A legjobb mérőblokkok értékelése 2022-ben

Bármely ipari ágazat esetében a lineáris mérések alapja sík-párhuzamos hosszúságú végblokkok (rövidítve "KMD"). Egy hosszegység tárolására és későbbi reprodukálására szolgálnak. Mérőeszközök ellenőrzésére, a szükséges beállításokhoz szükséges méretek átadására és a műszereken a nulla jelölésére is szolgálnak, emellett természetes mérőeszközként szolgálhatnak különféle tárgyak méretéhez. A sík-párhuzamos hosszúságú végblokkok készlete lehetővé teszi a jelölési munkák fokozott pontosságú elvégzését és a gép beállítását. A CMD fő funkciója az intézkedések azonosságának fenntartása a különböző ipari területeken.
Tartalom
- 1 Általános információ
- 2 Háttér
- 3 Gyártási anyag
- 4 Működési elve
- 5 Szükséges tartozékok
- 6 Választható kiegészítők
- 7 Maguk a KMD ellenőrzésére és kalibrálására szolgáló műszerek
- 8 A legjobb mérőblokkok értékelése 2022-ben
- 9 Epilógus helyett
Általános információ
Minden olyan műszert, amelyet javító- és szervizszervezetekben vagy ipari vállalkozásokban használnak mérésekhez, szükségszerűen és folyamatosan ellenőrizni kell a kiadott eredmények pontosságát. Természetesen hitelesítés céljából lehetetlen a vizsgált műszert abba az intézménybe szállítani, ahol különféle mérési szabványokat tárolnak. Ezért az összes ilyen eljárás végrehajtása érdekében anélkül, hogy elhagynák a helyüket, síkkal párhuzamos hosszmértékekkel kell végrehajtani, amelyek a szabvány vagy minta, amelyen ezt a hosszt rögzítik. Maga az eszköz általában egy henger formájában készül, számozott méretekkel a mérősíkok között.
Így a CMD fő feladata a megállapított hosszegység megőrzése és az azt követő átvitel. A síkpárhuzamos CMD-k nélkülözhetetlen eszközök a különböző mérőműszerek méreteinek ellenőrzéséhez, kalibrálásához vagy beállításához:
- Mikrométer;
- Kaliber;
- sinus vonalzó;
- Mutatók stb.
Ezenkívül a KMD használható termelési eszközök és sablonok vezérlésére. Tekintettel arra, hogy a KMD pontos mérőeszköz, gyártásukat jogszabályi szinten szabályozzák, és az 1976-os GOST 4119 (módosított formában) szabályozza.
FONTOS! Tekintettel arra, hogy a mérések kalibrálására vonatkozó feladatok terjedelme meglehetősen széles, a CMD-ket ritkán értékesítik egyetlen példányban - leggyakrabban nagy készletekben szállítják őket, amelyek gyártásuk pontossága miatt messze nem olcsók.
Háttér
A mérőhasábok első kiadását a svájci Ioganson cég végezte. Acélból készültek és téglalap alakú paralelepipedonok voltak, első bemutatójukra 1900-ban került sor a párizsi világkiállításon. A gyártónak köszönhetően ezt az eszközkészletet „Joganson csempéknek” hívták, és sokáig ezt (a név) használták a KMD megjelölésére, később csak „csempévé” változott.
A KMD első gyártását a Szovjetunióban a Tula és a Sestroretsk üzemekben végezték, sorozatgyártásukat a 30-as évek közepén kezdték meg a kirovi „Krasny Instrumentalshchik” és a moszkvai „Caliber” üzemben. A modern világban az érintésmentes lézeres interferométerek, hosszmérők és egyéb, koordinátapontokkal méréseket végző elektromos mérőműszerek, valamint magasságmérők megjelenésével a CMD használata és célja jelentősen megváltozott.Fő minőségük azonban - hogy egy bizonyos méretű anyaghordozó legyen - változatlan maradt. Ugyanakkor jelentőségük a mai napig megmarad, annak ellenére, hogy az elektronikus és optikai mérőműszerek hatalmas választéka található.
A sík-párhuzamos hosszmértékeket (vagy „Joganson lapkákat”) 0,5 és 1000 milliméter közötti méretekkel állítják elő a mérési síkok között. Ha szükségessé válik egy tetszőleges méret beállítása, amelyet ez a hosszmérték nem állapít meg, akkor ez lehetséges a megfelelő csempékből-alkatrészekből a CMD egymáshoz csiszolásával. Ezt a lapolási folyamatot addig kell végezni, amíg a csempék szorosan össze nem kapcsolódnak, azaz. nem szabadna bomlásnak lennie.
Gyártási anyag
A modern mérőhasábok (síkpárhuzamos) erősen ötvözött acélból, valamint üvegből, kerámiából vagy keményötvözetekből készülnek.
acél modellek
Az acélból készült hosszmérők például a króm megjelenése miatt tökéletesen illeszkednek a mérőállványok és egyéb mértékek tárgyalapjaihoz. Üzemi felületeik kopásállóak, ami megnövekedett élettartamukat jelzi. Az acélmintákat szükségszerűen keményítésnek vetik alá, majd mesterségesen öregítik. Ez az eljárás lehetővé teszi a pontos méretek hosszú ideig történő megőrzését. A "Joganson csempék" acél munkaalap keménysége legalább 800 HV. Az acélmodellek hátrányai közé tartozik a mechanikai karcolásokra való nagy érzékenység, valamint a felületi korrózió valószínűsége. Az ilyen burkolólapok működésének megkezdése előtt a védőanyagot kenőanyag formájában eltávolítják róluk, és a munka befejezése után ismét felviszik a védő kenőanyagot.Érdemes megjegyezni, hogy az acélminták nagyon érzékenyek az üzemi hőmérséklet változására, ami rontja a pontosságukat (például a fém kitágulhat, és csak a felhasználó kezéből kap hőt).
Keményfém modellek
Ezek a csempék keményfémből készülnek, szilárdságuk többszöröse az acélnak. Ezenkívül nagy rugalmassággal rendelkeznek. A keményötvözetek munkafelületének keménysége csaknem kétszer akkora és 1400 HV, mint az acélmintáké. A fő hátrány azonosítható - nagy tömeg. Így nehéz lesz keményfém mintákból nagy méretű mérőtömböt összeállítani.
Kerámia modellek
A cirkónium kerámiából készült síkmérők a legellenállóbbak a mechanikai karcolásokkal és a működési alap kopásával szemben. A kerámiák természetüknél fogva teljesen immunisak a korrózióval szemben, és alapjukat nem befolyásolja a felhasználó kezének melege, ami megkülönbözteti ezeket a mintákat az acéltól vagy keményfémtől. A kerámia burkolólapokat a legnagyobb stabilitás és a leghosszabb élettartam jellemzi, ez pedig lehetővé teszi az ellenőrzések közötti időintervallum növelését. A kerámia CMD-k nem mágnesezhetők, nem igényelnek speciális rozsdavédelmet, és nem vonzzák a port. Ezenkívül meglehetősen stabilak, és hosszú ideig képesek megtartani a rögzített méretet. Munkájuk elemzése azt mutatja, hogy mind a kerámia, mind az acéllapok lineáris hőtágulási együtthatója közeli értékkel rendelkezik.Ez a paraméter lehetővé teszi az összetett KMD blokkok acél- és kerámialapokból való hajtogatását, ami jelzi az ilyen modellek felcserélhetőségét.
üveg modellek
Ahogy a neve is sugallja, ezek az eszközök üvegből készülnek. Nem rossz a laposság és a lelapolás ellenőrzéséhez. Kiválóan alkalmas precíz, lapos munkafelületek, például asztallapok ellenőrzésére is. 50-75 milliméter átmérőjű, legalább 0,125 mikrométeres laposságú, 15-20 milliméter vastagságú variációkban gyárthatók.
Működési elve
A méretpontosság megőrzése és átvitele síkpárhuzamos KMD segítségével a következő lépésekben történik. A mérések elvégzésére szolgáló speciális berendezésen a méretek ellenőrzése a példaszerű végmértékek első kategóriája szerint történik. A legmagasabb pontosságú burkolólapok tanúsítvánnyal rendelkező KMD-ket csak az Állami Szabvány laboratóriumainak speciális csarnokaiban tárolják, és az ipari vállalkozásoknál, attól függően, hogy a gyártott termékek megfelelő pontossági mérésére van szükség, a KMD a másodiktól az ötödik kategóriát használják. A javított méret sugárzása azt jelenti, hogy időszakos összehasonlítást kell végezni az első és a második rangú lapkák között. Továbbá a második számjegyet összehasonlítja a harmadikkal, a harmadikat a negyedikkel, és így tovább az ötödikig. Ennek megfelelően az ipari szervezetekben minden mérőeszközt ellenőriznek, a pontostól a durvaig. Az elvégzett ellenőrzések eredményét minden eszköz útlevelében rögzítik.
"csempék" lefedése
A lelapolási folyamat az egymáshoz tapadásának folyamatára utal. Magukat a KMD-ket úgy csiszolják, hogy az összeillesztéskor a maradék levegőt eltávolítják, és csak a légköri nyomás hat a két lapra.A védő kenőanyag lemosásából származó, a burkolólapok közötti folyadékcseppek felületi feszültsége, valamint a KMD gyártásához szükséges anyagok molekuláris szintű kölcsönhatása csak növeli a tapadási erőt. Azokban az esetekben, amikor a csempe megfelelően polírozott, tökéletesen be tudja dörzsölni. A KMD ezen képessége kötelező. A leírt minőség elvesztése az intézkedés felületének kopását jelzi, ennek megfelelően a kívánt eredményt nem lehet elérni.

Szükséges tartozékok
A blokkok KMD lapokból történő összegyűjtéséhez és rögzítéséhez, az összeszerelt szerkezet egyszerű használatának biztosítása érdekében speciális kiegészítőket használnak. Például különféle mérőeszközök felszereléséhez és méreteinek ellenőrzéséhez lesz szükség rájuk. Ezek tartalmazzák:
- Kalibrák;
- Nutrométerek;
- Mikrométerek;
- Különféle mutatók.
A készlet általában különböző méretű oldallapokat tartalmaz, amelyek megkönnyítik a belső és külső mérések elvégzését. Ez a körülmény különösen fontos a nagy pontosságú termékek korlátozott sorozatban történő gyártása során. Így az összes termelést a termék maximális méretére és a minimálisra kell összpontosítani. Ez azt mutatja, hogy a KMD-t kétoldalas (nem áthaladó és áthaladó) idomszerként kell használni.
A jelölési munkákhoz speciális jelölőkészletet használnak, amelyben tartók vannak a nagyon pontos mérésekhez. A következőket is tartalmazhatja:
- Különféle nyakkendők;
- Radiális és sík-párhuzamos oldalfalak;
- Az uralkodó háromszögű;
- Tinta és központi oldalfalak;
- Bázis;
- Szondák és kekszet.
Külön érdemes kiemelni a szondákat, amelyek a talajfelületek közötti rés méretének meghatározására szolgálnak.Ezek acéllemezek, amelyek minimális mérete 0,02 mm és legfeljebb 1 milliméter. A változás lépése 0,01 mm és 0,05 között lehet. A rés méretének meghatározásának folyamata abból áll, hogy a szondát a felületek közé helyezzük. Ezután a szondát kis erőfeszítéssel kell mozgatni, miközben nem süllyedhet vagy mozoghat szabadon. Ennek eredményeként a résben lévő szondák vastagságának összege határozza meg annak értékét.
Választható kiegészítők
A mérések elvégzésének kényelme kiegészítő tartozékok használatával biztosítható. Alkalmazásuk több mint indokolt lesz a precíziós mérőműszerek kis tételekben történő gyártásánál. Leggyakrabban teljes készletben készülnek, a GOST 4119 szabványainak megfelelően. Ezek a következők:
- 0. számú készlet - tartalmaz egy kötegkészletet a csempék blokkokhoz való csatlakoztatásához;
- 1. számú készlet (teljes) - további eszközöket tartalmaz belső és külső mérésekhez 320 milliméterig;
- 2. számú készlet (kicsi) - további eszközöket tartalmaz belső és külső mérésekhez 160 milliméterig;
- 3. sz. készlet (bővített) - kisméretű és teljes készlettel együtt végzett jelölési munkákhoz.
Bármely készletben külön hornyok találhatók az egyes elemek tárolására, és a szerszámok kényelmes használatának és eltávolításának biztosítása érdekében az aljzatokban vannak kiválasztások. Minden készletet kísérő dokumentumokkal együtt árusítanak, amelyek megerősítik az aktuális pontossági szabványt.
Maguk a KMD ellenőrzésére és kalibrálására szolgáló műszerek
A mérőmértékek fontos lépést jelentenek a szabványos hosszméret átvitelére szolgáló eszközök hierarchiájában, mivel állandó méretű stabilizált anyaghordozók.A fény hullámhosszán alapuló referenciaméret átvitele a referencia QMD-re mély interferencia mérésekkel történik. Ebből látható, hogy a kimeneten kapott szabvány a "K" osztályba tartozik. Ezután az ellenőrzési séma szerint átvihető más intézkedésekre. A CMD fő célja, vagyis a mérések egyenlőségének biztosítása és a szabvány hosszának méretátvitele alapján ellenőrzési sémákat dolgoztak ki. Hasonló célokra eltérő pontosságú méréseket is készítenek, amelyek osztályok és kategóriák szerint különböznek egymástól. A KMD ellenőrzési folyamatát a legnagyobb pontosságú speciális műszerek végzik.
Ezek közé tartozik a mikrométer a nagy pontosságú jellemzői miatt. Feltalálása óta számos fejlesztésen ment keresztül, és elérte a legmagasabb pontossági osztályt. A mérések pontosságának mérésére szolgáló egyéb eszközök közé tartoznak az induktív vagy inkrementális fotoelektromos komparátorok (komparátorok), amelyek polgári forgalomban engedélyezettek. Használatuk előnye, hogy az ellenőrzési séma jelentősen leegyszerűsödik. Mínusznak nevezhető a megnövekedett követelmények az ezeket használó szakember tapasztalatára és oktatására, valamint az eszközkészlet magas költségére. Ez a feltétel a CMD ellenőrzése/kalibrálása során megengedhető rendkívül alacsony hibának köszönhető.
- A fő ellenőrzési módszerek a következők:
- Bizonyos hosszúságú közvetett mérések;
- Egy bizonyos hosszúságú mérések közvetlenül;
- Összehasonlítás komparátor segítségével;
- Közvetlen összehasonlítás a szabvánnyal.
A CMD hibatényezője olyan kicsi, hogy más műszerekkel nagyon-nagyon nehéz észlelni.
A legjobb mérőblokkok értékelése 2022-ben
FONTOS! Érdemes megemlíteni, hogy a 10 000 rubelig terjedő költségvetési szegmensben a nagy pontosságú KMD eszközöket csak külön példányban gyártják!
Költségvetési szegmens (egyedi példányok)
3. hely: „Measure A3 Engineering CO-3 acc. GOST R 55724-2013-mal, ellenőrzéssel: 8243321568541"
Ezt az intézkedést egyetlen példányban szállítják, és a hegesztett kötések roncsolásmentes vizsgálatára szolgál. Súlya könnyű és másodosztályú pontossággal rendelkezik. A legtöbb esetben speciális mérésekhez használják hegesztési munkák gyártása során. A gyártó ország Oroszország, a kiskereskedelmi láncok megállapított költsége 5350 rubel.

Előnyök:
- Második osztályú pontosság;
- Megerősített ellenőrzés megléte;
- Gyártási anyag - tartós acél.
Hibák:
- Nem található.
2. hely: Measure A3 Engineering CO-2 acc. GOST R 55724-2013 4814251653245 hitelesítéssel
A mérések előállítására szolgáló intézkedések másik képviselője a roncsolásmentes vizsgálatok területén. Egy példányban is szállítjuk, és hegesztési terület mérésére szolgál. A szerkezet nagy szilárdságú acélból készült. A hiba kezdeti ellenőrzésére vonatkozó szabványokat a gyári laboratóriumban előzetesen elvégzik. Származási ország - Oroszország. A kiskereskedelmi láncok ajánlott költsége 5400 rubel.

Előnyök:
- Megtörtént az első ellenőrzés;
- Második osztályú pontosság;
- Könnyű súly.
Hibák:
- Nem található.
1. helyezett: Mérőtömb INSIZE PP 90.0 1. osztály 4101-B90
A pontosság első osztályának képviselője, és külföldi gyártó gyártja. Használható standard komplexitású mérésekhez, mérőműszerek hitelesítéséhez, illetve kombinált mérés elemeként is használható. Az ötvözött acél testének gyártása miatt jól kölcsönhatásba léphet kerámiatermékekkel. A származási ország Ausztria, a kiskereskedelmi láncok ajánlott ára 6400 rubel.

Előnyök:
- A mérték ötvözött acélból készül;
- Lehetőség kerámia KMD-vel való munkavégzésre;
- Első osztályú pontosság.
Hibák:
- Nem található.
Közepes árszegmens (készletek és készletek)
3. hely: "Set KMD Tulamash 126551"
Ez a készlet a szabványos CMD-ből készült, és a szabványok összehasonlítására szolgál a munkadarabok szükséges paramétereivel. A készlet a legtöbb szabványos méretet tartalmazza. Kiválóan alkalmas kis műhelyekben és laboratóriumokban való munkához. A burkolólapok tömör acélszerkezetből készülnek, ami lehetővé teszi (a jó tapadás miatt) tömbméretekbe való összeszerelésüket. A származási ország Oroszország, az üzletek ajánlott költsége 10 700 rubel.

Előnyök:
- Masszív felépítés;
- Jó előregyártott tapadás az elemek között;
- Második osztályú pontosság.
Hibák:
- Nem található.
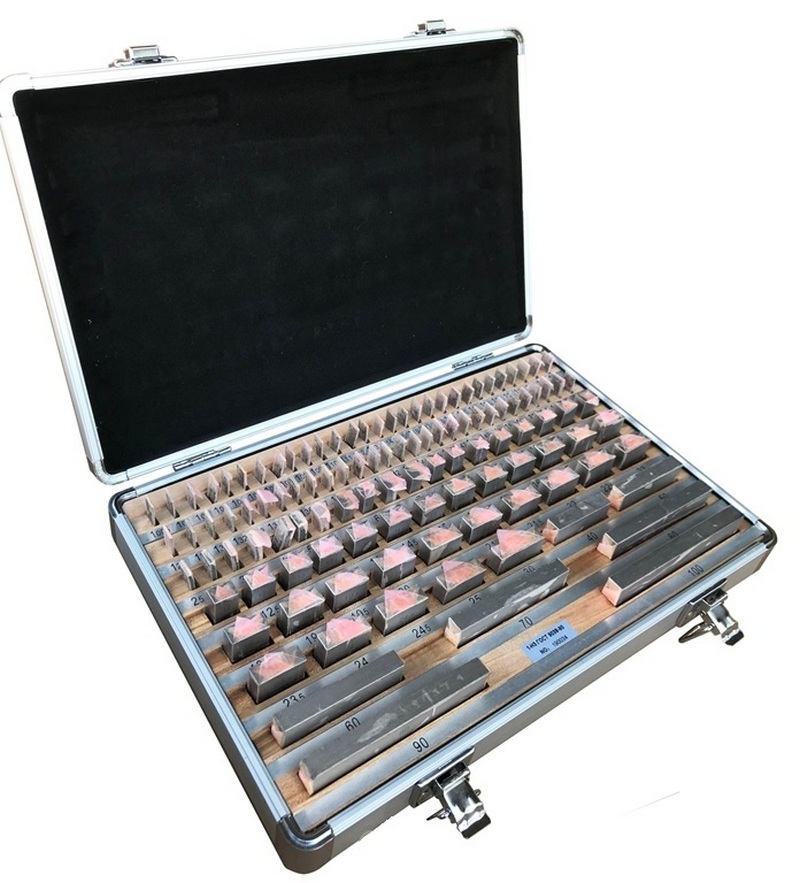
2. hely: "Set Range No. 2 Class 1 GOST 9038-80 8-005"
Ez a készlet nagy számú elemet tartalmaz, ami azt jelenti, hogy további tartozékok nélkül is használható.Tökéletes mérőműszerek beállításához és beállításához, segít a mérések hibáinak észlelésében, különböző tárgyak közvetlen mérésében. A készlet minden eleme tartós acélból készül, és megfelel az orosz szabványoknak. A származási ország Oroszország, a kiskereskedelmi láncok megállapított költsége 17 700 rubel.
Előnyök:
- Bővített szerszámkészlet;
- Tartós teljesítményű anyag;
- Kényelmes tok a szállításhoz.
Hibák:
- Nem található.
1. hely: "Síkszögű prizmatikus méretkészlet CHIZ N8-1 122634"
Meglehetősen ritka és nagyon speciális mérési sorozat a prizmaszögekhez. A pontossági osztályt a gyártó határozza meg másodikként. Lehetővé teszi az objektumok nem hagyományos geometriájú mérését, a nemlineáris mérőeszközök hibáinak azonosítását. A készlet 10 különböző mértékegységet tartalmaz, amelyek tartós fa tokba vannak csomagolva a könnyű szállítás érdekében. A származási ország Oroszország, az ajánlott kiskereskedelmi ár 39 000 rubel.

Előnyök:
- Nem szabványos mérési képesség;
- Magas szintű pontosság;
- Gyártási minőség.
Hibák:
- A tok fából készült, így a korai elhasználódás valószínűsége magas;
- Magasabb költség kis konfigurációval.
Prémium osztály (készletek és készletek)
3. helyezett: Micron MIK 76013
Ez a készlet rendkívül pontos műszer a legtöbb lehetséges mérés elvégzéséhez. Átment egy előzetes gyári ellenőrzésen a gyárban, amiről van bejegyzés az útlevélben.Egy praktikus fa tok 12 tartozékot és mértékegységet tartalmaz a pontosabb mérési folyamat érdekében. Jellemzője, hogy a gyártás során a Szovjetunió idején megbízható technológiákat alkalmaztak. A származási ország Oroszország, az üzletek megállapított költsége 55 000 rubel.

Előnyök:
- Egy jó intézkedéskészlet és kiegészítők;
- Magas szintű pontosság;
- Megbízható gyártási technikák.
Hibák:
- Fadoboz;
- Túltöltés.
2. hely: "KMD CHIZ PK-1 116087"
Az orosz gyártó másik képviselője, a Szovjetunió bevált technológiái szerint készült. Minden elem ötvözött acélból készül, és a további tartozékok jelenléte megkönnyíti és kényelmesebbé teszi a mérési folyamatot. A teljes készlet 11 elemet tartalmaz, és könnyű. A gyártó ország Oroszország, a megállapított bolti ár 85 000 rubel.

Előnyök:
- A szállításhoz használt tok fából készült és védőlakkkal van bevonva;
- Az első osztályú pontosságú műszerek;
- Könnyű súly.
Hibák:
- Magas ár.
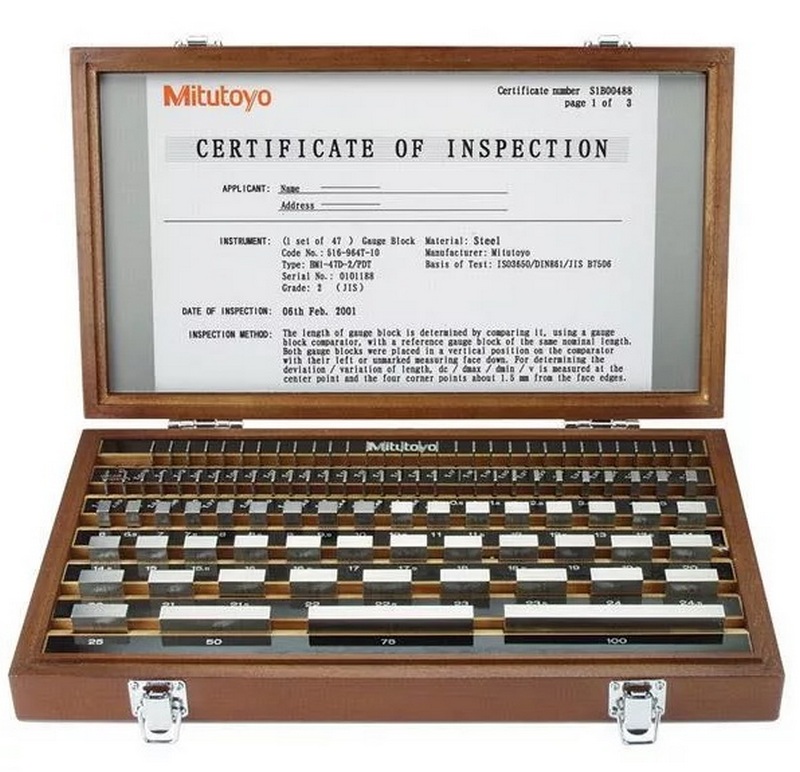
1. helyezett: "Síkpárhuzamos mérőtömb készlet 47 db., 1. pontossági osztály MITUTOYO 516-959-10"
Nagyon drága és többfunkciós CMD készlet nagy pontosságú mérésekhez egy japán gyártótól. A készlet 47 darab különböző csempét tartalmaz, így bármilyen mérés elvégezhető, sőt, bármilyen nem szabványos típusú mérőblokk összeállítható anélkül, hogy harmadik féltől származó készletekből származó elemeket kellene használni. Gyártási anyag - erősen ötvözött acél. A gyártó ország Japán, a kiskereskedelmi láncok megállapított költsége 185 000 rubel.
Előnyök:
- Kedvező ár a sokoldalúság és a pontossági osztály miatt;
- Kényelmes tok tároláshoz és szállításhoz;
- Megfelelés az orosz és az európai szabványoknak.
Hibák:
- Nem található.
Epilógus helyett
A vizsgált műszerek piacának elemzése megállapította, hogy a pozíciók nagy részét, szinte minden szegmensben hazai gyártók foglalják el. Ez azonban a legkevésbé sem befolyásolja sem az áruk olcsóságát (ami rossz), sem a minőségét (ami jó). Ennek oka lehet a mérőberendezések felgyorsult tanúsítási folyamata orosz körülmények között, valamint egy jó ipari iskola jelenléte az ilyen műszerek gyártásához, amelyek története hamarosan eléri a száz évet. Ugyanakkor a külföldi gyártó képviselteti magát a prémium osztályban és kis számú árucikkben. A külföldi gyártó azonban igyekszik minél sokoldalúbbá tenni készleteit, ami jelentősen megnöveli az árukat. Költségük nőni fog annak a ténynek köszönhetően, hogy a külföldi áruk kettős ellenőrzésen esnek át - mind orosz, mind európai. Ugyanakkor szeretném hangsúlyozni, hogy mind a mi, mind a külföldi modellek pontossági minősége mindig magas szinten van. A KMD megszerzésével kapcsolatban: csak megbízható internetes oldalakon kell megvásárolni őket, és feltétlenül ellenőrizni kell a jelzés jelenlétét az útlevélben a gyári ellenőrzéskor ("ellenőrzés" - nyugati minták esetén).
új bejegyzések
A legjobb termikus salátaszeletek értékelése 2022-ben
Megtekintések: 25
A legjobb kriolipolízis-eszközök értékelése 2022-re
Megtekintések: 24
A legjobb orosz hajsamponok értékelése 2022-ben
Megtekintések: 38
Moszkva legjobb kozmetikusainak értékelése 2022-ben
Megtekintések: 22
A legjobb védőcipőhuzatok rangsora 2022-ben
Megtekintések: 88
Kategóriák

A legjobb és legolcsóbb robogók 50 köbcentiig 2022-es rangsora
Megtekintve: 131652

A legjobb hangszigetelő anyagok értékelése egy lakáshoz 2022-ben
Megtekintve: 127691


A legjobb férfi tornacipő 2022-ben
Megtekintve: 124034

A legjobb komplex vitaminok 2022-ben
Megtekintések: 121940


A legjobb asztalitenisz ütők 2022-re
Megtekintve: 62478

A legjobb lézeres epilátorok értékelése 2022-ben
Megtekintések: 18341

A legjobb köröm- és kutikulafogók rangsora 2022-ben
Megtekintve: 12373

A legjobb orvosi elemző laboratóriumok Rostov-on-Donban 2022-ben
Megtekintve: 4794
Hasznos

A legjobb vákuumtömítők rangsora 2022-ben
Megtekintések: 1937

A legjobb elektromos főzőlapok értékelése 2022-ben
Megtekintve: 2341

A legjobb megbízható mögöttes traktorok értékelése 2022-re
Megtekintve: 17597

A legjobb vírusellenes szerek 2022-ben
Megtekintve: 33334

2022 legjobb 15 hoverboardja.Megfelelő ár-érték arány
Megtekintve: 29339
Népszerű cikkek
-
A legjobb és legolcsóbb robogók 50 köbcentiig 2022-es rangsora
Megtekintve: 131652 -
A legjobb hangszigetelő anyagok értékelése egy lakáshoz 2022-ben
Megtekintve: 127691 -
A drága influenza és megfázás elleni gyógyszerek olcsó analógjainak értékelése 2022-re
Megtekintve: 124519 -
A legjobb férfi tornacipő 2022-ben
Megtekintve: 124034 -
A legjobb komplex vitaminok 2022-ben
Megtekintések: 121940 -

A legjobb okosórák 2022-es rangsora – ár-minőség arány
Megtekintve: 114980 -

A legjobb festék ősz hajra – legjobb értékelés 2022
Megtekintve: 113396 -

A legjobb belsőépítészeti fafestékek rangsora 2022-ben
Megtekintve: 110319 -

A legjobb pergető orsók értékelése 2022-ben
Megtekintve: 105330 -

A legjobb férfi szexbabák rangsora 2022-ben
Megtekintve: 104367 -

A legjobb kínai akciókamerák rangsora 2022-ben
Megtekintve: 102217 -

A leghatékonyabb kalciumkészítmények felnőtteknek és gyermekeknek 2022-ben
Megtekintések: 102012