Hodnocení nejlepších svařovacích traktorů a povozů pro rok 2022

Svařovací vozík (nebo svařovací traktor) je speciální typ samojízdného zařízení, které se používá k nepřetržitému a přesnému pohybu svařovacího hořáku (nebo několika) po požadované trajektorii během procesu svařování. Malé rozměry tohoto mechanismu umožňují jeho použití v nejhůře přístupných polohách. Tento typ mechanizovaného zařízení je schopen svařovat švy zvětšené délky při eliminaci faktoru lidské chyby a zachování vysokého stupně kvality odvedené práce.

Obsah
Základní konstrukční detaily
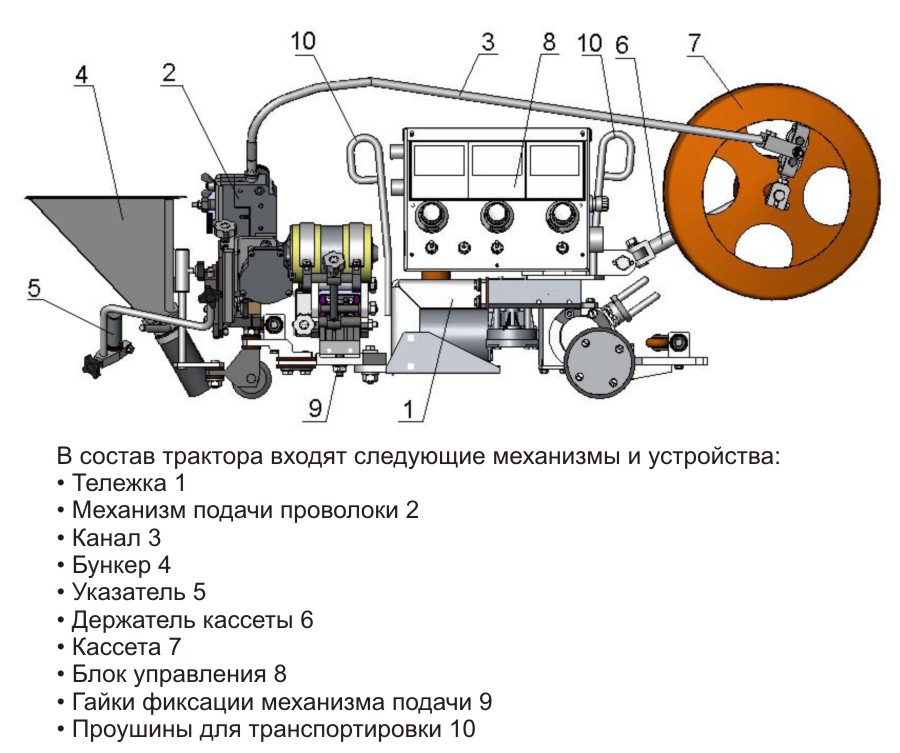
Pomocí svařovacího vozíku se provádí svařování elektrickým obloukem. Jako každý automat pracuje podle určitého programu, má speciální kolečka, se kterými se pohybuje. Hlavním rysem tohoto zařízení lze nazvat jeho samohybnost - pohyb se provádí po kolejnicích (položených podél osy švu) nezávisle nebo je vektor pohybu určen osobou. Vozíky jsou poměrně kompaktní a je velmi snadné je přepravovat mezi sousedními místnostmi, protože kolejnice pro pohyb jsou lehké a lze je přenášet spolu se zařízením. Hlavním pracovním prvkem je svařovací hlava, přes kterou je přiváděn zkapalněný plyn. Velkou roli hraje také spotřební drát a ochranné tavidlo. Obecně je konstrukce zařízení jako vozík s ovládacím panelem, na kterém je umístěn samotný traktor a další mechanismy. Většina detailů může být buď zabudována do mechanismu, nebo vyjmuta z jeho konstrukce. Sama o sobě se popsaná zařízení nejčastěji používají v průmyslových podnicích a v dílnách střední úrovně. Mohou být použity jak samostatně, tak jako součást velkého dopravníku.Množství možné funkčnosti přímo ovlivní cenu vozíku (například dražší modely mají schopnost automaticky řídit správnost geometrie aplikovaného švu nebo mohou nezávisle regulovat množství vydávaného ochranného tavidla).
Stávající klasifikace
K dnešnímu dni bylo vyvinuto několik typů uvažovaných zařízení, které lze seskupit podle určitých kritérií. Pokud mluvíme o počtu motorů, které jsou instalovány ve svařovacím vozíku / traktoru, lze je rozdělit na:
- Jednomotorový - veškerý pohyb se provádí pomocí jednoho motoru (mají jednodušší technické vlastnosti, jsou však lehké);
- Dvoumotorový - pohyb vozíku je řízen dvěma motory podél různých os (takové zařízení je masivnější, ale má vyšší míru spolehlivosti a jeho parametry lze nastavit na jemnější úrovni).
Klasifikace podle použitých metod ochrany může probíhat podle následujících typů:
- "Svařování otevřeným obloukem" - u této metody se nepoužívá vůbec žádná ochrana, proto může být šev vystaven různým negativním vlivům, samotný výrobní proces se však zlevňuje;
- "S ochranou proti plynu" - u této metody vytvořením ochranného prostředí z aktivních / inertních plynů není umožněno kyslíku vstupovat do švu a není vystaven jiným negativním vlivům;
- "Ponorný oblouk" - při této metodě se používá přídavné tavidlo, které zlepšuje kvalitu švu na svařovaném kovu a zároveň chrání výrobu před negativními vlivy;
- „Použití netavitelné elektrody“ – přídavný materiál se při svařování jednoduše nepoužívá.
Klasifikace podle způsobu současně podporovaných svařovacích oblouků:
- Jednoduchý oblouk - vede jeden oblouk, přizpůsobený pro většinu tradičních operací, je nejjednodušší metodou a používá se v jednomotorových vozech;
- Dvouobloukový - je schopen vést pár oblouků paralelně, zatímco svařování probíhá současně, což výrazně urychluje většinu složitých operací, například v hromadné výrobě;
- Tříobloukový - schopný zavést tři oblouky najednou a je určen pro profesionální svářečské práce vysoké složitosti (lze použít pouze ve dvoumotorových systémech).
Svařovací traktor s PU pro všechny pozice
Tento typ traktoru jezdí na pružných ocelových/hliníkových kolejnicích, které jsou k opracované konstrukci připevněny magnetickými svorkami. Flexibilita kolejnice umožňuje opakovat obrysy svařovaného předmětu, zatímco šev bude aplikován přesně podle zadaného vzoru. Tato metoda automatizace je extrémně produktivní při vytváření souvislých a dlouhých švů. Jednou z nejdůležitějších vlastností tohoto typu traktorů je také jejich inovativní ovládací funkce, díky které je rychlost vozíku udržována bez ohledu na přijatou zátěž (do 45 kilogramů). Tato skutečnost znamená, že traktor může za provozu natahovat podavače svařovacího drátu a také kabely potřebné pro provoz zařízení.
Pro zvýšení flexibility automatizovaného procesu bylo vyvinuto několik šablon programů.Existují traktory, které pracují podle programu pro provádění svarů v řetězci jednoduchých operací („Okamžitý start“, „Stop“, „Začátek svařovacího oblouku“, „Svařování“, „Stop“, „Opakovat“ ). V důsledku toho je účelem použití šablon algoritmů zvýšení rychlosti a přesnosti svařování, což výrazně zrychluje výrobní proces oproti klasickému ručnímu svařování. PU (software control) je tedy ideální variantou pro realizaci rozsáhlých projektů, kde je potřeba automatizovat stejný typ procesů.
Podrobné funkční výhody použití svařovacích traktorů
Významnou roli v oblasti plné automatizace složitých výrobních procesů hraje použití samojízdných svařovacích traktorů pro poloautomatické svařování v ochranných plynech. Ve srovnání s konvenčním ručním svařováním kvalitativně mění podmínky, rychlost a přesnost práce a mezi jejich bezprostřední výhody patří:
- Aplikace standardních svařovacích zařízení - v případě trvalého použití v průmyslu svařovacích traktorů již není potřeba pořizovat žádné další možnosti speciálních zařízení - většina traktorů je snadno kompatibilní s tradičními svařovacími poloautomaty a širokým sortimentem svařovací hořáky.
- Odpadají finanční náklady na dodatečné zaškolení obsluhy – samotná obsluha svářecího vozíku je intuitivní a zvládne jej každý svářeč znalý obsluhy poloautomatů. Jediné, co ještě musíte projít úvodní instruktáží, ale ta může trvat maximálně 2 dny.Svařování vozíků je navíc dovoleno svěřit i těm specialistům, kteří mají nižší kvalifikaci i ve vztahu k ručnímu procesu. Je to dáno tím, že hlavní parametry svařování (rychlost posuvu drátu, napětí a proud) přednastavují zkušenější specialisté přímo na ovládacím panelu a rychlost ovládání svařování (rychlost posuvu) a sklon svařovacího hořáku ve vztahu k povrchu, který má být ošetřen, jsou také mimo kontrolu aktuálního operátora a jsou určeny předem. Obsluha tak musí pouze umístit vozík do správné polohy nad svařovaný předmět, zvolit požadovaný režim svařování a stisknout tlačítko "Start". Poté zbývá pouze vizuálně kontrolovat celý postup.
- Zlepšení celkové kvality - při svařování pomocí traktoru bude vzdálenost od úhlu hořáku (jak napříč, tak podél spojů) k výstupu z trysky svařovacího hořáku, který nastavuje velikost oblouku, trvalá a řízená svařováním svítilna nainstalovaná v držáku. Rychlost zůstane nezměněna po celou vzdálenost oblouku podél spoje. Trajektorie pohybu oblouku také podléhá kontrole. To vše přispívá k kontrolovanému průvaru, vytvoření jemně vločkovité a jednotné struktury svaru, zamezení podřezání, zvýšení geometrické kvality naneseného svaru a vytvoření plynulého toku nanesené housenky k základnímu kovu. Při použití oscilačního bloku hořáku se zlepší kvalita svaru lícování a výplňových housenek svarů s mnoha průchody.I když svarový spoj není správně sestaven, lze dosáhnout dobré kvality práce tím, že většina vozíků má dorazové válečky, které mohou sledovat spojovou linii a zároveň korigovat dráhu svařovacího hořáku.
- Zvýšení intenzity svařovacího procesu - je přirozené, že jakákoli automatizace jakéhokoli procesu umožňuje zvýšit intenzitu pracnosti. Co se týče tématu svařování vozíků, podle statistik se intenzita pracnosti zvýší o 40-45 % z celkové pracovní doby, což se rovná úspoře asi tři nebo tři a půl hodiny za směnu oproti ručnímu svařování. V případech, kdy se používají drahé a multifunkční svařovací traktory, se toto číslo může blížit úspoře pěti až šesti hodin pracovní doby za směnu. Jako jednoduchý příklad lze uvést následující situaci: i zkušenému svářeči s jistou dávkou vytrvalosti se málokdy podaří vyrobit šev delší než jeden metr, aniž by změnil svou polohu. V každém případě se bude muset sám pohybovat podél vyráběného švu nebo změnit polohu obrobku. Při provádění těchto operací je svářeč přirozeně nucen uhasit oblouk. Při obnovení práce a před povinným svařováním překrytí švu o 15-25 milimetrů musí nejprve vyčistit konec švu od filmů a postříkání. Naproti tomu svařovací traktor se pohybuje bez přerušení a současně svařuje šev po libovolné délce, takže nemusí měnit svou polohu (jako svářeč) a přitom přerušovat operace. Nedochází tak k periodickému přerušování svařovacích prací.Kromě toho bude hrát významnou roli i absence potřeby periodického odpočinku svářeče, protože není nutné trvale kontrolovat průběh rychlosti svařování a zároveň udržovat správný dosah elektrody pro dosažení lépe svařit. To ukazuje, že operátor může sledovat nejen svůj malý úsek oblouku, ale je také schopen řídit situaci obecně, včetně sledování akcí ostatních operátorů, kteří zpracovávají stejný objekt, aby s nimi včas koordinoval své akce. . Totéž lze říci o kontrole chování samotné konstrukce v procesu práce. Velkým plusem může být použití zařízení se dvěma svařovacími hořáky, které umožňuje současně provádět dva švy paralelně nebo dva průchody podél stejného švu při oddělování okrajů. Jeden operátor je zároveň schopen obsluhovat několik vozů najednou, což dále několikanásobně zvýší produktivitu.
- Snížení procenta v oblasti deformačního svařování - kontrola nad příkonem tepla umožňuje snížit celkové procento deformace obráběné konstrukce po dokončení práce. Tato okolnost je přímým důsledkem toho, že při zpracování jsou zachovány velmi přesné parametry svařování - napětí oblouku a rychlost svařování, kterých nelze dosáhnout v rámci ruční výroby. Kromě toho neustálé zhášení / zapalování oblouku, když se svářeč pohybuje po délce švu, stejně jako potřeba provést postup pro uzavření švu - to vše ovlivňuje riziko následných deformací. Je třeba poznamenat, že šití se dvěma vozíky současně sníží riziko možných negativních následků na polovinu.
- Úspora svařovacích přídavných materiálů - tato okolnost vzniká prováděním jemnějších úprav svařovacích parametrů a jejich udržováním v průběhu celého díla. Jako hlavní faktor lze jmenovat snížení ztrát objemu svařovacího drátu při rozstřiku. Ovlivňuje také absenci přerušení během práce, při pohybu po spoji svářeče a ve skutečnosti samotné obnovení práce (absence potřeby překrývání švů výrazně šetří svařovací materiály). Počet průchodů lze snížit díky možnosti svařování s příčnými vibracemi. Při rovnoměrnosti a homogenitě všech operací se navíc snižuje spotřeba ochranného plynu, což bude významný článek z hlediska úspor při použití drahých směsí plynů na bázi argonu k ochraně.
- Pomocné procesy budou vyžadovat nižší náklady - náklady na dodatečné operace, jako je čištění tepelně ovlivněné zóny a odstranění otřepů, stejně jako odstranění výztuže švu, budou výrazně sníženy díky skutečnosti, že již budou získány hladké a čisté švy. v prvním průchodu. Snížení úrovně rozstřiku ovlivní i náklady spojené s injektáží.
- Zvýšení ekologické úrovně výroby – bude dosaženo ekologických pracovních podmínek díky tomu, že svářeč bude na místě obsluhy, a nebude sedět v těsné blízkosti kouře a tepla, které vznikají při obloukovém svařování.
Výsledkem je, že s použitím traktorového svařování je možné automatizovat jakýkoli, dokonce i malý podnik a přivést jej do „plus“.To platí zejména pro ty společnosti, kde mají pracovníci specialistů dostatečné zkušenosti s prací s poloautomatickým svařováním v ochranných plynech - pak bude výsledek dosažen v co nejkratším čase a bude výraznější. Kromě toho zavedení kočárků / traktorů nebude vyžadovat extrémně velké investice a vrátí se velmi rychle (pokud se neplánuje super velký a komplexní projekt) a je čas na instalaci:
- Některé modely kočárů stojí dokonce méně než jejich protějšky ponořených traktorů;
- Navzdory tomu, že objemy nákupu spotřebního materiálu (ochranné plyny a spotřební drát) zůstanou na stejné úrovni, jejich náklady výrazně klesnou;
- Není třeba kupovat další zařízení pro kalcinaci tavidla ani znovu vybavit speciální místnost;
- Není třeba radikálně měnit technologii prováděných procesů (např. není třeba zavádět nové typy ořezávání hran);
- Není potřeba zaškolovat personál na nové metody svařování, respektive nebude potřeba další certifikace a atestace pracovníků.
Stávající nedostatky
Bohužel se všemi významnými pozitivními aspekty mají uvažovaná zařízení také významné nevýhody:
- Před zahájením práce budete muset provést všechna nastavení velmi přesně;
- Přesná zařízení podléhají složitým poruchám, takže rychlé opravy a obnovení práce jsou velmi pochybné;
- Existují specifická omezení pro maximální/minimální průměr smyčkových švů;
- Samotná technika má nejčastěji malou hmotnost, ale náhodné nadměrné zatížení ji může rychle vyřadit;
- Provoz vyžaduje určité dovednosti, což činí tuto techniku málo dostupnou pro malé podniky;
- Vysoká cena.
Problémy kompetentní volby
Každý svařovací úkol má své specifické parametry, které je třeba pečlivě zkontrolovat při nákupu vozíku/traktoru. Pro úlohy malých objemů, které nezahrnují zvláštní složitost a vyžadují pouze neustálé provádění stejného typu operací, jsou zcela vhodné jednomotorové stroje bez programového řízení. Jsou snadno ovladatelné, nepředstavují žádné zvláštní potíže v případě oprav. V případě, že je vyžadován rozsáhlý projekt a ještě více jeho realizace v krátkém čase, je lepší zakoupit víceobloukové a vícemotorové vzorky. Totéž bude platit pro realizaci hromadné výroby.
DŮLEŽITÉ! Při nákupu by měl být hlavním kritériem výběru ukazatel maximálního a minimálního proudu a také velikost použitých spotřebních vodičů!
Hodnocení nejlepších svařovacích traktorů a povozů pro rok 2022
Cenový segment rozpočtu
2. místo: "EvoSAW 1250-II"
Toto samojízdné zařízení je přizpůsobeno k samostatnému provádění svařovacích prací pomocí tavidla; konstrukčně rozdělen do dvou bloků (vlastně automatizované zařízení a invertorový zdroj). Vyznačuje se zvýšenou rychlostí práce - během šedesáti sekund snadno dokončí šev o délce 10 až 15 centimetrů. Rychlost úloh však bude ovlivněna tloušťkou zpracovávaného kovu. Invertor lze mimo jiné použít jako samostatné zařízení pro řezání do dané hloubky (vzduchové obloukové drážkování) nebo jako ruční svařovací stroj. Součástí balení je systém ochrany proti zkratu a přehřátí.Země původu je Rusko, doporučená maloobchodní cena je 250 000 rublů.

výhody:
- Přítomnost ochrany;
- Možnost samostatného použití prvků;
- Kvalitní provedení.
nedostatky:
- Má omezení tloušťky svařovaného kovu.
1. místo: ADF-1000
Tento vzorek od ruského výrobce může provádět vícevrstvé a jednovrstvé svařování s navařováním spotřebního drátu pod ochranou tavidlem. Bude však vyžadovat třífázové elektrické připojení. Software dodávaný v sadě řeší otázku synchronizace rychlosti pohybu a posuvu drátu elektrody. Jednotka je schopna se pohybovat jak po předem instalovaných kolejnicích, tak přímo po povrchu zpracovávaného předmětu. K dispozici je dálkový ovladač, pomocí kterého je také možné nastavit svařovací napětí. Pracovní prvek - hlava - je pohyblivý, lze jej instalovat pod určitým úhlem k pracovní ploše. Pro usnadnění vizuální kontroly je design opatřen laserovým označením. Švy mohou být aplikovány jak prstencovou, tak i přímkovou technikou. Zařízení je schopno svařovat bez řezných hran nebo s nimi (na tupo), spojovat "taurus" (pod úhlem) a překrývající se švy. Doporučená cena je 260 000 rublů.

výhody:
- Pohyb po povrchu pracovního předmětu je k dispozici;
- Přítomnost laserového markeru;
- Disponuje dálkovým ovládáním.
nedostatky:
- Vyžaduje se třífázové připojení k síti.
Střední cenový segment
2. místo: Promotech LIZARD
Tento vzorek má stabilní rychlost pohybu, která zůstává nezměněna během celého pracovního postupu.Tato skutečnost umožňuje dosáhnout extrémní přesnosti aplikace svaru a také zajistit jeho zlepšenou kvalitu. Zároveň bude výplňový materiál využíván mimořádně hospodárně. Stroj lze naprogramovat tak, aby šil dlouhý nebo speciální šev stehy. Pouze stisknutím dvou tlačítek je možné určit typ požadovaného švu, přičemž již lze přednastavit parametry délka, řádkování, vyplnění švu, doba vyplnění kráteru. Velmi důležitou možností je přítomnost oscilační jednotky, s jejíž pomocí se automaticky volí nezbytná kritéria pro svařovací operaci. Tento blok výrazně rozšiřuje možnosti zařízení, což je důležité zejména pro vertikální švy a švy s řezáním podél okraje. Doporučená cena je 312 000 rublů.

výhody:
- Pevné a lehké tělo z jednoho kusu;
- Přítomnost magnetického polohovacího systému;
- Možnost zaznamenat až 40 šablon programů.
nedostatky:
- Nezjištěno:
1. místo: "Riland-Aurora PRO MZ 1250"
Dobrý vzorek od čínského výrobce, který má modulární architekturu se samostatným měničem. Jednotka je schopna provádět operace svařování pod tavidlem v automatizovaném režimu. Tento režim bude mít pozitivní vliv na efektivní zrychlení výroby obecně, přičemž nedojde ke ztrátě kvality aplikovaných švů. Schopné svařovat pod úhlem, překrývat a rovnat na tupo. Může se pohybovat jak po zpracovávaném objektu, tak po daném vektoru pomocí instalovaných kolejnic. Pozice svaru je poměrně nastavitelná - může být umístěna jak vně dráhy, tak uvnitř ní.Samotné zařízení je konstrukčně velmi jednoduché, což znamená zvýšenou spolehlivost. Ochrana proti přepětí a zahřívání - přítomna. Je zajištěno vysoce kvalitní nucené chlazení, které má vliv na zvýšení životnosti. Doporučená cena je 338 000 rublů.

výhody:
- K dispozici systém nuceného chlazení;
- Může provádět svařování nestandardními způsoby;
- Samostatná modulární architektura.
nedostatky:
- Nenalezeno.
Prémiová třída
2. místo: "Svarog MZ1000"
Další ruský vzorek určený pro práci s kovovými předměty o tloušťce 4 až 30 milimetrů. Vykazuje vysokou produktivitu při použití zařízení v téměř nepřetržitém výrobním provozu. Rovnoměrnost oblouku je zajištěna jemným nastavením nastavitelných parametrů proudu, což znamená lepší šití. Jednotka má vnitřní stabilizační obvod, který řídí kolísání vstupního napětí, ale k připojení bude vyžadovat třífázovou síť. Pohodlné ovládání a ovládání zajišťují jasné a kontrastní informační displeje a ovládací panel. Do paměti lze načíst až 100 šablon algoritmů, což vám umožní nenastavovat zařízení pokaždé znovu. Doporučená cena je 350 000 rublů.

výhody:
- Až 100 programovatelných vzorů;
- K dispozici je vnitřní stabilizační obvod;
- Kvalitní prošívání.
nedostatky:
- Je vyžadována třífázová síť.
1. místo: ESAB A2 Multitrac
Vynikající, ale velmi drahý model od evropského výrobce. Ve výrobním procesu je schopen pracovat se dvěma oblouky, přičemž rozděluje spotřební drát.Přístupu vzduchu do oblasti aplikace švu je zabráněno přívodem inertních plynů. Instalací speciálního adaptéru je možné vyrobit vzduchové drážkování uhlíkovou elektrodou. Tyristorový měnič dokáže zajistit stabilní oblouk i při nízkém napětí. Doporučená cena je 1 100 000 rublů.

výhody:
- Stabilita oblouku při nízkém napětí;
- Paralelní provoz se dvěma oblouky;
- tyristorový měnič.
nedostatky:
- Vysoká cena.
Místo epilogu
Svařovací tahače/vozíky jsou jednoduchým, ale funkčním řešením pro automatické obloukové svařování. Dokážou se pohybovat po předem zvolené dráze nebo po speciálních kolejnicích, což ponechává člověku pouze povinnost zrakem kontrolovat vykonávanou práci. Hlavním úkolem operátora je správně a vhodně nastavit potřebná nastavení v souladu s vykonávaným úkolem. Stroj zvládne veškerou práci sám. Typ práce může být zcela odlišný, takže samotná zařízení mohou být lehká a levná nebo objemná a drahá. Přesto je správnější říci, že svařovací traktor nebo kočár je primárně zaměřen na objemy průmyslové výroby.
nové záznamy
Hodnocení nejlepších kosmetologů v Moskvě pro rok 2022
Zobrazení: 33
Kategorie

Top žebříček nejlepších a nejlevnějších skútrů do 50 ccm v roce 2022
Zobrazení: 131667

Hodnocení nejlepších zvukotěsných materiálů pro byt v roce 2022
Zobrazení: 127704

Nejlepší pánské tenisky roku 2022
Zobrazení: 124049

Nejlepší komplexní vitamíny v roce 2022
Zobrazení: 121953

Přehled nejlepších hladin a laserových hladin Matrix
Zobrazení: 4470

Hodnocení nejlepších podmořských nožů pro rok 2022
Zobrazení: 6619
Recenze nejlepších ohřívačů vody v Atlantiku roku 2022
Zobrazení: 4617

Hodnocení nejlepších vývojářů v Moskvě pro rok 2022
Zobrazení: 3784

Užitečný

Žebříček nejlepších vakuových lepidel pro rok 2022
Shlédnutí: 1943

Hodnocení nejlepších elektrických varných desek pro rok 2022
Zobrazení: 2345

Hodnocení nejlepších spolehlivých pojezdových traktorů pro rok 2022
Zobrazení: 17605

Nejlepší antivirotika v roce 2022
Zobrazení: 33342

Top 15 hoverboardů roku 2022. Slušná hodnota za peníze
Zobrazení: 29347
Populární články
-
Top žebříček nejlepších a nejlevnějších skútrů do 50 ccm v roce 2022
Zobrazení: 131667 -
Hodnocení nejlepších zvukotěsných materiálů pro byt v roce 2022
Zobrazení: 127704 -

Hodnocení levných analogů drahých léků na chřipku a nachlazení pro rok 2022
Zobrazení: 124530 -
Nejlepší pánské tenisky roku 2022
Zobrazení: 124049 -
Nejlepší komplexní vitamíny v roce 2022
Zobrazení: 121953 -

Top žebříček nejlepších chytrých hodinek 2022 - poměr ceny a kvality
Zobrazení: 114988 -

Nejlepší barva na šedé vlasy - nejvyšší hodnocení 2022
Zobrazení: 113406 -

Žebříček nejlepších barev na dřevo pro interiérové práce v roce 2022
Zobrazení: 110335 -

Hodnocení nejlepších rotujících válců v roce 2022
Zobrazení: 105340 -

Žebříček nejlepších sexuálních panenek pro muže pro rok 2022
Zobrazení: 104380 -

Žebříček nejlepších akčních kamer z Číny v roce 2022
Zobrazení: 102228 -

Nejúčinnější přípravky s vápníkem pro dospělé a děti v roce 2022
Zobrazení: 102022