógép;
- Alacsony ár;
- A lézercső teljesítménye 6000 óra.
Hibák:
- kis teljesítményű lézer.
Középosztálybeli minták
2. helyezett: MCLASER 4030 METAL
Sokoldalú gép, amely alkalmas fémek és vékonyabb anyagok megmunkálására is.Nagyon erős lézerrel, viszonylag kis méretei és súlya miatt hazai körülmények között is használható (házi műhelyben telepíthető). Az asztal területe azonban kicsi - 40 x 30 centiméter.

| Név | Index |
|---|---|
| Gyártó ország | Kína |
| Nyaláb teljesítmény, W | 120 |
| Tápegység, V | 220 |
| Súly, kg | 80 |
| Költség, rubel | 405000 |
Előnyök:
- Kiváló minőségű alkatrészek (az ázsiai származás ellenére);
- Univerzális modell;
- Akár 2 mm vastag fém vágására is alkalmas.
Hibák:
- Kicsi asztali.
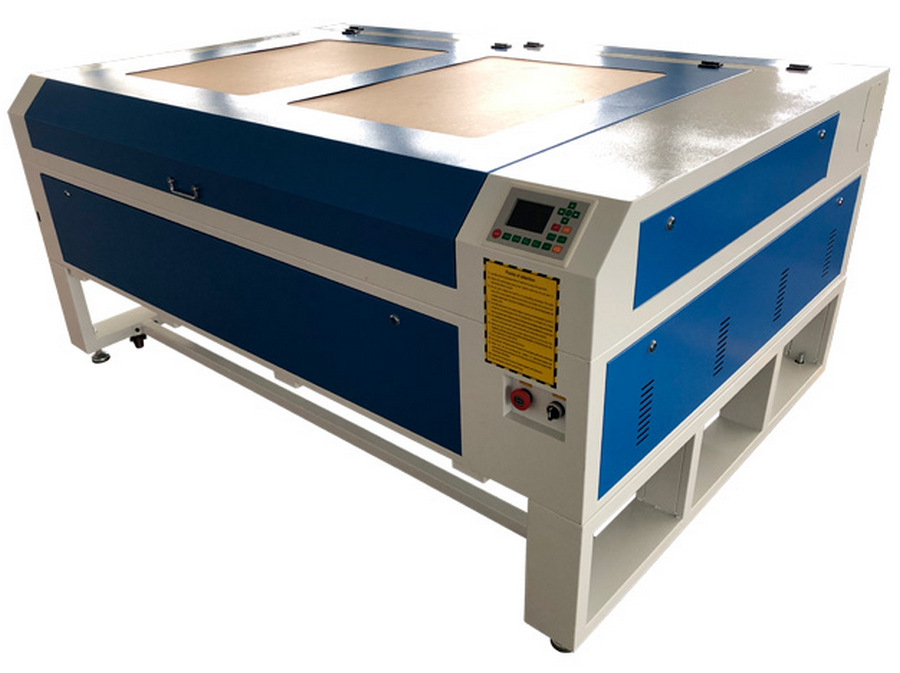
1. helyezett: NYUL FB 2030
Professzionális modellként a piacon elhelyezett széles formátumú egység. Nagy vágási sebességgel rendelkezik, az asztal területe 2 x 3 méter. A kialakításban két erős lézer és egy aranyozott tükörrendszer található. Kiválóan alkalmas speciális műhelybe. A lézercső élettartama 6500 órára nőtt.
| Név | Index |
|---|---|
| Gyártó ország | Kína |
| Nyaláb teljesítmény, W | 200 |
| Tápegység, V | 220 |
| Súly, kg | 450 |
| Költség, rubel | 1000000 |
Előnyök:
- Multifunkcionalitás;
- Megnövelt munkafelület;
- Megengedett vastagság törékeny anyagokhoz - 28 milliméter!
Hibák:
- Nagy méretek;
- Magas ár.
Modellek a prémium szegmensből
2. helyezett: MCLASER 1530 750W FÉM
Nagyon erős gép, közvetlenül vastag fémötvözetek megmunkálására orientálva. Akár 10 mm vastag munkadarabok vágására is alkalmas. A munkafelület elég nagy - 1,5 x 3 méter. Különbözik a megnövekedett termelékenységben és a munka sebességében.

| Név | Index |
|---|---|
| Gyártó ország | Kína |
| Nyaláb teljesítmény, W | 800 |
| Tápegység, V | 220 |
| Súly, kg | 750 |
| Költség, rubel | 4000000 |
Előnyök:
- A sugárzó cső élettartama 10 000 órára meghosszabbodott;
- A készlet külön kezelőpanelt tartalmaz;
- Az erő megnőtt.
Hibák:
- Nagy súly és méretek;
- Nagyon magas ár.
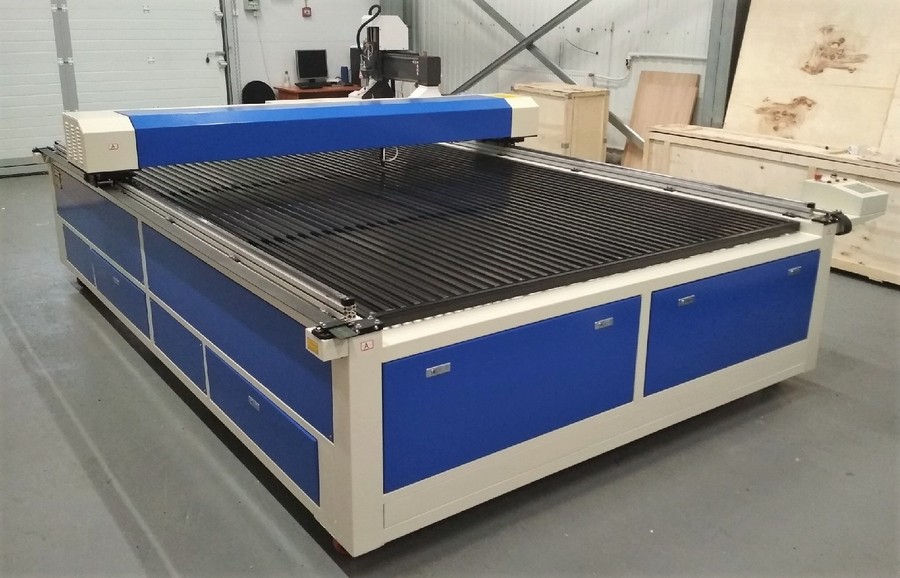
1. helyezett: Fiber FB1325
Ez a lézergép nagy teljesítményű száloptikai generátorral, nyugat-európai lineáris vezetőkkel és nagy pontosságú CNC rendszerrel rendelkezik. A készülék alkalmas vastag fémek és ötvözeteik megmunkálására. Általában nagy vágási hatékonyság és gazdaságosság jellemzi.

| Név | Index |
|---|---|
| Gyártó ország | Kína |
| Nyaláb teljesítmény, W | 950 |
| Tápegység, V | 220 |
| Súly, kg | 800 |
| Költség, rubel | 4700000 |
Előnyök:
- Teljesen professzionális modell;
- Sokoldalú és multifunkcionális;
- Gazdaságos vágási technológiát alkalmaz.
Hibák:
- Nem található (a szegmensükhöz).
Epilógus helyett
A piac elemzése azt mutatta, hogy a vezetők semmiképpen sem nyugati cégek. Az orosz vásárló inkább az ázsiai gyártás analógjait vásárolja meg, mivel az összeszerelésükhöz használt alkatrészeket továbbra is Európában gyártják. És ez már lehetővé teszi, hogy az általános minőségről beszéljünk. Ugyanakkor a legtöbb kínai cégnek nincs saját szervizközpontja az Orosz Föderációban, ami azt jelenti, hogy problémák adódhatnak a javítással. 2019 eleje óta azonban ez a helyzet javulni kezdett - Szibériában és a Távol-Keleten felhatalmazott központok jelentek meg, amelyek az oroszországi régiókban terepi szakemberek szolgáltatásait nyújtják (akár garanciális szolgáltatás keretében).
új bejegyzések
A legjobb termikus salátaszeletek értékelése 2022-ben
Megtekintések: 27
A legjobb kriolipolízis-eszközök értékelése 2022-re
Megtekintések: 29
A legjobb orosz hajsamponok értékelése 2022-ben
Megtekintések: 41
Moszkva legjobb kozmetikusainak értékelése 2022-ben
Megtekintések: 27
A legjobb védőcipőhuzatok rangsora 2022-ben
Megtekintések: 91
Kategóriák

A legjobb és legolcsóbb robogók 50 köbcentiig 2022-es rangsora
Megtekintve: 131656

A legjobb hangszigetelő anyagok értékelése egy lakáshoz 2022-ben
Megtekintve: 127697


A legjobb férfi tornacipő 2022-ben
Megtekintések: 124041

A legjobb komplex vitaminok 2022-ben
Megtekintések: 121945

A legjobb linóleumgyártók értékelése 2022-ben
Megtekintve: 6367

A legjobb lámpák sellak szárításához 2022-ben
Megtekintve: 23280

A legjobb gyermekmedencék Nyizsnyij Novgorodban 2022-ben
Megtekintve: 5804

A Huawei legjobb okosórái és karkötői 2022-ben
Megtekintve: 15877

A legjobb orvosi székek rangsora 2022-ben
Megtekintések: 1590
Hasznos

A legjobb vákuumtömítők rangsora 2022-ben
Megtekintések: 1940

A legjobb elektromos főzőlapok értékelése 2022-ben
Megtekintve: 2342

A legjobb megbízható mögöttes traktorok értékelése 2022-re
Megtekintve: 17601

A legjobb vírusellenes szerek 2022-ben
Megtekintve: 33337

2022 legjobb 15 hoverboardja. Megfelelő ár-érték arány
Megtekintve: 29342
Népszerű cikkek
-
A legjobb és legolcsóbb robogók 50 köbcentiig 2022-es rangsora
Megtekintve: 131656 -
A legjobb hangszigetelő anyagok értékelése egy lakáshoz 2022-ben
Megtekintve: 127697 -
A drága influenza és megfázás elleni gyógyszerek olcsó analógjainak értékelése 2022-re
Megtekintve: 124524 -
A legjobb férfi tornacipő 2022-ben
Megtekintések: 124041 -
A legjobb komplex vitaminok 2022-ben
Megtekintések: 121945 -

A legjobb okosórák 2022-es rangsora – ár-minőség arány
Megtekintve: 114983 -

A legjobb festék ősz hajra – legjobb értékelés 2022
Megtekintve: 113400 -

A legjobb belsőépítészeti fafestékek rangsora 2022-ben
Megtekintve: 110326 -

A legjobb pergető orsók értékelése 2022-ben
Megtekintve: 105334 -

A legjobb férfi szexbabák rangsora 2022-ben
Megtekintve: 104373 -

A legjobb kínai akciókamerák rangsora 2022-ben
Megtekintve: 102221 -

A leghatékonyabb kalciumkészítmények felnőtteknek és gyermekeknek 2022-ben
Megtekintések: 102015