Žebříček nejlepších rýhovačů rolí pro rok 2022

V dnešním světě jsou potrubí nejbezpečnějším způsobem přepravy plynných, kapalných nebo viskózních látek. Zajištění správné přepravy těchto látek potrubím je možné pouze tehdy, pokud je samotná instalace potrubního systému vysoce kvalitní. A pro instalaci takového systému se používá mnoho různých zařízení. Ne poslední místo v této skupině zaujímá zařízení zvané groover. Právě s jeho pomocí se v potrubí vytvářejí speciální žlaby, a to deformací materiálu pod vysokým tlakem. Tento nástroj je nejčastěji prezentován jako speciální stroj, jehož prostřednictvím se provádí instalace trubek z různých kovů:
- Z nerezové oceli;
- hliník;
- Měď atd.
Tato zařízení jsou určena k vytváření speciálních drážek v materiálu nebo vytváření drážkových spojů.Uvedené spoje se používají v případech, kdy není možné nebo jednoduše nežádoucí vyřešit problém pomocí elektrického svařovacího zařízení. Samotný proces je poměrně jednoduchý a dokáže se s ním vyrovnat i neprofesionál - stačí si pečlivě přečíst pokyny pro stroj a udělat vše přesně v souladu s doporučeními. Výsledkem bude výrazná úspora času při finálních instalačních pracích.

Obsah
Technologie drážkování
Drážkování (rýhování) se provádí pomocí podpěrných a rýhovacích válečků, které působením zvýšené přítlačné síly deformují trubicový materiál (t.j. mírně jej přitlačují dovnitř).Současně je rotační mechanismus stroje zapojen do otáčení samotné trubky a válečky v tomto okamžiku vytvářejí drážku-drážku nastavené šířky a hloubky.
Válce stroje jsou vyrobeny z vysoce pevné oceli, což ukazuje na minimální riziko předčasného opotřebení při zapojení do pracovního procesu. Zpravidla je kromě hlavní sady válečků, která je povinně připevněna k drážkovačce rolí, možné zakoupit speciální sady válečků určené pro práci s trubkami jiných velikostí a průměrů.
Standardní přenosné drážkovací stroje jsou schopny drážkování o průměru 2-6 palců. Samostatně si pro takový stroj můžete zakoupit válečkovou sadu, která může pracovat na ultra malých průměrech drážky - do 1 palce. Zároveň je docela snadné najít komerčně dostupné sady válečků (válců) pro nestandardní velikosti, například 1,1/4 nebo 1,1/2 palce.
Princip krokového drážkovače je následující:
- Trubka řezaná na požadovanou velikost je správně připravena (čistí povrch od velkých otřepů a pro řezání je docela možné použít konvenční řezačku trubek);
- Potom se výsledný díl upne podél jednoho z konců a ustaví se do polohy, ve které se válcovaná osa stane kolmou ke konci;
- Při otáčení páky se váleček pohne a postupně vnikne do materiálu, čímž dojde k prohloubení a deformaci trubky. Vznikne tak drážka s půlkruhovým průřezem;
- Krok posuvu a rychlost otáčení jsou určeny empiricky (experimentálně) a závisí na materiálu trubky, jejích plastických vlastnostech a přímo na dostupném průměru;
- Když je nalezena požadovaná hloubka drážky, posuv se zastaví a provedou se 2-3 kontrolní otáčky válečku v drážce (tato operace je nezbytná pro eliminaci výskytu drsnosti na povrchu výsledného profilu);
- Celý postup se považuje za dokončený podle potřeby.
Konstrukční vlastnosti válcových drážek
Většina válcovacích drážkovacích strojů má stejný design a zahrnuje:
- Přední válec otáčí sochorovou trubkou;
- Válcovací kotouč, který přitlačením na trubku deformuje a v koncovém bodě vytvoří požadovaný profil;
- Otočné rameno operátora;
- Doplňková sada válečků pro vytváření drážek různých průměrů;
- Sada zařízení na řezání závitů (volitelné).
Hlavní výhody použití drážkovačů
Moderní trh je schopen poskytnout širokou škálu nástrojů pro vytváření drážek v potrubí, domácích i zahraničních. Ale zatím lidstvo nepřišlo na jiné, efektivnější a kvalitnější způsoby, jak dotyčnou operaci provést, kromě použití válcovacích drážkovacích strojů. Lze je použít přímo na stavbě (naštěstí existují přenosné modely), když je potřeba v krátkém čase napojit potrubí. To je však nutné pro ty situace, kdy použití elektrického svářecího stroje není možné (například kvůli bezpečnostním předpisům nebo kvůli nedostatku elektřiny). Samotné drážkovací stroje jsou vyrobeny z odolné a vysokopevnostní oceli, což znamená, že mají dlouhou životnost. Pokud nakreslíme přímé paralely mezi výhodami drážkování a použitím elektrického svařování, pak bude první metoda výhodnější kvůli řadě zjevných „plusů“:
- Pro použití stroje na válcování drážek není potřeba vystavovat pracovní povolení k práci (vyžaduje to elektrické svařování, protože patří k druhu požárně nebezpečných prací);
- Místo výkonu práce není nutné oplotit nehořlavými materiály, aby se předešlo případnému požáru (na rozdíl od elektrického svařování rýhovací stroj při provozu nejiskří);
- Významná úspora finančních prostředků a pracovní doby;
- Použití stroje nevyžaduje speciální školení a dovednosti;
- Výsledný spoj bude stejně spolehlivý jako svařovaný.
POZNÁMKA. Ruční přenosné válcové drážkovače jsou kompaktní zařízení pro montáž trubek. Samotné límce jsou vyrobeny z otěruvzdorných a tepelně odolných materiálů, což zajišťuje spolehlivost integrace a celkovou bezpečnost při provozu plnohodnotné potrubní konstrukce.
Stávající typy drážkovačů
Kromě toho, že stroje mohou být přenosné a stacionární, lze je dále rozdělit na mechanické a elektrické (hydraulické):
- Elektrické (nebo hydraulické - výsledek práce je stejný) - v situacích, kdy je nutné zpracovávat výrobky z vysoce pevné nerezové oceli nebo když má zpracovávaná trubka značný průměr, je velmi, velmi obtížné ručně řídit vytvoření drážky v takovém obrobku. Provoz takových strojů je plně programovatelný a automatizovaný; jsou zcela tiché a schopné pracovat bez dozoru obsluhy. Veškeré vynaložené úsilí je prováděno působením vysokotlakého oleje, který je umístěn v hydraulickém válci.
- Mechanická zařízení - mají mírně odlišný design a jsou vyrobeny ve formě samostatného modulu poloautomatického stroje na válcování závitů.Práce se provádí následovně. Originální výrobek je upevněn v podpěře stroje. Rýhovací váleček umístěný na pohyblivé nástrojové hlavě se přiloží proti ose osy zamýšlené drážky a následně se váleček mechanicky sešroubuje. Současně se trubkový výrobek začne otáčet. Přebytečný kov vyúsťuje do skluzu umístěného na boku nástrojové hlavy a v případě práce s kovy se zvýšenou tažností je vysypáván a rozváděn po celé ose trubky.
DŮLEŽITÉ! Mechanický způsob vytváření drážek se nejvýhodněji používá na bázi opraváren nebo v montážních dílnách průmyslové výroby. Zde celá otázka spočívá v ukazateli návratnosti - tento proces se vyznačuje zvýšenou produktivitou, lze jej dokonce automatizovat a v typech pracovních materiálů je prakticky neomezený. To ukazuje, že pro domácí použití nejsou takové stroje kvůli své vysoké ceně ekonomicky životaschopné.
Funkce služby
Přestože válcovací drážkovací stroje ve své celkové hmotnosti (bez plně automatických strojů) nejsou high-tech a složitým zařízením, nebude nadbytečné dodržovat některá pravidla při jejich provozu:
- Je nutné neustále sledovat stav povrchu válečku - neměl by mít trhliny;
- Je žádoucí mazat válec častěji - tím se sníží negativní dopad procesu tření;
- Při servisu (např. výměna náhradních dílů) by se mělo používat pouze testované a certifikované vybavení a nářadí (zvláště u značkových modelů);
- Válečky by se měly používat pouze pro materiály, pro které je výrobce zamýšlel ke zpracování;
- Je nutné pravidelně čistit boční drážky rýhovacího stroje od řezaných otřepů a malých třísek;
- Během provozu musí být zařízení ve stabilní poloze na rovném povrchu;
- Během zpracování by trubkový výrobek neměl sklouznout - aby se zabránilo takové situaci, pokud jsou trubky příliš dlouhé, je třeba použít svěrák nebo svorku.
Drážkové spoje
Drážkování pro drážkové spoje se používá v případech, kdy je potřeba provést snadné a jednoduché spojení trubek v co nejkratším čase a elektrické svařování není z řady důvodů možné. Válce pro drážkované spoje jsou vyrobeny z vysokopevnostní oceli, která umožňuje vytvářet drážky deformací trubkového výrobku, a to jeho přitlačením dovnitř zvýšeným tlakem. Tvarovaná drážka přitom bude vždy odpovídat státním normám ohledně spojů spojek. Tento způsob bude nepostradatelný, když je potřeba např. integrovat hasicí systém do prostředí skladu – v této situaci je nasazení velkorozměrového svařování jednoduše ekonomicky neproveditelné.
Koncept Groovelock
Tak se nazývá spojení pomocí speciální spojky (svorky) - tak se tomu říká gruvlok. On sám (grovelock-coupling) je manžeta a spojovací svorka-svorka. Manžeta je obvykle vyrobena z polymeru na bázi pryže odolného proti opotřebení, který dále zvyšuje těsnost spoje. Současně je svorka-svorka připevněna ke šroubům zašroubovaným do trubky ve dvou částech drážky. Proces spočívá v instalaci svorky do předem vytvořených drážek, které jsou následně utaženy šrouby.Nesvařované drážkované spojky se dělí na tuhé a pružné (jsou také „měkké“). Na moderním domácím trhu je zastupuje několik populárních značek, mezi které patří Dinancy a Viktaulik.
Výhody drážkového spoje
Jako pozitivní aspekt použití spojovacích spojek hodnotí montážní odborníci jejich extrémně jednoduchou instalaci / demontáž, což jednoznačně usnadňuje následnou opravu a údržbu potrubí. Zároveň poukazují na nepopiratelnou úsporu nákladů na práci. Struktura dělených tvarovek umožňuje ušetřit až 55 % pracovních hodin ve srovnání se stejným svařováním. Samostatně profesionální montéři vyzdvihují faktor, že při práci na objektech s určitou kategorií nebezpečí požáru a výbuchu (tedy všude tam, kde je elektrické svařování obecně zákonem zakázáno) není potřeba mít různá povolení. Z toho je vidět, že všechny „plusy“ spřažených rozebíratelných spojů spočívají v získání velmi flexibilní potrubní konstrukce ve výsledku, u které lze výrazně snížit požadavky na shodu os prvků, což obecně bude poskytují zvýšenou odolnost vůči vibracím. Zároveň je třeba poznamenat, že na rychlosvorkách je zvýšena kompenzace faktoru tepelné roztažnosti trubky. Tato okolnost je nejrelevantnější v situaci, kdy v objektu došlo k velkému požáru. Dalším pozitivním bodem, který je třeba zmínit, je instalace/samostředění připojených trubek. S drážkovaným spojem lze celou konstrukci demontovat v co nejkratším čase pomocí běžných klíčů. Stejný faktor má pozitivní vliv na proces trvalé údržby, čištění a údržby.
Podmíněně a v souhrnu je možné nastínit následující nepochybné výhody drážkového zámku:
- Instalace a demontáž takových spojů je snadná a jednoduchá. Údržba, opravy a čištění takových potrubních spojů budou méně náročné na práci a ekonomicky méně nákladné.
- Provedení celého komplexu prací v krátkém čase - taková integrace trubek zpravidla šetří pracovní hodiny o polovinu (včetně instalace) ve srovnání s elektrickým svařováním;
- Snadnost použití. Při integraci hasicích systémů na místě se obvykle používá drážkový spoj. Jak ukazuje praxe, instalace takových systémů je složitý proces, zejména proto, že výsledek musí být přijat orgány státního dozoru (Gospozhnadzor Ministerstva pro mimořádné situace Ruské federace). Použití svařování výrazně zpomalí celý proces jako celek (získání povolení, organizace požární bezpečnosti na pracovišti atd.);
- Drážkované spoje se vyznačují dlouhou životností (minimálně cca 30 let) a vysokou odolností proti vibracím;
- Při tomto spojení je snadné kompenzovat úhlové ohyby.
Drážkovací svorky - rýhovací kanály
Ve skutečnosti až donedávna regulační rámec ruské legislativy v oblasti stavebnictví umožňoval použití popsaných spojení bez zvláštních omezení (vše bylo regulováno starým SNiP z roku 1985). Ale tento typ spojení nebyl u nás a v celém SNS příliš běžný, kde byla místní legislativa zredukována na „bývalého sovětského jmenovatele“.To lze do značné míry vysvětlit nedostatkem účinných výrobních nástrojů a ještě více nedostatkem jasných norem pro přípravu trubek - například v procesu válcování drážek byly při válcování trubek povoleny výrazné odchylky od správných norem. V dnešní době je však tato problematika upravena zákonem a normy pro zapichování je možné vyrábět pouze v souladu s normami zákoníku práce č. 73.13330 z roku 2012. Vroubkování drážek tak může být prováděno za jakýchkoli podmínek - od malé dílny až po podmínky velkého průmyslového zařízení, za dodržení státních požadavků.
Rozebíratelný spoj ocelových trubek s galvanizací bez svařování
Většina odborníků si je již dlouho vědoma hlavních ustanovení článku 4.6 výše uvedeného „Kodexu pravidel“ – „... použití svařování při spojování trubek vyrobených z pozinkované oceli je nepřijatelné ...“. Zjednodušeně řečeno, základem tohoto zákazu je, že „při varu pozinkované trubky zinek zcela vyhoří a zůstane pouze holý kov, ze kterého (např. v běžném vodovodním systému) získá voda charakteristickou rezavý odstín." Navíc pozinkované potrubí bude korodovat dvakrát rychleji než hrdlové spojení. Z toho je vidět, že nejlepším řešením by byl drážkový spoj na bázi svěrných spojek a bez použití spojovacích závitů a svařování. Vše, co musíte použít, je drážkový zámek - speciální krimpovací límec!
Žebříček nejlepších rýhovačů rolí pro rok 2022
Manuální modely
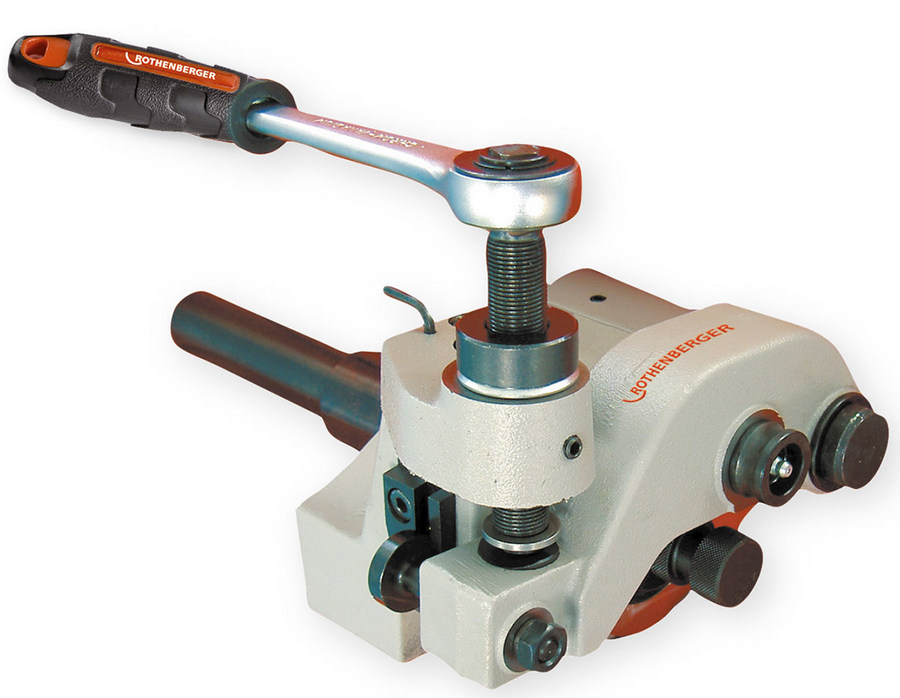
3. místo: "ROTHENBERGER SUPER-EGO 887 887010200"
Stroj je ideální pro práci na běžných trubkách a trubkách s tenkými stěnami, což může být užitečné při instalaci topných zařízení. Tělo přístroje je vyrobeno z vysoce pevného hliníku. Výsledkem zpracování potrubních úseků bude jejich vysokorychlostní spojení v nepřítomnosti svařování. Zařízení je vybaveno speciálním omezovačem, který zajišťuje plynulé nastavení. Přiložená ráčna rozšiřuje možnosti jemného doladění.
| název | Index |
|---|---|
| Země výrobce | Španělsko |
| Maximální průměr | 150 mm |
| Minimální průměr | 50 mm |
| Sada válečků | 2-6 dm |
| Celková hmotnost, kg | 0.66 |
| Cena, rublů | 8700 |
výhody:
- Sdílení s řezbářským strojem je možné;
- Seřizovací systém zajistí konstantní hloubku drážky;
- Válce jsou vyrobeny z tvrzené oceli.
nedostatky:
- Omezená funkčnost.
2. místo: “HONGLI GC02 1.1/4″- 6″ 503204”
Velmi jednoduchý a snadno použitelný přenosný model. Jeden člověk dělá veškerou práci sám. Instalované tělo stroje má zvýšenou rezervu pevnosti v tahu. Výměna válečků pro rýhování je rychlá a nevyžaduje speciální znalosti. Pracovní prvky jsou odolné proti mechanickému poškození.

| název | Index |
|---|---|
| Země výrobce | Čína |
| Maximální průměr | 1,25 dm |
| Minimální průměr | 6 dm |
| Sada válečků | Ne |
| Celková hmotnost, kg | 22.7 |
| Cena, rublů | 68400 |
výhody:
- Pohodlné pro obsluhu jednoho operátora;
- Relativně nízká hmotnost;
- Rozšířený sortiment zpracovávaných trubek.
nedostatky:
- Válce nejsou součástí (kupují se samostatně).
1. místo: "BREXIT BrexGROOVER 6UV"
Všestranné zařízení, které je kompatibilní s mnoha řezacími stroji třetích stran, a proto má tak vysokou cenu. Systém nastavení žlabu je výrazně zjednodušen, takže je snadné udržovat konstantní hloubku. Díky nízké hmotnosti je stroj extrémně mobilní a velmi snadno přenosný.

| název | Index |
|---|---|
| Země výrobce | Bělorusko |
| Maximální průměr | 51 mm |
| Minimální průměr | 152 mm |
| Sada válečků | 2-6 dm |
| Celková hmotnost, kg | 11 |
| Cena, rublů | 122500 |
výhody:
- Rozšířená kompatibilita;
- Lehká váha;
- Přesné nastavení válečku.
nedostatky:
- Vysoká cena.
Kombinovaný segment
3. místo: "REKON RG-8 Combo 020108"
Tento stroj si dobře poradí s jakýmkoliv druhem oceli, zejména s nerezovou ocelí. Zároveň se dobře pracuje s měkkými kovy, jako je hliník. Celá konstrukce může pracovat jak s vynaložením svalové námahy, tak s pomocí elektromotoru Turbo 501. Hloubku drážky válce lze nastavit. Snadná přeprava, pro kterou je speciální madlo.

| název | Index |
|---|---|
| Země výrobce | Velká Británie |
| Maximální průměr | 8 dm |
| Minimální průměr | 0,75 dm |
| Sada válečků | ¾-8 dm |
| Celková hmotnost, kg | 10.5 |
| Cena, rublů | 100500 |
výhody:
- Malé rozměry;
- Prodloužená životnost;
- Pracuje na tvrdých i měkkých materiálech.
nedostatky:
- Neidentifikováno (pro svůj segment).
2. místo: "RIDGID 975 33033"
Tento stroj je také schopen pracovat jak ručně, tak z pohonu "ReedGuide 300". Typ aplikace drážky je řízen strojem.Zařízení je vybaveno automatickým regulátorem sledování, což znamená lepší fixaci potrubí během provozu a také zkrácení času stráveného při opětovné instalaci. Samotná konstrukce je vyrobena z vysoce pevného kovaného železa.

| název | Index |
|---|---|
| Země výrobce | USA |
| Maximální průměr | 6 dm |
| Minimální průměr | 1,25 dm |
| Sada válečků | ¾-6 dm, 1,1/4-1,1/2 dm |
| Celková hmotnost, kg | 12 |
| Cena, rublů | 107000 |
výhody:
- Nízká hmotnost a rozměry - snadná přeprava;
- Vysoká přesnost operací;
- Práce s téměř všemi druhy materiálů.
nedostatky:
- Nezjištěno.
1. místo: "RIDGID 916 48307"
Výrobce řadí toto zařízení jako poloprofesionální a doporučuje jej používat ve velkých průmyslových odvětvích a dílnách. Model se vyznačuje vysokou přesností při provádění operací. Skvěle se projevuje při práci s měkkými kovy různé tvrdosti - mědí, hliníkem, ocelí. Zároveň umí pracovat s řezacími stroji a pohony své značky.

| název | Index |
|---|---|
| Země výrobce | USA |
| Maximální průměr | 6 dm |
| Minimální průměr | 2 dm |
| Sada válečků | 2-6 dm |
| Celková hmotnost, kg | 15 |
| Cena, rublů | 125000 |
výhody:
- Systém posuvu typu Cam - minimální svalové úsilí ze strany obsluhy;
- Nastavení drážek se provádí šroubem;
- Snadná údržba.
nedostatky:
- Absence speciální rukojeti způsobuje určité nepříjemnosti během přepravy.
hydraulické vzorky
3. místo: VOLL V-Groover 6 2.24006
Profesionální vzorek používaný na stavbách a ve výrobních dílnách.Vynikající řešení pro instalaci různých průmyslových potrubí, včetně instalace hasicích systémů. Rýhovací válečky jsou vyrobeny z vysoce pevné oceli, což znamená prodlouženou životnost. Poháněno 450W vysoce výkonným motorem.

| název | Index |
|---|---|
| Země výrobce | Rusko |
| Maximální průměr | 6 dm |
| Minimální průměr | 1,25 dm |
| Sada válečků | Všechny stávající |
| Celková hmotnost, kg | 80 |
| Cena, rublů | 110000 |
výhody:
- Vynikající vybavení;
- Profesionální výkon;
- Lepší poměr cena/výkon.
nedostatky:
- Nezjištěno.
2. místo: "SUPER-EGO ROGROOVER 1500001987"
Velmi vysoce specializovaný model, speciálně navržený pro výrobu potrubí pro hasicí systémy. Má velmi výkonný, ale zároveň nehlučný elektromotor. Stabilitu zařízení zajišťují čtyři speciální nohy.

| název | Index |
|---|---|
| Země výrobce | Španělsko |
| Maximální průměr | 2 dm |
| Minimální průměr | 12 dm |
| Sada válečků | 2-12 dm |
| Celková hmotnost, kg | 130 |
| Cena, rublů | 330000 |
výhody:
- Tichý motor;
- Dobré vybavení;
- Doladění.
nedostatky:
- Úzká specializace.
1. místo: "RIDGID 918 57092"
Prezentovaný vzorek je schopen zpracovat trubky nejen z měkkých a tvrdých materiálů, ale také z plastu. Takové operace však budou vyžadovat vhodný spotřební materiál. Výkonný hydraulický píst nainstalovaný v konstrukci pomůže provést veškerou práci rychle a přesně. Pro celý komplex je zapotřebí pouze jeden operátor. Model je vybaven originální montážní sadou pro kompaktní pojezd.

| název | Index |
|---|---|
| Země výrobce | Španělsko |
| Maximální průměr | 2 dm |
| Minimální průměr | 12 dm |
| Sada válečků | Prodáno samostatně |
| Celková hmotnost, kg | 37 |
| Cena, rublů | 402000 |
výhody:
- Schopnost pracovat s jakýmikoli materiály;
- Dobré vybavení;
- Výkonný hydraulický píst.
nedostatky:
- Předražení.
Místo epilogu
Analýza moderního domácího trhu s dotyčným zařízením ukázala, že většina prezentovaného zboží je vyráběna vysoce kvalitními evropskými značkami, a proto má velmi vysokou cenu. Zároveň je ruský výrobce zastoupen pouze v segmentu profesionálního a poloprofesionálního vybavení, což naznačuje některé pozitivní trendy pro ruské firmy. Stojí za zmínku, že jen málo lidí potřebuje zařízení pro drážkování doma, proto jej nakupují výhradně výrobní podniky. Z toho můžeme usoudit, že i velmi vysoká cena umožní zařízení rychle splatit v relativně krátké době.
nové záznamy
Hodnocení nejlepších kosmetologů v Moskvě pro rok 2022
Zobrazení: 19
Kategorie

Top žebříček nejlepších a nejlevnějších skútrů do 50 ccm v roce 2022
Zobrazení: 131649

Hodnocení nejlepších zvukotěsných materiálů pro byt v roce 2022
Zobrazení: 127688

Nejlepší pánské tenisky roku 2022
Zobrazení: 124030

Nejlepší komplexní vitamíny v roce 2022
Zobrazení: 121937

Hodnocení nejlepších chladniček ATLANT v roce 2022
Shlédnutí: 3509

Hodnocení nejlepších výplní matrací pro rok 2022
Zobrazení: 2648

Hodnocení nejlepších tichých pneumatik pro rok 2022
Zhlédnutí: 948

Hodnocení nejlepších levných hotelů v Permu v roce 2022
Zobrazení: 1722

Nejlepší elektroměry v roce 2022
Zobrazení: 14934
Užitečný

Žebříček nejlepších vakuových lepidel pro rok 2022
Shlédnutí: 1935

Hodnocení nejlepších elektrických varných desek pro rok 2022
Zobrazení: 2339

Hodnocení nejlepších spolehlivých pojezdových traktorů pro rok 2022
Zobrazení: 17595

Nejlepší antivirotika v roce 2022
Zobrazení: 33333

Top 15 hoverboardů roku 2022. Slušná hodnota za peníze
Zobrazení: 29338
Populární články
-
Top žebříček nejlepších a nejlevnějších skútrů do 50 ccm v roce 2022
Zobrazení: 131649 -
Hodnocení nejlepších zvukotěsných materiálů pro byt v roce 2022
Zobrazení: 127688 -

Hodnocení levných analogů drahých léků na chřipku a nachlazení pro rok 2022
Zobrazení: 124516 -
Nejlepší pánské tenisky roku 2022
Zobrazení: 124030 -
Nejlepší komplexní vitamíny v roce 2022
Zobrazení: 121937 -

Top žebříček nejlepších chytrých hodinek 2022 - poměr ceny a kvality
Zobrazení: 114978 -

Nejlepší barva na šedé vlasy - nejvyšší hodnocení 2022
Zobrazení: 113393 -

Žebříček nejlepších barev na dřevo pro interiérové práce v roce 2022
Zobrazení: 110318 -

Hodnocení nejlepších rotujících válců v roce 2022
Zobrazení: 105327 -

Žebříček nejlepších sexuálních panenek pro muže pro rok 2022
Zobrazení: 104363 -

Žebříček nejlepších akčních kamer z Číny v roce 2022
Zobrazení: 102214 -

Nejúčinnější přípravky s vápníkem pro dospělé a děti v roce 2022
Zobrazení: 102010