Ocjena najboljih blokova mjerača za 2025

Za bilo koji industrijski sektor, osnova linearnih mjerenja su planparalelni krajnji blokovi duljine (skraćeno "KMD"). Koriste se za pohranjivanje jedinice duljine i njezinu kasniju reprodukciju. Koriste se i za provjeru mjernih instrumenata, prijenos dimenzija za tražene postavke i označavanje nulte oznake na instrumentima, osim toga mogu poslužiti kao prirodni mjerni instrument za mjerenje dimenzija raznih predmeta. Skup ravnina-paralelnih krajnjih blokova duljine omogućit će vam izvođenje radova označavanja s povećanom točnošću i podešavanje stroja. Glavna funkcija CMD-a smatra se održavanjem identiteta mjera u različitim industrijskim područjima.
Sadržaj [Hide]
- 1 Opće informacije
- 2 Pozadina
- 3 Proizvodni materijal
- 4 Princip rada
- 5 Potreban pribor
- 6 Dodatna oprema po izboru
- 7 Instrumenti za provjeru i kalibraciju samih KMD
- 8 Ocjena najboljih blokova mjerača za 2025
- 9 Umjesto epiloga
Opće informacije
Svi instrumenti koji se koriste za mjerenja u organizacijama za popravak i servisiranje ili u industrijskim poduzećima moraju se nužno i stalno provjeravati radi točnosti izdanih rezultata. Naravno, na ovjeru je nemoguće dostaviti ispitivani instrument u samu ustanovu u kojoj se čuvaju različiti etaloni. Stoga, za izvođenje svih takvih postupaka, bez napuštanja vlastitog mjesta, oni se provode pomoću planparalelnih mjera duljine, koje su standard ili uzorak na kojem je ta duljina fiksirana. U pravilu je sam uređaj izrađen u obliku cilindra s numeriranim dimenzijama između mjernih ravnina.
Stoga je glavni zadatak CMD-a očuvanje utvrđene jedinice duljine i njezin naknadni prijenos. Planparalelni CMD nezamjenjivi su alat za provjeru, kalibraciju ili postavljanje dimenzija na raznim mjernim instrumentima:
- Mikrometar;
- Kalibar;
- ravnalo sinusa;
- Indikatori itd.
Također, KMD se može koristiti za kontrolu proizvodnih uređaja i predložaka. Zbog činjenice da su KMD točan mjerni alat, njihova je proizvodnja regulirana na zakonodavnoj razini i regulirana GOST 4119 iz 1976. (s izmjenama i dopunama).
VAŽNO! Zbog činjenice da je opseg zadataka za kalibriranje mjerenja prilično širok, CMD-ovi se rijetko prodaju u pojedinačnim primjercima - najčešće se isporučuju u velikim setovima, koji su daleko od jeftinih, zbog točnosti njihove proizvodnje.
Pozadina
Prvo izdanje mjernih blokova izvela je švicarska tvrtka Ioganson. Izrađeni su od čelika i bili su pravokutni paralelopipedi, a njihova prva prezentacija održana je 1900. godine na Svjetskoj izložbi u Parizu. Zahvaljujući proizvođaču, ovaj set alata je nazvan "Joganson pločice" i to (ime) se dugo koristilo za označavanje KMD, a kasnije se pretvorilo u samo "pločice".
Prva proizvodnja KMD-a u SSSR-u izvedena je u tvornicama Tula i Sestroretsk, a njihova je serijska proizvodnja započela sredinom 30-ih godina u tvornicama Kirov "Krasny Instrumentalshchik" i moskovskom "Kalibru". U suvremenom svijetu, pojavom beskontaktnih laserskih interferometra, mjerača duljine i drugih električnih mjernih instrumenata koji provode mjerenja pomoću koordinatnih točaka, kao i visinomjera, upotreba i namjena CMD-a značajno se promijenila.Međutim, njihova glavna kvaliteta - biti materijalni nosač određene veličine - ostala je nepromijenjena. Istodobno, njihov značaj ostaje do danas, unatoč prisutnosti ogromnog raspona elektroničkih i optičkih mjernih instrumenata.
Planparalelne krajnje mjere duljine (ili "Jogansonove pločice") proizvode se s dimenzijama koje se kreću od 0,5 do 1000 milimetara između mjernih ravnina. Ako je potrebno postaviti proizvoljnu veličinu koja nije utvrđena ovom mjerom duljine, moguće je od odgovarajućih pločica-dijelova brušenjem CMD-a jedne na drugu. Ovaj postupak preklapanja trebao bi se odvijati dok se pločice čvrsto ne spoje, tj. ne bi trebalo biti propadanja.
Proizvodni materijal
Moderni mjerni blokovi (planparalelni) izrađeni su od visokolegiranog čelika, kao i stakla, keramike ili tvrdih legura.
čelični modeli
Mjere duljine izrađene od čelika, na primjer, zbog svog kromiranog izgleda, savršeno se mogu poklopiti s predmetnim bazama mjernih polica i drugih mjera. Njihove radne površine su otporne na habanje, što ukazuje na njihov produženi vijek trajanja. Čelični uzorci mjera nužno su podvrgnuti kaljenju, nakon čega se umjetno stare. Ovaj postupak vam omogućuje da zadržite točne dimenzije dugo vremena. Tvrdoća radne podloge za čelične "Joganson crijepove" je najmanje 800 HV. Nedostaci čeličnih modela uključuju visoku osjetljivost na mehaničke ogrebotine, kao i vjerojatnost korozije na površini. Prije početka rada takvih pločica skida se zaštitni materijal u obliku maziva, a po završetku radova ponovno se nanosi mazivo za zaštitu.Vrijedno je napomenuti da su uzorci čelika vrlo osjetljivi na promjene radne temperature, što šteti njihovoj točnosti (na primjer, metal se može proširiti, primajući toplinu samo iz ruku korisnika).
Karbidni modeli
Ove pločice su izrađene od volfram karbida, a njihova čvrstoća je nekoliko puta veća od čelika. Osim toga, imaju visoku otpornost. Tvrdoća radne površine tvrdih legura gotovo je dvostruko veća i iznosi 1400 HV u usporedbi s uzorcima čelika. Glavni nedostatak može se identificirati - velika masa. Stoga će biti teško sastaviti mjerni blok velikih veličina od uzoraka karbida.
Keramički modeli
Ravni mjerači izrađeni od cirkonijeve keramike najotporniji su na mehaničke ogrebotine i habanje radne baze. Keramika je po svojoj prirodi potpuno otporna na koroziju, a na njenu osnovu neće utjecati toplina ruku korisnika, po čemu se ovi uzorci razlikuju od čelika ili karbida. Keramičke pločice odlikuju se najvećom postojanošću i najduljim vijekom trajanja, a to pak omogućuje povećanje vremenskog razmaka između pregleda. Keramički CMD se ne magnetiziraju, ne zahtijevaju posebnu zaštitu od hrđe i ne privlače prašinu. Također su prilično stabilni i mogu dugo zadržati fiksnu veličinu. Analiza njihovog rada pokazuje da i keramičke i čelične pločice imaju približan koeficijent linearnog toplinskog širenja.Ovaj parametar omogućit će vam sklapanje složenih KMD blokova od čelika i keramičkih pločica, što ukazuje na zamjenjivost takvih modela.
stakleni modeli
Kao što naziv govori, ovi su uređaji izrađeni od stakla. Nije loše za provjeru ravnosti i lappinga. Također odličan za provjeru preciznih, ravnih radnih površina, poput ploča stolova. Mogu se proizvesti u varijantama s promjerom od 50 do 75 milimetara, s ravnošću od najmanje 0,125 mikrometara i debljinom od 15 do 20 milimetara.
Princip rada
Očuvanje i prijenos dimenzijske točnosti pomoću planparalelnog KMD-a provodi se u sljedećim koracima. Na posebnoj instalaciji za izvođenje mjerenja mjere se provjeravaju prema prvoj kategoriji oglednih krajnjih mjera. KMD, koji imaju certifikat pločica najviše točnosti, pohranjuju se samo u posebnim dvoranama laboratorija Državnog standarda, au industrijskim poduzećima, ovisno o potrebi za odgovarajućim mjerama točnosti za proizvedene proizvode, KMD od drugog do koristi se peta kategorija. Emitirati ispravljenu veličinu znači periodično uspoređivati pločice prvog i drugog reda. Nadalje, druga znamenka se uspoređuje s trećom, treća s četvrtom i tako dalje do pete. Sukladno tome, u industrijskim organizacijama provjeravaju se svi mjerni uređaji, od točnih do grubih. Rezultat provedenih provjera bilježi se u putovnici svakog uređaja.
Lepljenje "pločica"
Proces lappinga odnosi se na proces njihovog lijepljenja. Sami KMD-ovi su polirani na način da se prilikom spajanja uklanja preostali zrak, a na dvije pločice djeluje samo atmosferski tlak.Površinska napetost kapljica tekućine između pločica od ispiranja zaštitne tvari za podmazivanje, kao i interakcija na molekularnoj razini između materijala za proizvodnju KMD-a, samo povećavaju snagu prianjanja. U slučajevima kada su pločice pravilno polirane, mogu se savršeno trljati. Ova sposobnost KMD-a je obavezna. Gubitak opisane kvalitete ukazuje na istrošenost površine mjere, stoga neće biti moguće postići željene rezultate.

Potreban pribor
Kako bi se skupili blokovi iz KMD pločica i popravili ih, kako bi se sastavljena struktura osigurala jednostavnom upotrebom, koristi se skup posebnih dodataka. Oni će, primjerice, biti potrebni za ugradnju i provjeru dimenzija raznih mjernih alata. To uključuje:
- Kalibri;
- Nutrometri;
- mikrometri;
- Razni pokazatelji.
Komplet, u pravilu, uključuje bočne stranice različitih dimenzija, što olakšava izvođenje unutarnjih i vanjskih mjerenja. Ova je okolnost osobito važna u proizvodnji visokopreciznih proizvoda u ograničenim serijama. Dakle, sva proizvodnja treba biti usmjerena na maksimalnu veličinu proizvoda i na minimalnu. To pokazuje da se KMD treba koristiti kao mjerač s dvije strane (neprolazna i prolazna strana).
Za rad na označavanju koristi se poseban set za označavanje u kojem se nalaze držači za vrlo precizna mjerenja. Također može uključivati:
- Razne kravate;
- Radijalne i planparalelne bočne stijenke;
- Ravnalo je trokutno;
- Tinta i središnje bočne stijenke;
- Baza;
- Sonde i krekeri.
Zasebno je vrijedno istaknuti sonde, koje su dizajnirane za određivanje veličine razmaka između površina tla.To su čelične ploče minimalne veličine od 0,02 mm do maksimalne veličine od jednog milimetra. Korak promjene za njih može biti od 0,01 mm do 0,05. Postupak određivanja veličine razmaka sastoji se od postavljanja sonde između površina. Zatim, sondu treba pomaknuti uz malo napora, a pritom ne smije potonuti niti se slobodno kretati. Kao rezultat toga, zbroj debljina sondi uključenih u razmak odredit će njegovu vrijednost.
Dodatna oprema po izboru
Pogodnost izvođenja mjerenja može se osigurati korištenjem dodatnog pribora. Njihova će uporaba biti više nego opravdana u proizvodnji preciznih mjernih instrumenata u malim serijama. Najčešće se proizvode u punim setovima, u skladu sa standardima GOST 4119. To uključuje:
- Set br. 0 - uključuje set vezica za spajanje pločica u blokove;
- Set br. 1 (kompletan) - sadrži set dodatnih uređaja za unutarnja i vanjska mjerenja do 320 milimetara;
- Set br. 2 (mali) - sadrži set dodatnih uređaja za unutarnja i vanjska mjerenja do 160 milimetara;
- Set br. 3 (prošireni) - koristi se za označavanje radova u kombinaciji s malim i punim setom.
Svaki set ima zasebne utore za spremanje svakog elementa, a kako bi se osigurala udobnost korištenja i uklanjanja alata, postoje izbori u utičnicama. Svaki set prodaje se s popratnim dokumentima koji potvrđuju trenutni standard točnosti.
Instrumenti za provjeru i kalibraciju samih KMD
Mjere su važna stepenica u hijerarhiji uređaja za prijenos standardne duljinske mjere, jer su stabilizirani materijalni nosač stalne veličine.Prijenos referentne veličine, koja se temelji na valnoj duljini svjetlosti, u referentni QMD provodi se pomoću mjerenja duboke interferencije. Iz ovoga se vidi da etalon dobiven na izlazu pripada klasi "K". Zatim se, prema shemi provjere, može prenijeti na druge mjere. Na temelju glavne namjene CMD-a, odnosno osiguravanja jednakosti mjerenja i prijenosa dimenzija duljine etalona, razvijene su sheme verifikacije. Za slične namjene proizvode i mjere različite točnosti, koje se razlikuju po klasama i kategorijama. Proces provjere KMD-a provodi se posebnim instrumentima najveće točnosti.
To uključuje mikrometar zbog njegovih karakteristika visoke točnosti. Od svog izuma doživio je mnoga poboljšanja i dostigao najvišu klasu točnosti. Ostali uređaji za mjerenje točnosti mjera su induktivni ili inkrementalni fotoelektrični komparator (komparatori), koji su dopušteni za civilni promet. Prednost njihove uporabe je u tome što je shema provjere za njih značajno pojednostavljena. Minus se može nazvati stanjem povećanih zahtjeva za iskustvom i obrazovanjem stručnjaka koji ih koristi, kao i visoku cijenu ovog alata. Ovo stanje je zbog izuzetno male pogreške koja se može dopustiti tijekom provjere/kalibracije CMD.
- Glavne metode provjere su:
- Neizravna mjerenja određene duljine;
- Izravno mjerenje određene duljine;
- Usporedba pomoću komparatora;
- Izravna usporedba sa standardom.
Faktor pogreške za CMD toliko je mali da ga je vrlo, vrlo teško detektirati pomoću drugih instrumenata.
Ocjena najboljih blokova mjerača za 2025
VAŽNO! Vrijedno je napomenuti da se visoko precizni KMD uređaji u proračunskom segmentu do 10.000 rubalja proizvode samo u zasebnim primjercima!
Segment proračuna (pojedinačni primjerci)
3. mjesto: “Mjera A3 Engineering CO-3 acc. s GOST R 55724-2013 s provjerom 8243321568541"
glasova 0
glasova 0
Ova mjera se isporučuje u jednom primjerku i namijenjena je za izradu ispitivanja bez razaranja zavarenih spojeva. Lagan je i ima drugu klasu točnosti. Koristi se u većini slučajeva za specifična mjerenja u proizvodnji zavarivačkih radova. Zemlja proizvodnje je Rusija, utvrđeni trošak za maloprodajne lance je 5350 rubalja.

Prednosti:
- Drugi razred točnosti;
- Prisutnost potvrđene provjere;
- Materijal proizvodnje - izdržljivi čelik.
Mane:
- Nije otkriven.
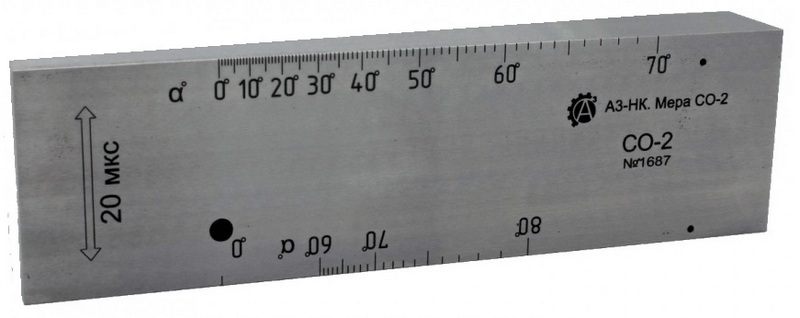
2. mjesto: Mjera A3 Engineering CO-2 acc. s GOST R 55724-2013 s provjerom 4814251653245"
glasova 0
glasova 0
Još jedan predstavnik mjera za proizvodnju mjerenja u području ispitivanja bez razaranja. Također se isporučuje u jednom primjerku i namijenjen je za mjerenja iz područja zavarivanja. Konstrukcija je izrađena od čelika visoke čvrstoće. Standardi za početnu provjeru pogreške prethodno se provode u tvorničkom laboratoriju. Zemlja porijekla - Rusija. Preporučeni trošak za maloprodajne lance je 5400 rubalja.
Prednosti:
- Provedena početna provjera;
- Drugi razred točnosti;
- Mala težina.
Mane:
- Nije otkriven.
1. mjesto: Mjerni blok INSIZE PP 90.0 klasa 1 4101-B90
glasova 0
glasova 0
Predstavnik je prve klase točnosti i proizvodi ga strani proizvođač. Može se koristiti za mjerenja standardne složenosti, za ovjeravanje mjernih instrumenata, a moguće ga je koristiti i kao element kombiniranog mjerila. Zbog proizvodnje tijela od legiranog čelika, može dobro komunicirati s keramičkim proizvodima. Zemlja podrijetla je Austrija, preporučena cijena za trgovačke lance je 6400 rubalja.

Prednosti:
- Mjerilo je izrađeno od legiranog čelika;
- Mogućnost rada s keramičkim KMD;
- Prvoklasna točnost.
Mane:
- Nije otkriven.
Srednji cjenovni segment (setovi i kompleti)
3. mjesto: "Set KMD Tulamash 126551"
glasova 0
glasova 0
Ovaj set je izbor standardnih CMD i dizajniran je za usporedbu standarda sa potrebnim parametrima radnih komada. Set uključuje većinu standardnih veličina. Savršeno je za rad u malim radionicama i laboratorijima. Pločice su izrađene od čvrste čelične konstrukcije, što omogućuje njihovu montažu (zbog dobrog prianjanja) u blok mjere. Zemlja porijekla je Rusija, preporučeni trošak za trgovine je 10.700 rubalja.

Prednosti:
- Robusna konstrukcija;
- Dobro montažno prianjanje između elemenata;
- Druga klasa točnosti.
Mane:
- Nije otkriven.
2. mjesto: "Set Raspon br. 2 klasa 1 GOST 9038-80 8-005"
glasova 0
glasova 0
Ovaj set ima veliki broj elemenata, što znači da se može koristiti bez dodatnih dodataka.Savršen za postavljanje i podešavanje mjernih instrumenata, pomoći će u otkrivanju pogreške u mjerenjima, za izravna mjerenja različitih objekata. Svi elementi kompleta izrađeni su od izdržljivog čelika i u skladu su s ruskim standardima. Zemlja podrijetla je Rusija, utvrđeni trošak za maloprodajne lance je 17.700 rubalja.

Prednosti:
- Prošireni set alata;
- Materijal izdržljive izvedbe;
- Pogodan kofer za transport.
Mane:
- Nije otkriven.
1. mjesto: "Komplet prizmatičnih mjera ravnog kuta CHIZ N8-1 122634"
glasova 0
glasova 0
Prilično rijedak i visoko specijaliziran skup mjera za prizmatični kut. Klasu točnosti proizvođač definira kao drugu. Omogućuje vam mjerenje objekata s netradicionalnom geometrijom, za prepoznavanje pogrešaka u nelinearnim mjernim alatima. U kompletu je 10 različitih mjera, pakirane su u izdržljivu drvenu kutiju za lakši transport. Zemlja porijekla je Rusija, preporučena maloprodajna cijena je 39 000 rubalja.

Prednosti:
- Sposobnost nestandardnih mjerenja;
- Visoka klasa točnosti;
- Kvaliteta izrade.
Mane:
- Kućište je izrađeno od drveta, tako da je vjerojatnost njegovog ranog trošenja velika;
- Povećani trošak s malom konfiguracijom.
Premium klasa (setovi i setovi)
3. mjesto: Micron MIK 76013
glasova 0
glasova 0
Ovaj set je vrlo precizan instrument za većinu mogućih mjerenja. Prošao preliminarnu tvorničku provjeru u tvornici, o čemu postoji unos u putovnici.Praktična drvena kutija sadrži 12 dodataka i mjerača za točnije mjerenje. Karakterizira ga činjenica da su u proizvodnji korištene pouzdane tehnologije iz vremena SSSR-a. Zemlja podrijetla je Rusija, utvrđeni trošak za trgovine je 55.000 rubalja.

Prednosti:
- Dobar set mjera i pribora;
- Visoka klasa točnosti;
- Pouzdane proizvodne tehnike.
Mane:
- Drvena kutija;
- Precijeniti.
2. mjesto: "KMD CHIZ PK-1 116087"
glasova 0
glasova 0
Još jedan predstavnik ruskog proizvođača, izrađen prema provjerenim tehnologijama SSSR-a. Svi elementi izrađeni su od legiranog čelika, a prisutnost dodatnih dodataka učinit će proces mjerenja lakšim i praktičnijim. Cijeli set ima 11 predmeta i lagan je. Zemlja proizvodnje je Rusija, utvrđena cijena trgovine je 85.000 rubalja.

Prednosti:
- Kofer za transport izrađen je od drveta i prekriven zaštitnim lakom;
- Instrumentacija prve klase točnosti;
- Mala težina.
Mane:
- Visoka cijena.
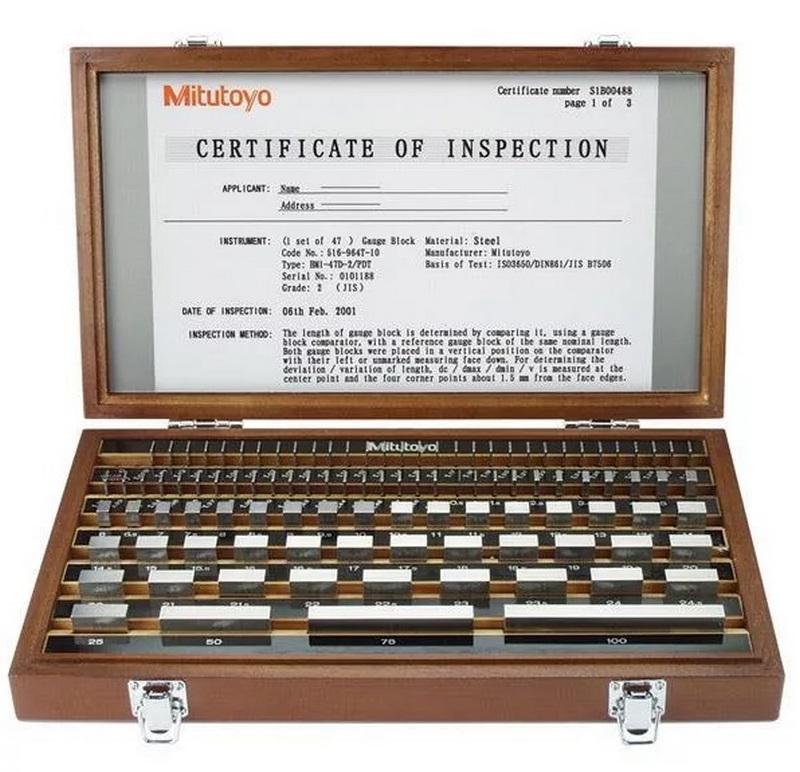
1. mjesto: "Komplet planparalelnih mjerača 47 kom., Klasa točnosti 1 MITUTOYO 516-959-10"
glasova 0
glasova 0
Vrlo skup i višenamjenski CMD kit za visoko precizna mjerenja japanskog proizvođača. Komplet sadrži 47 komada različitih pločica, tako da je moguće izvršiti bilo koje mjerenje, štoviše, moguće je sastaviti bilo koji mjerni blok nestandardnog tipa bez pribjegavanja upotrebi elemenata iz kompleta trećih strana. Materijal proizvodnje - visokolegirani čelik. Zemlja proizvodnje je Japan, utvrđeni trošak za maloprodajne lance je 185.000 rubalja.
Prednosti:
- Razumna cijena za njegovu svestranost i klasu točnosti;
- Praktično kućište za skladištenje i transport;
- Usklađenost s ruskim i europskim standardima.
Mane:
- Nije otkriven.
Umjesto epiloga
Analizom tržišta promatranih instrumenata utvrđeno je da većinu pozicija, u gotovo svim segmentima, zauzimaju domaći proizvođači. Međutim, to nimalo ne utječe ni na jeftinost robe (što je loše) niti na njihovu kvalitetu (što je dobro). Razlog za to može biti ubrzani proces certificiranja mjerne opreme u ruskim uvjetima, kao i prisutnost dobre industrijske škole za proizvodnju takvih instrumenata, čija će povijest uskoro doseći sto godina. Istodobno, strani proizvođač zastupljen je u premium klasi i malom broju robnih stavki. Međutim, strani proizvođač pokušava svoje komplete učiniti što svestranijima, što značajno povećava njihovu cijenu. Također, njihov će se trošak povećati zbog činjenice da strana roba prolazi dvostruku inspekciju - i rusku i europsku. Pritom želim naglasiti da je kvaliteta točnosti i naših i stranih modela uvijek na visokoj razini. Što se tiče nabave KMD-a: potrebno ih je kupiti samo na pouzdanim internetskim stranicama i nužno je provjeriti prisutnost oznake u putovnici na tvorničkoj provjeri ("inspekcija" - za zapadne uzorke).
novi unosi
Ocjena najboljih termalnih salatnih barova za 2025
Pregleda: 25
Ocjena najboljih uređaja za kriolipolizu za 2025
Pregleda: 24
Ocjena najboljih ruskih šampona za kosu 2025
Pregleda: 38
Ocjena najboljih kozmetičara u Moskvi za 2025
Pregleda: 22
Kategorije

Top ljestvica najboljih i najjeftinijih skutera do 50cc u 2025
Pregleda: 131652

Ocjena najboljih materijala za zvučnu izolaciju stana u 2025
Pregleda: 127691

Ocjena jeftinih analoga skupih lijekova za gripu i prehladu za 2025
Pregleda: 124519

Najbolje muške tenisice u 2025
Pregleda: 124034

Najbolji kompleks vitamina u 2025
Pregleda: 121940


Najbolji reketi za stolni tenis za 2025
Pregleda: 62478

Ocjena najboljih laserskih epilatora za 2025
Pregleda: 18341

Rangiranje najboljih škara za nokte i zanoktice za 2025
Pregleda: 12373

Koristan

Rangiranje najboljih aparata za vakumiranje za 2025
Pregleda: 1937

Ocjena najboljih električnih ploča za kuhanje za 2025
Pregleda: 2341

Ocjena najboljih pouzdanih hodnih traktora za 2025
Pregleda: 17597

Najbolji antivirusni lijekovi u 2025
Pregleda: 33334

15 najboljih hoverboarda 2025.Pristojna vrijednost za novac
Pregleda: 29339
Popularni članci
-
Top ljestvica najboljih i najjeftinijih skutera do 50cc u 2025
Pregleda: 131652 -
Ocjena najboljih materijala za zvučnu izolaciju stana u 2025
Pregleda: 127691 -
Ocjena jeftinih analoga skupih lijekova za gripu i prehladu za 2025
Pregleda: 124519 -
Najbolje muške tenisice u 2025
Pregleda: 124034 -
Najbolji kompleks vitamina u 2025
Pregleda: 121940 -

Top ljestvica najboljih pametnih satova 2025. - omjer cijene i kvalitete
Pregleda: 114980 -

Najbolja boja za sijedu kosu - top ocjena 2025
Pregleda: 113396 -

Rangiranje najboljih boja za drvo za unutarnje radove u 2025
Pregleda: 110319 -

Ocjena najboljih rotirajućih rola u 2025
Pregleda: 105330 -

Rangiranje najboljih seks lutaka za muškarce za 2025
Pregleda: 104367 -

Poredak najboljih akcijskih kamera iz Kine u 2025
Pregleda: 102217 -

Najučinkovitiji pripravci kalcija za odrasle i djecu u 2025
Pregleda: 102012