Рейтинг на най-добрите измервателни уреди за резби за 2022 г

При рязане на различни части често е необходимо да се използват не само матрици или кранове, но също и габарити на резби. Този инструмент е в състояние да определи характеристиките на профила на резбата, което в бъдеще ще елиминира риска от проблеми при производството на същия тип връзки в определени детайли. С помощта на това устройство е възможно да се оцени точността на рязане, следователно специалистите, чиято професионална дейност е пряко свързана с производството на резбовани заготовки, се нуждаят от постоянно измерване на резба.
Резбата може да бъде направена както в инчове, така и в метрика. Прилага се главно за различни съединения на тръбопроводни елементи, а именно за пластмасови или метални фитинги, които се използват за монтиране на тръби в тръбопроводи с различно предназначение.В Русия се използват параметри за резбови части, които са фиксирани от съответните нормативни документи - държавни стандарти. Именно те съдържат подробна техническа информация от метрични / инчови резби, от които майсторът трябва да се ръководи при нанасяне на винтови резби.

Съдържание [Hide]
- 1 Дизайнът и обхватът на габарита на резбата
- 2 Съществуващи типове шаблонни резбомери
- 3 Съществуващи видове нишки и техните характеристики
- 4 Характеристики на процеса на измерване
- 5 технология на рязане
- 6 Клас на точност и правила за маркиране
- 7 Рейтинг на най-добрите измервателни уреди за резби за 2022 г
- 8 Вместо епилог
Дизайнът и обхватът на габарита на резбата
Основната функция на габарита на резбата (той е и шаблон за определяне на стъпката на резбата) е да следи състоянието на самата резба и нейното съответствие с установените стандарти. Този инструмент често се използва в металообработващата промишленост, в машиностроителни предприятия, по време на монтажни / ремонтни работи на различни съоръжения и машини.Казано по-просто, всеки ремонтен или монтажен цех е просто задължен да има набор от габарити за резби в своя набор от инструменти за целите на профилните проверки на напречни, трапецовидни или ъглови резби.
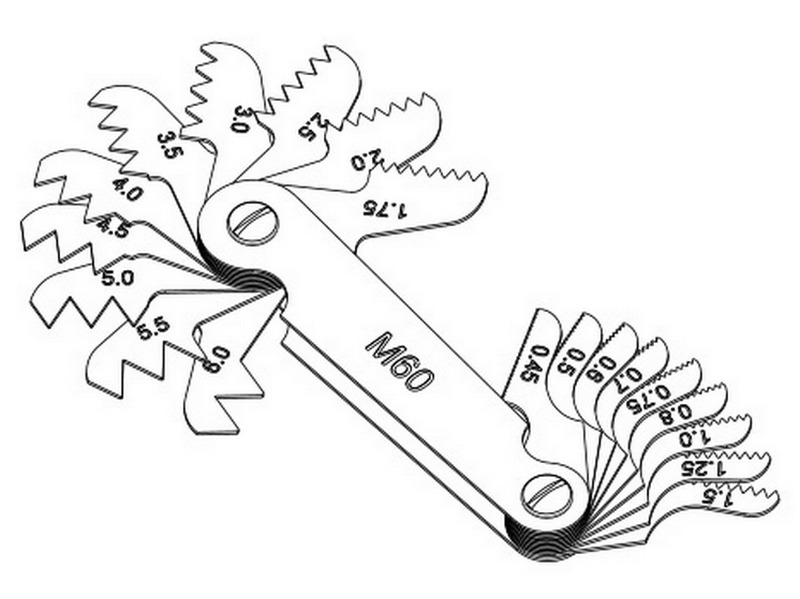
Самото устройство представлява набор от шаблони, изработени от метални пластини с дебелина около 1 милиметър. В единия край на плочата има специални изрези, които съответстват на размера на конеца, който се измерва, т.е. профил и стъпка. Тези назъбени плочи се наричат също гребени. На техните метрични версии се задава стъпката на резбата, а на инчовите е посочен броят на резбите на инч.
По този начин с помощта на разглежданото устройство е възможно да се определи:
- Стъпка с резба;
- Броят нишки на определена единица разстояние;
- Състояние на износване на резби (резби);
- Съответствие на резбата с параметрите, установени от държавните стандарти.
Съществуващи типове шаблонни резбомери
Метрични проби
Обикновено те имат обозначение на работната си част под формата на надпис "M60", което означава големината на градусите спрямо профила на метричната резба. Процесът на използване на това устройство е доста прост - просто трябва да сортирате наличните шаблони и да изберете този, който най-добре пасва в жлеба според дълбочината на измерения жлеб на детайла. След това остава само да се разчете маркировката, която се прилага върху подходящия шаблон. Също така е възможно да се комбинира използването на шаблон с дебеломер и в резултат на това да се получи по-пълна информация за характеристиките на измерената резба на винта. Струва си да се отбележи, че параметрите на използваната нишка винаги трябва да са вече фиксирани от държавните стандарти - в противен случай приложената нишка ще се счита за брак.
Инчови проби
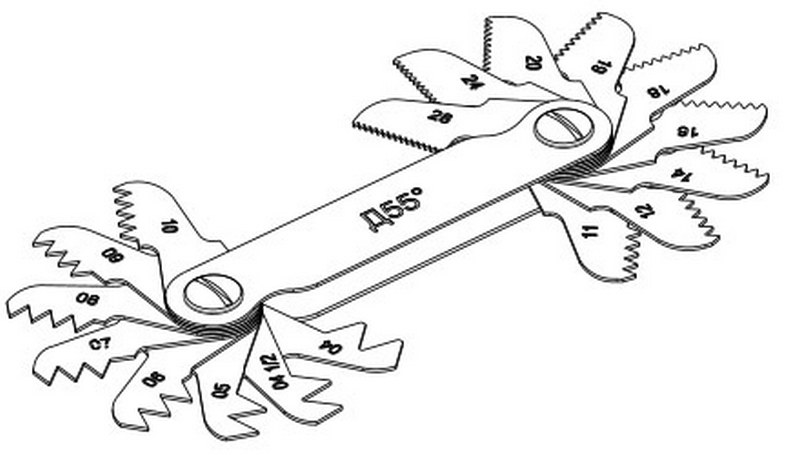
Те се използват за измерване на характеристиките на инчови и тръбни винтови съединения. С помощта на тези инструменти се измерва именно броят на завоите по дължината на определена единица разстояние. Корпусът на такива габарити на резбата е маркиран с „D55“, което означава, че ъгловата степен на профилната тръба / инчовата резба има индикатор 55.
Съществуващи видове нишки и техните характеристики
Метрика
На територията на Русия най-често се използва в производството на оборудване и машини, както и различни домакински уреди. Диапазонът от диаметри за метрични резби е много голям и може да варира от един до шестстотин милиметра. Стъпката за метриката се измерва в милиметри, а разпространението на цифровите показатели варира от 0,25 до 6 милиметра. Ако говорим за профила на рязане на метал, тогава той трябва да изглежда като равностранен триъгълник, в който ъгълът на върха е 60 градуса. Ако трябва да се използва метричната система за продукта, всички тези размери са отбелязани с буквата „М” в техническата му документация за него. Тази система е изключително разпространена в областта на инженерството, така че е трудно да си представим тази индустрия без нейното използване, поради лекотата на използване. Всъщност метричните нишки са лесни за производство, характеризиращи се с гъвкавост и повишена надеждност.
Инч
Различава се по това, че степента на ъгловия му профил има количествен показател от 55 единици, а стъпката на рязане се измерва не в милиметри, а в броя на завъртанията на инч разстояние. Най-лесно е да намерите такова рязане в старо чуждо оборудване или в ставите на различни участъци от тръбопроводи.
Цилиндрична (известна още като тръба)
Както и горната резба, тази има профил от 55 градуса и нейната стъпка също се измерва от броя на завъртанията на инч разстояние. Просто той се използва поради спецификата си изключително за тръбопроводи и се обозначава с буквата "G".
Допълнителни разлики
При сравнителен анализ на ръбовете на резбата може да се отбележи, че ръбът на инчовите резби е по-остър от този на метричните. Което не е изненадващо при зададения стандарт от 55 градуса срещу 60. Така разликите се виждат дори с невъоръжено, но опитно око. Естествено, самите системи за измерване са различни за тях и особено си струва да запомните, че когато използвате тези стандарти, не е общоприетата дължина на инч, която е зададена за метричната система от 2,54 сантиметра, а е равна на 3,324 сантиметра, защото. е специално. Като пример може да се даде следното изчисление: ако в метричната система диаметърът на резбата е 25 милиметра, тогава в инча той ще бъде равен на ¾ инча. Във всеки случай, за да изберете точната стойност, винаги трябва да се консултирате със съответната таблица в националния стандарт.
Характеристики на процеса на измерване
За измерване на стъпката на инчова резба в тръба трябва да се използва следният алгоритъм:
- За ролята на класически шаблон е възможно да се използва фитинг или съединител, чиито характеристики на вътрешната резба напълно отговарят на държавния стандарт;
- Болтът, чиято резба трябва да се провери, се завинтва във фитинг или съединител;
- В случай, че болтът е образувал пълна резбова връзка с фитинга / съединителя, това означава, че стъпката / диаметърът на резбата, нанесена върху повърхността му, напълно съвпада с желания модел;
- В противен случай, ако болтът не може да се завинти или е завинтен, но има хлабав съединител, тогава си струва да смените фитинга / съединителя като измервателни устройства. По същия метод можете да измерите и вътрешната тръбна резба, но тогава трябва да използвате заготовка с външна резба.
Използването на габарит на резба не създава никакви проблеми:
- На първо място се установява вида на прилаганата резба - метрична, инчова, тръбна;
- Освен това, чрез просто изброяване, различни шаблони на съответния инструмент се прилагат алтернативно към рязане;
- Когато се намери плътно прилягащ шаблон, от него се дебитира идентификационна маркировка, което ще означава стъпката, необходима за определяне;
- За измерване на външния диаметър, съчетан с габарит на резба, се използва допълнителен микрометър или шублер.
Математически (безинструментален) метод
Възможно е да се направи без шаблон за измерване на резба. За да направите това, просто оставете отпечатък на нишката на изследваната част върху празен лист хартия (очертан с тънък молив) и след това изчислението се извършва по формулата P \u003d L / N, където:
- P - стъпка на резбата;
- L е дължината, изчислена с помощта на обикновена линийка;
- N е броят на отпечатаните обороти.
технология на рязане
Цилиндричните тръбни резби могат да бъдат инчови (външни и вътрешни) и могат да се извършват както ръчно, така и на машината.
Може да се прилага ръчно, както следва:
- Процесът се извършва с помощта на метчик / матрица, използван като ръчен инструмент. Ако е необходима външна резба, тогава се използва матрица. За вътрешни резби се използва кран;
- Първо, тръбната заготовка е здраво фиксирана в менгеме и инструментът за обработка е захванат в държач на матрица (за матрици) или в гаечен ключ (за кранове);
- След това кранът се вкарва във вътрешността на тръбата, а матрицата съответно се поставя отвън;
- След това използваното устройство се завърта, чрез което се прилага резбова стъпка с необходимите параметри;
- За по-точен и чист резултат целият процес се повтаря няколко пъти.
Използване на стругово оборудване:
- Тръбата, която се обработва, е плътно фиксирана в патронника на машината и на нейната опора е монтиран нож от необходимия тип;
- Работейки върху края на тръбата, пукнатината първо се отстранява и след това се регулира скоростта на изместване на дебеломера;
- След като ножът се изведе до повърхността на детайла, режимът за подаване на резба се включва.
ВАЖНО! Винаги трябва да се помни, че инчовото рязане се извършва само с такова механично оборудване и върху такива тръбни заготовки, чиято твърдост и дебелина са достатъчни, за да издържат на механизирания процес. Струва си да се отбележи, че механичната обработка ви позволява да получите най-висококачествения и ефективен резултат, но това ще зависи пряко от квалификацията и опита на оператора.
Клас на точност и правила за маркиране
В съответствие с разпоредбите на държавните стандарти инчовите резби могат да имат три класа на точност - от първия до третия. До съответната фигура се прави буквена маркировка в бидето на буквите "A" или "B", което означава съответно "вътрешни" и "външни" нишки.От това става ясно, че 1-ви клас ще отговаря на най-грубо качество, а 3-ти клас ще бъде най-точен и към него се прилагат много строги изисквания.
Международни стандарти за маркиране
За да разберете на какви характеристики отговаря този или онзи резбован компонент, трябва само да разберете правилно маркировката, приложена към него. Повечето чуждестранни и местни производители използват едни и същи стандарти. По този начин, ако правилно разберете приложената информация, тогава няма да се налага да използвате габарит на резба.
Традиционният набор от информация включва:
- Външен диаметър (т.е. номинален размер) - първото число;
- Броят нишки на инч разстояние;
- Групова принадлежност;
- Страхотна точност.
ВАЖНО! Западен производител може да има буквите „LH“ (лява манипулация) в информацията за инчовите резби, което показва, че завоите на частта имат лява, а не дясна посока.
Също така, относно детайлите на чуждестранното производство, трябва да обърнете внимание на следните точки:
- Маркирането на конкретен цвят съществува само за части с инчови резби;
- В единици "tpi" (нишки на инч), до стойността на инча, може да се посочи размерът на стъпката в милиметри;
- Обикновено жлебът с резба отсъства при съединения със заострена резба.
Освен това трябва да се отбележи, че чуждестранните фитинги от коничен тип NPT и BSPT са визуално много сходни, но последните имат маркировка под формата на рискове за вдлъбнатини върху шестоъгълника. Следователно често е възможно да се объркат стандартите, използвани от американските предприятия - UTS UNF (инчове) и UNC UNF (метри) на тези фитинги. Така че рискът от прорез ще покаже използването на метричната система.Във всеки случай, в случай на крайно съмнение, винаги е възможно да се измери частта с подходящ размер на резбата.
Рейтинг на най-добрите измервателни уреди за резби за 2022 г
Бюджетен сегмент
3-то място: "Autodelo M60 0.5-7.0 mm 40384 11083"
гласове 0
гласове 0
Този модел използва метричната система, много е лесен за използване и не изисква професионални умения. Това е оптималното решение за извършване на метрични измервания и определяне на точността на рязане. Освобождаването е извършено по метода на щамповане по качествен начин, пробата няма пропуски, които пречат на точността на измерване. Шаблоните са изработени от калибрована стомана, устойчива на механични натоварвания и износване. Брой шаблони - 20 броя, тегло - 15 грама, страна на произход - Русия. Препоръчителната цена на дребно е 100 рубли.

Предимства:
- Лесно използване без специални познания;
- Леко тегло;
- бюджетни разходи.
недостатъци:
- Донякъде крехък пластмасов калъф.
2-ро място: "GRIFF D55 D155005"
гласове 0
гласове 0
Този шаблон за измервателен уред работи в инчова система за измерване и е специално ориентиран да прави измервания при завъртане на различни части. Това обаче не отменя използването му за стандартни проверки. Устройството ще бъде полезно както у дома, така и в промишленото производство. Шаблоните са изработени по високи стандарти за прецизност, което свежда грешките до минимум. Малкият размер на продукта ви позволява да не се притеснявате за специалното му транспортиране в калъф. Брой шаблони - 17, тегло - 30 грама, страна на произход - Китай. Препоръчителната цена на дребно е 190 рубли.

Предимства:
- Малки размери;
- Точност на измерване;
- 17 универсални размера.
недостатъци:
- тесен фокус.
1 място: STAYER PROFI 0.5-1.75 mm 28041
гласове 0
гласове 0
Този уред за резба е качествено приспособление, изработено от издръжлив метал. Използваната система е метрична, като общо се предлагат размери от 0,5 до 1,75 милиметра. Има два шаблона за измерване на тръбни резби - 27 и 28 tpi. Комплектът включва 12 шаблона, има маса 30 грама, страната на произход е Германия. Препоръчителната цена за продажби в магазина е 320 рубли.

Предимства:
- Добавени две табели за измерване на тръби;
- Издръжлив материал за производство;
- Евтина цена.
недостатъци:
- Остриетата може да не се въртят добре в началото (времето или капка масло могат да решат проблема).
Сегмент от среден клас
3-то място: WIEDERKRAFT WDK-MG60
гласове 0
гласове 0
Изчистен и в същото време изключително функционален модел, произведен от висококачествена европейска марка. Състои се от 20 плочи за измерване на размери от 0,4 до 6 милиметра. Измерванията се извършват с помощта на метричната система. Броят на шаблоните е 20 броя, има маса 30 грама, страната на произход е Германия. Препоръчителната цена в магазина е 450 рубли.

Предимства:
- Здрав корпус;
- Известна и висококачествена немска марка;
- Не изисква носене в калъф.
недостатъци:
- Малка стъпка на резбата.
2-ро място: "CALIBRON 463691"
гласове 0
гласове 0
Отличен и качествен модел от руски производител. Той има всички необходими качества, въпреки факта, че няма да се налага да плащате повече за допълнителното. Тихо работи с всички обичайни размери в метричната система от 0,4 до 6 милиметра. Корпусът и компонентите са изработени на подходящо ниво от висококачествен метал.Грешката, декларирана от производителя, е само 15 микрометра. Има 20 шаблона-плочи, теглото е 100 грама, страната на произход е Русия. Препоръчителната цена за търговските вериги е 670 рубли.

Предимства:
- Утежнено тяло;
- Малка грешка при измерване;
- Малки размери.
недостатъци:
- Не е открит.
1 място: CHIZ N1 М60 54563
гласове 0
гласове 0
Друг представител на руския производител. Ориентиран към работа в метрични системи. Корпусът е изработен от здрава стомана, а измервателните плочи са с дебелина 1 мм, което елиминира податливостта им на повишено механично натоварване (издържат дори на силно огъване). Грешката, декларирана от производителя, е само 15 микрометра, плочите в комплекта са 20 броя, страната на произход е Русия. Препоръчителната цена на дребно е 750 рубли.

Предимства:
- Подсилен корпус;
- Намалена грешка при измерване;
- Адекватна стойност за парите.
недостатъци:
- Не е открит.
Премиум модели
3 място: "Kinex М+W+G, 58"
гласове 1
гласове 1
Просто универсален резбомер, който може да работи както в метрични, така и в инчови системи и може също да измерва цилиндрични резби. Броят на сондите е в състояние да задоволи всякакви изисквания на професионален стругар. Въпреки големите си размери, моделът не е много тежък - тежи само 100 грама. В същото време броят на сондите е 58 броя. Стъпката варира от 0,25 до 6 милиметра, грешката е не повече от 10 микрометра. Препоръчителната цена за продажби в магазина е 1500 рубли.

Предимства:
- Изключително разширена функционалност;
- Леко тегло с голям брой сонди;
- Възможност за едновременна работа в три системи.
недостатъци:
- Висока цена.
2-ро място: "metr/Whi/BSP SCHUT"
гласове 0
гласове 0
Отличен продукт от холандски производител, който може да определи пълнотата на профила и стъпката на метрична резба, а също така може да работи със специални видове западноевропейски фитинги, които се свързват с Whi и BSP технологии. Включва комплект от 58 назъбени остриета, здраво монтирани върху висококачествена метална скоба. Грешката е не повече от 8 микрометра, което прави процеса на наслагване много точен. С цялата си функционалност и големи размери, теглото на устройството не надвишава 100 грама. Препоръчителната цена за търговските вериги е 1800 рубли.

Предимства:
- Висока функционалност;
- Възможност за работа със специални кройки Western fitting;
- Качествена метална изработка.
недостатъци:
- Надценени.
1-во място: "INSIZE Tr 30"
гласове 1
гласове 1
Изключително скъпо и висококачествено устройство от радиусен тип, предназначено за измерване на стъпката и профила на резбата. Като цяло измервателните уреди за радиусни резби се считат за много точни, по-точно техните измервания могат да се правят само с помощта на лазер. По-конкретно, този модел има грешка от само 5 микрометра. В същото време моделът не може да се похвали с изобилие от измервателни плочи - има само 12 от тях. Моделът е произведен в Германия и е с тегло около 180 грама. Производителят твърди удължен експлоатационен живот, първоначално висококачествена работа на инструмента, която не изисква никакво „натрупване“ (всички компоненти и остриета се отварят и заключват свободно). За да се поддържат свойствата на точност и да се предотврати смилането на зъбите, съхранението и транспортирането се изискват само в марков калъф.Препоръчителната цена на дребно е 3200 рубли.

Предимства:
- Много висока точност;
- Титаниев корпус;
- Радиус дизайн.
недостатъци:
- Изключително висока цена.
Вместо епилог
Анализът на руския пазар на резбови габарити установи, че най-популярните модели са бюджетният сегмент, в който в по-голямата си част са представени азиатски проби. Въпреки това, качеството на тези проби, както и тяхната граница на грешка, плюс използването на евтини материали в конструкцията (до пластмаса) не ги правят добри препоръки. В същото време тази ситуация се определя от непретенциозността на руския купувач, липсата на необходимост от измервания с висока точност и баналното желание да се спестят пари. Следователно е напълно възможно да се проследи тенденция, при която руснакът ще предпочете модел, в който венчелистчетата ще бъдат извадени лошо, но на по-евтина цена, и с надеждата, че с времето те ще се „разработят“ и ще стане по-лесно да ги получите. Въпреки това, както показва практиката, габаритите на резбата на цена от 100-200 рубли не издържат дълго и дори смазването на техните механизми с масло не води до желания резултат.
Предпочитаните варианти са от средния сегмент, успешно съчетаващи цена и качество. Да, тяхната грешка рядко е под 15 микрометра, но за домашни задачи не се изисква по-голяма точност. В допълнение, повечето модели в този сегмент имат издръжлив калъф, който може да издържи дълго време. По този начин тези проби могат да се считат за най-добрият вариант.
нови записи
Рейтинг на най-добрите термални салатни барове за 2022 г
Преглеждания: 25
Рейтинг на най-добрите устройства за криолиполиза за 2022 г
Преглеждания: 25
Рейтинг на най-добрите руски шампоани за коса през 2022 г
Преглеждания: 39
Рейтинг на най-добрите козметолози в Москва за 2022 г
Преглеждания: 23
Класация на най-добрите защитни калъфи за обувки за 2022 г
Преглеждания: 89
Категории

Топ класация на най-добрите и най-евтини скутери до 50cc през 2022 г
Преглеждания: 131652

Рейтинг на най-добрите звукоизолационни материали за апартамент през 2022 г
Преглеждания: 127693

Рейтинг на евтини аналози на скъпи лекарства за грип и настинка за 2022 г
Преглеждания: 124520

Най-добрите мъжки маратонки през 2022 г
Преглеждания: 124034

Най-добрите комплексни витамини през 2022 г
Преглеждания: 121941

Преглед на смартфона Xiaomi Poco F2 Pro с основните характеристики
Преглеждания: 2344

Английска месомелачка Kenwood - кайма, салата, сок, бургер
Преглеждания: 5266

Рейтинг на най-добрите лекарства за фитофтора за 2022 г
Преглеждания: 2739

Рейтинг на най-добрите маркери за 2022 г
Преглеждания: 3132

Рейтинг на най-доброто електрическо подово отопление през 2022 г
Преглеждания: 26441
Полезен

Класация на най-добрите вакуумни уплътнители за 2022 г
Преглеждания: 1938

Рейтинг на най-добрите електрически котлони за 2022 г
Преглеждания: 2341

Рейтинг на най-добрите надеждни мотоблокове за 2022 г
Преглеждания: 17598

Най-добрите антивирусни през 2022 г
Преглеждания: 33335

Топ 15 на ховърборда за 2022 г. Прилично съотношение цена/качество
Преглеждания: 29340
Популярни статии
-
Топ класация на най-добрите и най-евтини скутери до 50cc през 2022 г
Преглеждания: 131652 -
Рейтинг на най-добрите звукоизолационни материали за апартамент през 2022 г
Преглеждания: 127693 -
Рейтинг на евтини аналози на скъпи лекарства за грип и настинка за 2022 г
Преглеждания: 124520 -
Най-добрите мъжки маратонки през 2022 г
Преглеждания: 124034 -
Най-добрите комплексни витамини през 2022 г
Преглеждания: 121941 -

Топ класация на най-добрите смарт часовници 2022 - съотношение цена-качество
Преглеждания: 114981 -

Най-добрата боя за сива коса - топ рейтинг 2022
Преглеждания: 113396 -

Класация на най-добрите бои за дърво за интериорни работи през 2022 г
Преглеждания: 110320 -

Рейтинг на най-добрите въртящи се макари през 2022 г
Преглеждания: 105330 -

Класация на най-добрите секс кукли за мъже за 2022 г
Преглеждания: 104368 -

Класация на най-добрите екшън камери от Китай през 2022 г
Преглеждания: 102217 -

Най-ефективните калциеви препарати за възрастни и деца през 2022 г
Преглеждания: 102012