
A legjobb csap- és szerszámkészletek értékelése 2022-ben
A csapok és matricák olyan speciális szerszámcsoportot alkotnak, amelyre a munka során bármikor szükség lehet. A készleteiknek köszönhetően lehetőség nyílik az elakadt belső menetek és a lecsupaszított csavarok javítására, valamint az anyák és csapok egyedi mintáinak helyreállítására, amelyek kiskereskedelmi forgalomban nehezen megvásárolhatók. Tekintettel arra, hogy a matricák és menetfúrók felépítése, felhasználási módja, felhasználási területe eltérő, ezeket külön érdemes részletesen megvizsgálni.
Tartalom
Megcsapolás
A meglévő levehető csatlakozások közül a menetes csatlakozások különösen megbízhatóak. Valamikor (a 17. századi csavarvágó eszterga első használata előtt) minden anyacsavar pár külön készült, és nem lehetett őket felcserélni. A 19. században az emberiség speciális szabványokat kezdett alkalmazni a belső menetek felhordására. Szerszámgép segítségével és csapok segítségével is elvégezhető.
Tervezési jellemzők
Egy modern csaptelep hibátlanul a következő tervezési elemekkel rendelkezik:
- Beszívó (más néven fej) rész üreges kúp formájában, a vágóprofil kialakításának megkezdéséhez szükséges;
- Számos oldalsó horony (általában kettő-hat), amelyek kenést és forgácskidobást biztosítanak;
- Kalibráló elem, hosszúkás henger formájában, amely befejezi a profil kialakítását;
- A szár, amely a csapnak a tokmányban vagy az irányjelző bilincsben való rögzítéséért felelős.

Keresztvágáskor a horony alakja két felületétől függ: a csap vágófogának elülső élétől és ennek a fognak a hátuljától.
A forgácshornyok eltérőek lehetnek, és a következő típusúak lehetnek:
- Egysugarú - a kalibráló szerszámokon használatosak, és körív alakú keresztmetszetűek;
- Egyenes vonalú - anyamenetek felhordására használják, és keresztmetszete "U" betű alakú;
- Vegyes - a hátsó horony ív alakú, az elülső horony pedig egyenes vonalú (a legtöbb univerzális szerszám ennek a séma szerint készül).
A csapok egyedi tulajdonságai
A csapok fő típusainak csak sajátosságai vannak. Ezen jellemzők ismeretében mindig kiválaszthatja a megfelelő csap modellt:
- Menetes menetemelkedés;
- Profil és a magassága;
- Maximális profil magasság;
- Menet átmérője kívül;
- A kerítésrész hossza;
- hátlap hossza;
- A szívókúp sarka.
FONTOS! Érdemes megjegyezni, hogy minden csap bal és jobb menetű eszközökre van osztva.
Típusok alkalmazási terület szerint
Felhasználási területük szerint a csapok a következőkre oszthatók:
- Lakatosok - négyzet alakú száruk van, manuálisan használhatók. Egy gallérral vannak ellátva, amelyen keresztül történik a forgás és a befűzés. A készlet két, egymástól kissé eltérő átmérőjű csapot tartalmaz, és mindegyik csak a ráhagyás egy részét távolítja el a megmunkálandó furat felületéről. Az ilyen készletben lévő szerszámok a szárra gravírozott vagy ott bélyegzett vonalak számában különböznek (a különösen pontosat három vonal jelzi, a közteset kettő, a durva pedig csak egy).
- Gép (gép) vagy gépi-kézikönyv - kézzel és ipari berendezéseken is vághatnak (ehhez fúró / esztergagépek és akár nagy ipari feldolgozó központok is szükségesek).A fentiekkel ellentétben ezek a csapok rövidített szívóelemmel rendelkeznek, mivel a tengelyek beállítását a gép biztosítja. Kiváló minőségű szerszámacélból készülnek, hőállóak és kevéssé érzékenyek a mechanikai nyomásra.
- csavarkulcs - automata gépekben használják belső anyák menetére. Kialakításukban megnyúltabb szárral különböztethetők meg, amelynek sima hengeres alakja van. A menetforgatás befejeztével az anyák egymás után a szárhoz költöznek, és ott várják a munka végét a sorozat során. A sorozatgyártás befejezése után a szár kijön a tokmányból, és az így kapott összes anya a fogadó tálcába esik.
Különbségek a típusokban a tervezési jellemzők szerint
A saját kialakítású csapok nagymértékben eltérhetnek egymástól:
- Fluteless - puha / viszkózus anyagokkal való kölcsönhatás során használatosak, ezért nagyon kicsi hornyokkal rendelkeznek (a viszkózus anyagokat könnyűfémötvözeteknek és többféle alacsony szén-dioxid-kibocsátású és erősen ötvözött acélminőségnek nevezhetjük);
- Csavar - felfelé ívelő spirálban hornyok vannak, amelyeken keresztül meneteket vezetnek be a gyártógépek / automata berendezések vakfurataiba;
- Lépcsőzetes - a munkaelem két szektorra van osztva, az első átvág, a második simítja;
- Kombinált - egy fúró van felszerelve közvetlenül a bevezető elem elé, az egyik megközelítés során egy lyukat fúrnak, és ott menetbefűzik;
- Problémák - az átmenő furatok eszterga segítségével történő befűzéséhez szükségesek;
- Bell típusú - nagyobb átmérőjű (legfeljebb 0,5 méteres) menethez szükségesek, és több vágórendszert tartalmaznak, amelyek egy közös keretben vannak rögzítve.
Vannak exkluzív dizájnok is, amelyek a speciális gyártási feladatoknak köszönhetők.
Száltípusok
Minden menetmérethez és -típushoz saját menetfúró szükséges. Nem cserélhetők fel, mint a menetesek. A fő típusok eltérőek lehetnek:
- Metrikus - "M" betűvel jelölve egy háromszög alakú, egyenlő szárú profil, ahol a csúcsszög 60 fok, méretei pedig milliméterben vannak meghatározva;
- Hüvelyk - "W" betűvel jelölve, profilja 55 fokos hegyes szög, és az átmérő hüvelykben és törtrészekben jelenik meg, és a hüvelykenkénti fordulatok számát lépésjelként használják;
- Cső - különbsége a profil hátsó / elülső részének eltérő dőlésszöge, amely garantált csatlakozást biztosít, és megakadályozza az öntekercselést.
Gyártási anyagok
Minden menetfúró nagy mechanikai/hőhatásnak van kitéve működés közben, és magának a szerszámnak sok lyukat kell vágnia ekkor. Ennek megfelelően a gyártási anyagokhoz kiváló minőségű szerszámacélokra van szükség:
- Kézi modellek - U10A vagy U12A - magas széntartalmú acélok;
- Gépmodellek - PM5 gyorsacél;
- Megnövelt termelékenységű automata gépekhez - keményötvözetek fokozott hőállósággal.
FONTOS! Az ilyen fémeknek azonban van egy nagy hátránya - ha megsérül, a menetfúró menetét nem lehet szabadon fúrni / eltávolítani.
A menetfűzés technológiai folyamata
Összességében négy fő szakaszból áll:
- Az előkészítő szakasz a kívánt átmérőjű fúró kiválasztása és a fúrás végrehajtása, miközben a fúrót nem szabad lemaradni. Előtte kellően élesíteni kell, különben az anyag túlmelegszik, és a menet megbízhatósága csökken. A lyuk süllyesztett, zsákfurat esetén kis mélységi ráhagyást kell jelenteni;
- Közvetlen vágás - ebben a szakaszban minden végrehajtott mozdulatot mért, világosan és pontosan hajtanak végre, a vonalakat nem szabad kihagyni, hanem mind a hármat egymás után kell alkalmazni a durvától a pontosig;
- Tisztítási szakasz - itt drótkefével, a süketeket pedig nyomás alatti levegővel vagy építőipari porszívóval tisztítják meg;
- Ellenőrzési szakasz - itt be kell csavarni a csavart a meglévő lyukba, miközben a bemenetnek simának kell lennie a menet mentén, minden extra erőfeszítés és mindenféle torzítás nélkül.
Koppintson a Kár – Lehetséges okok és megoldások elemre
A szóban forgó eszköz természetesen nem teljesen tartós, hajlamos a banális elavulásra és a természetes elhasználódásra. A leggyakoribb káresetek:
- Csavarás;
- Túl szűk munkanyílás;
- A kezelő túlzott erőfeszítést tesz a kapura;
- A fordított félfordulat szabályainak be nem tartása minden teljes tekercs végén.
Ha a fenti esetek bármelyike előfordul, akkor nem kell rohanni, és megpróbálni gyorsabban futtatni a szálat, vagy megpróbálni kihagyni a csapot a készletből. Mindez átmeneti veszteségeket eredményezhet, ezért minden kitermelési műveletet lassan kell elvégezni.
Befűzés matricákkal
A csavarokkal való kapcsolat biztonságosan nevezhető a legnépszerűbb rögzítőelemnek.Azonban még a szuper minőségű faragások is használhatatlanná válnak. És itt két módja van - kérhet segítséget egy professzionális lakatostól, vagy saját maga is cérna. Mindenesetre ehhez a művelethez egy lerok- vagy szerszámkészletre lesz szükség - így hívják a külső menetek felhordására szolgáló kéziszerszámokat. Segítségükkel gyorsan helyreállítható az elhasználódott hardver, vagy a kívánt alkatrész egy meglévő csapra/csavarra készíthető.

A lerok (matricák) osztályozása tervezés szerint
Az első jellemző, amely megkülönbözteti az egyik szerszámot a másiktól, a hajótest kialakítása. E mutató szerint a következőkre oszthatók:
- A szerszámok lekerekítettek - testük egy teljes értékű gyűrű, amelyen keresztül a munkadarab áthalad. A megnövekedett merevségnek köszönhetően kiváló meneten kiváló minőségű spirálprofil képződik;
- Csúszó szerszámok (lehrs) - 2 elemből állnak, és különböző átmérőjű menetes területek gyártására szolgálnak;
- Vágószerszámok - menetes átmérőjük a felszállás mentén 0,1-0,3 milliméter lehet, ezért pontatlan menetek felhordásakor kell őket használni.
Száltájolás besorolása
Ennek alapján a matricák feloszthatók:
- Bal - ritkán használják, és különösen bizonyos autóalkatrészekben, forgási mechanizmusokban és olyan esetekben, amikor a jobb menet letekerhet;
- Jobb - a legnépszerűbb irány, csavarokon, csavarokon, tengelyeken használják.
Profilbesorolás
A lemez profilja szerint lehet:
- Metrikus - legyen egy metrikus menete, amelyet "M" betűvel jelölnek, amelyet egy szám követ, amely az átmérőt jelzi milliméterben.A 68 mm-ig terjedő méretek szabványosak, míg minden szabvány egy nagy vagy kis lépésnek felel meg (az Orosz Föderációban ezt a GOST 9740 szabályozza);
- Hengeres cső - latin "G" betűvel jelölve, menetüket hüvelykben mérik (a metrikus rendszerhez viszonyítva 1 hüvelyk = 2,54 mm);
- Kúpos cső - „K” betűvel vannak jelölve, kúp alakú menetes felület létrehozására szolgálnak különösen kritikus csatlakozásokban, amelyeket olyan helyekre szerelnek fel, ahol az elemek nagy nyomás alatt működnek (például a munkaegységek). gyártógépek);
- Trapéz alakú - menetmetszetük egyenlő oldalú trapéz. Erőpárokban használják őket, ahol a forgást transzlációs mozgásokká alakítják (például anya és vezérorsó a padban és a gép satu).
Die-tartók
A vágáshoz egy kocka nem lesz elég. A lehrka tartásához és rögzítéséhez segédeszközt is kell használni - ezt nevezik szerszámtartónak. Az egyik ilyen eszközt azonnal több méretre tervezték - a kicsitől a nagyig. A lemez belsejében van felszerelve, és egy csavar tartja.
Gyártási anyag
A nyomólérok gyártásához alapkivitelben R18 vagy R6M5 gyorsacélt használnak. "Ár/minőség" arányban jók, hosszabb üzemidővel rendelkeznek, kisebb javításokkal, háztartási munkákkal is kiválóan teljesítenek.
Menetvágási technológia szerszámmal
Alapvetően azonban a cselekvés elve meglehetősen egyszerű, és van néhány árnyalat:
- Az előkészítési szakaszban egy reszelővel le kell csiszolni egy kis tompaságot az alkatrész végén (a szerszám jobban fog vágni);
- Erősen rögzítse a szerszámot a tartóban, ügyeljen arra, hogy ne forogjon;
- Hajtson végre két teljes fordulatot, enyhén nyomja meg a fogantyút a kezével;
- Miután a szerszám belépett az alkatrészbe, 2-3 teljes fordulatot kell végrehajtani és egy műveletet fél fordulattal visszafelé - így hatékonyabban történik az alkalmazás.
FONTOS! Folyamatosan ellenőrizni kell a tartó helyzetét a feldolgozandó elemhez képest - dőlés hiányában mindig merőlegesnek kell lennie!
A matricák és csapok készletének kiválasztásának jellemzői
Először is világosan el kell különítenie az összes eszközt, és navigálnia kell a készletben. Vannak professzionális lehetőségek a készletekhez, és vannak amatőrek, amelyeket háztartási használatra terveztek.
Először el kell döntenie a szerszámok / csapok típusát. Például azt, hogy melyik rendszert kell előnyben részesíteni - hüvelykes vagy metrikus. Oroszországban gyakrabban használják a metrikus rendszert. Itt vizuálisan azonosíthatja a rendszer kemencéit kúpos alakjuk és a megállapított metrikus menetemelkedés alapján. Érdemes megfontolni azt a tényt is, hogy a lerka menetei háromszög alakúak - ez látszik a pengék utolsó fordulataiból. Így egy hasonló szerszámmal fel lehet csavarni az anyát a helyreállított menetre.
A kívánt vágás pontosságát osztott szerszámokkal érjük el, és ha nincs szükség precíz vágásra, akkor érdemes tömör kemencével ellátott készletet venni. Természetesen a legtöbb szakember azt tanácsolja, hogy olyan készletet vásároljon, amely tartalmazza az összes létező típusú vágást.
Külön meg kell említeni az eseteket - a készletek kényelmes műanyag vagy fa dobozokban lehetnek, lehetővé teszik az egész szerszám kényelmes szállítását. És ha szükséges, könnyen használható.
A gyártás anyagát illetően - ebben az esetben nem kell sokat filozofálni - a szerszám értelemszerűen nagy szilárdságú, nagy széntartalmú acélból készül. Azonban továbbra is kerülnie kell a nyílt hamisítást – általában az ázsiai „no-name” gyártók lágy fémekből készítik készleteiket.
A legjobb csap- és szerszámkészletek értékelése 2022-ben
Kézi készletek
3. hely: 5545 ERMAK M3-M10
Kiváló és olcsó hazai gyártású készlet, tökéletes a hazai igényekhez. Bár az eszközkészlet kicsi, a leggyakoribb háztartási feladatokat képes megbirkózni. A tok műanyagból készült, habszivacs mélyedésekkel rendelkezik a szerszámok tárolására.

| Név | Index |
|---|---|
| Darabszám | 14 |
| tok anyaga | Műanyag |
| Teljes tömeg, gramm | 600 |
| Termelő ország | Oroszország |
| Méretek, mm | 15x20x15 |
| Ár, rubel | 1300 |
Előnyök:
- Költségvetési ár;
- Tartós szerszámkészítő anyag;
- Elegendő funkcionalitás a mindennapi feladatokhoz.
Hibák:
- Törékeny tok.
2. helyezett: Stayer Master 28020-h24
Külföldi gyártótól származó funkcionalitási készlet bővítve. Nemcsak a háztartási feladatokat képes megbirkózni, hanem az autóalkatrészek egyszerű kisebb javítására is használható. Fém tokban szállítjuk, a szerszámrekeszek műanyagból készülnek.

| Név | Index |
|---|---|
| Darabszám | 24 |
| tok anyaga | Fém |
| Teljes tömeg, gramm | 1200 |
| Termelő ország | Norvégia |
| Méretek, mm | 30x20x30 |
| Ár, rubel | 2100 |
Előnyök:
- Speciális funkciók;
- Megfelelő ár;
- Kettős mérési rendszer (hüvelyk és méter).
Hibák:
- Kényelmetlen eset.
1. helyezett: "Berger" BG31TDS
Sok szempontból univerzális készlet, mert lakatos és autóalkatrészekhez egyaránt használható. A legtöbb szabványos puskaszerszám és csap található benne. Az élezés kiváló minősége lehetővé teszi, hogy ne tegyen túlzott erőfeszítéseket a munka során. A tok acélból készült és erős kulcsos zárral rendelkezik.

| Név | Index |
|---|---|
| Darabszám | 31 |
| tok anyaga | Fém |
| Teljes tömeg, gramm | 1300 |
| Termelő ország | Dánia |
| Méretek, mm | 30x20x30 |
| Ár, rubel | 3400 |
Előnyök:
- Kiváló vágási minőség
- Megbízható tok;
- Tartós szerszámanyag.
Hibák:
- Gyakorlatilag nincs M12x1,25-ös matrica (a fotón nincs, de a leírásban van).
Gépkészletek
3. helyezett: ZUBR Professional 28110-H24
A legtöbb professzionális készlethez hasonlóan ezt is a készletben található szerszámok nagy száma, széleskörű alkalmazási köre és több jelölési rendszer egyidejű használata különbözteti meg. Minden szerszám nagy széntartalmú, strapabíró acélból készül, és úgy tervezték, hogy a szerszámgépekbe szerelve a legnagyobb terhelésnek is ellenálljon.

| Név | Index |
|---|---|
| Darabszám | 24 |
| tok anyaga | Fém |
| Teljes tömeg, gramm | 900 |
| Termelő ország | Oroszország |
| Méretek, mm | 30x15x20 |
| Ár, rubel | 4700 |
Előnyök:
- Két rendszert használ - csöves és metrikus;
- Tartós fém szerszámkészítés.
Hibák:
- Nincs azonosítva (a szegmensére).
2. helyezett: SKRAB 33895
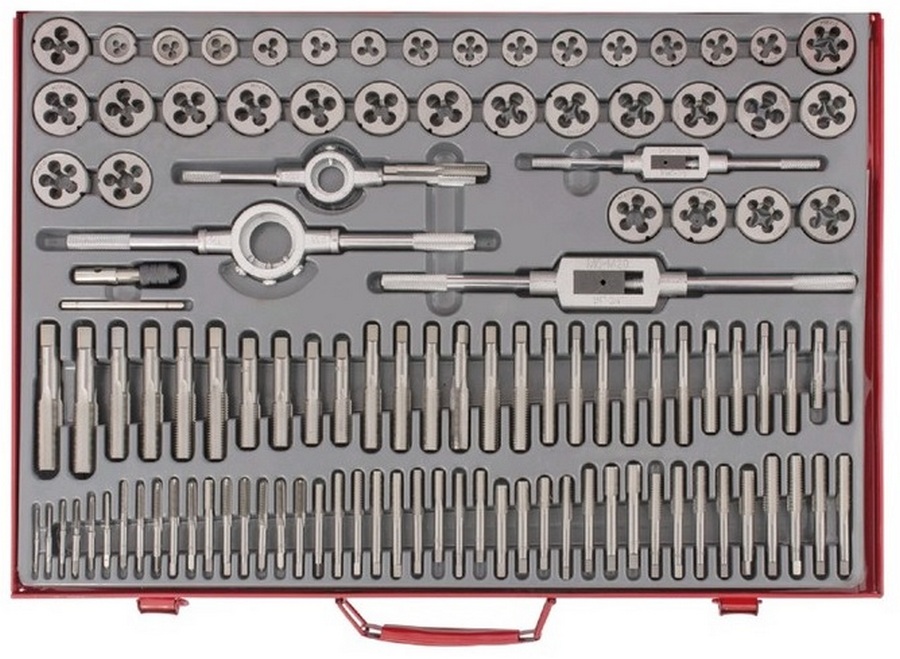
Ezt a készletet az elemek kényelmes elrendezése jellemzi a tokban - csapok az alján, meghalnak a tetején. A szerszám belső menet alatti tartásához egy speciális kapu található dombornyomott fogantyúkkal.Minden mérethez univerzális szerszámtartót is szállítunk. A felhasználók megjegyzik a vágás kiváló minőségét mind a gépi, mind a kézi munkamódszerekkel.
![]()
| Név | Index |
|---|---|
| Darabszám | 45 |
| tok anyaga | Műanyag |
| Teljes tömeg, gramm | 1100 |
| Termelő ország | Tajvan |
| Méretek, mm | 30x20x30 |
| Ár, rubel | 9700 |
Előnyök:
- A tárgyak kényelmes elrendezése a tokban;
- Univerzális tartó lerókhoz;
- Komplett készlet speciális kapuval.
Hibák:
- Magas ár.
1. hely: Mátrix 773110
A legprofibb készlet 110 tételhez. Teljesen bármilyen munkát képes elvégezni háztartási és ipari szempontból egyaránt. Teljesen alkalmas bármilyen anyagból készült alkatrészek megmunkálására - alumínium, öntöttvas, acél és réz. Minden szerszám innovatív, nagy teherbírású 9XC vágóacélból készül.
| Név | Index |
|---|---|
| Darabszám | 110 |
| tok anyaga | Műanyag |
| Teljes tömeg, gramm | 1500 |
| Termelő ország | Tajvan |
| Méretek, mm | 50x30x50 |
| Ár, rubel | 11000 |
Előnyök:
- Jelenlegi ár/minőség arány;
- A szerszám a legújabb acélból készül;
- Praktikus sokoldalúság és sok funkcionalitás.
Hibák:
- Nem található.
Epilógus helyett
A piac elemzése során kiderült, hogy az orosz vásárló továbbra is a készletek külföldi változatait részesíti előnyben. Ez a szélesebb funkcionalitásuknak, valamint a kiegészítő felszerelésüknek köszönhető. Ugyanakkor az oroszországi felhasználók a legtöbb vásárlást az interneten keresztül próbálják megtenni. Ennek az az oka, hogy egy igazán jó készlet magas ára, amellyel kapcsolatban némi anyagi megtakarításra van szükség, ami lehetővé teszi az online vásárlást.
Népszerű cikkek
-

A legjobb és legolcsóbb robogók 50 köbcentiig 2022-es rangsora
Megtekintések: 131651 -

A legjobb hangszigetelő anyagok értékelése egy lakáshoz 2022-ben
Megtekintve: 127690 -

A drága influenza és megfázás elleni gyógyszerek olcsó analógjainak értékelése 2022-re
Megtekintve: 124519 -

A legjobb férfi tornacipő 2022-ben
Megtekintve: 124033 -

A legjobb komplex vitaminok 2022-ben
Megtekintések: 121939 -

A legjobb okosórák 2022-es rangsora – ár-minőség arány
Megtekintve: 114980 -

A legjobb festék ősz hajra – legjobb értékelés 2022
Megtekintve: 113395 -

A legjobb belsőépítészeti fafestékek rangsora 2022-ben
Megtekintve: 110318 -

A legjobb pergető orsók értékelése 2022-ben
Megtekintve: 105329 -

A legjobb férfi szexbabák rangsora 2022-ben
Megtekintve: 104366 -

A legjobb kínai akciókamerák rangsora 2022-ben
Megtekintve: 102216 -

A leghatékonyabb kalciumkészítmények felnőtteknek és gyermekeknek 2022-ben
Megtekintések: 102011